2.1. Texture Characteristics of the Catalysts
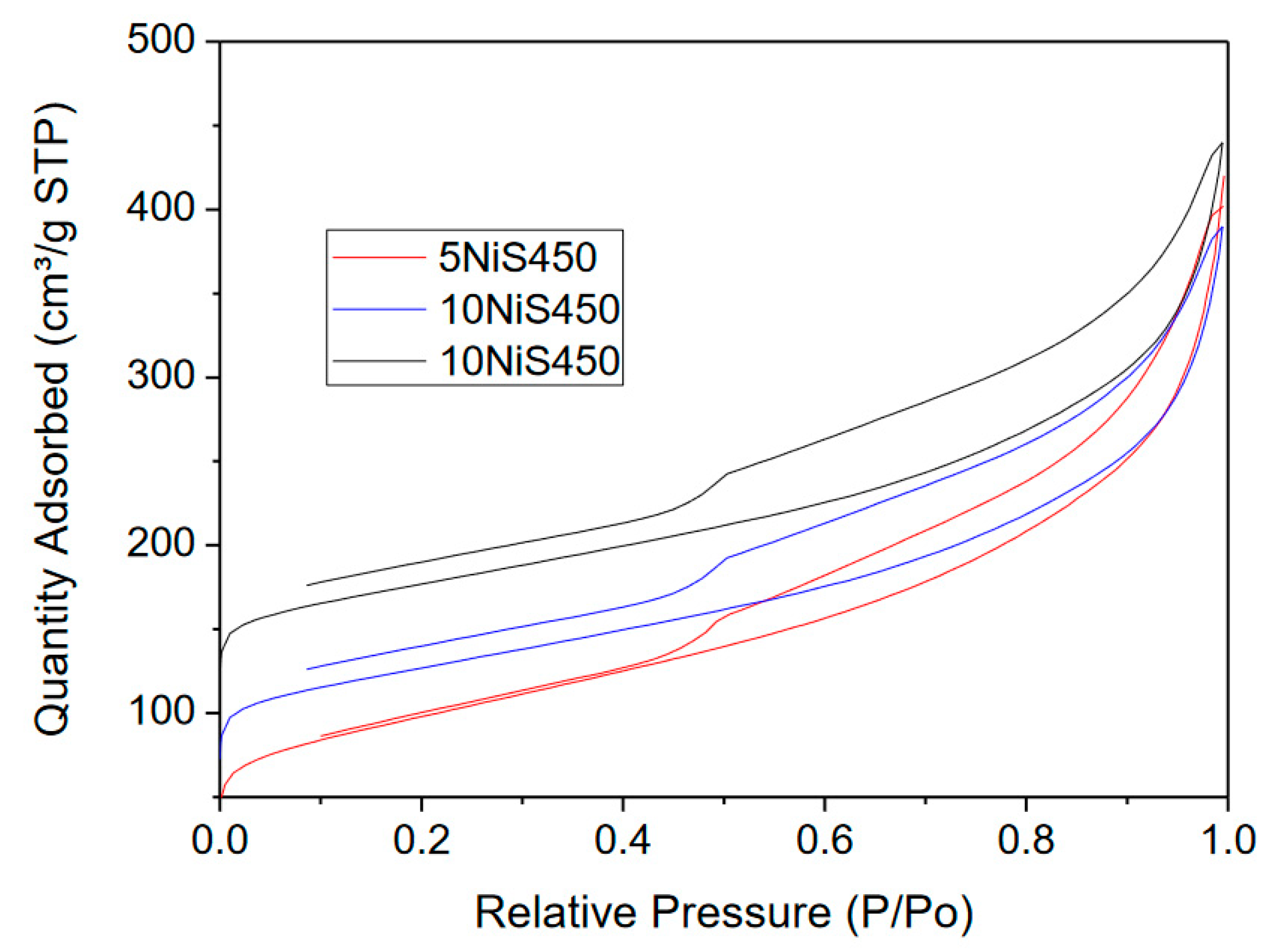
The texture characteristics obtained using the low-temperature nitrogen adsorption method showed that, in the series S450—5NiS450—10NiS450—20NiS450 (
Table 1), the precipitation of nickel leads, due to the partial blocking of the support pores, to a monotonic decrease in the specific surface area from 380 to 276 m
2/g; in the pore volume, from 0.53 to 0.42 cm
3/g; and in the average pore size from 5.66 to 5.42 nm. Obtained isotherm profiles correspond to type IV nitrogen adsorption-desorption isotherms for the BET surface area analysis inherent to mesoporous materials (
Figure 1).
pH
PZC value increases (and, hence, the catalysts’ acidity decreases) with the increasing Ni content in the catalysts’ series S450 support, 5NiS450, 10NiS450, and 20NiS450 from pH
PZC 5.33 up to 9.86 (
Table 1). This dependence may be connected with bonding acid sites by Ni ions.
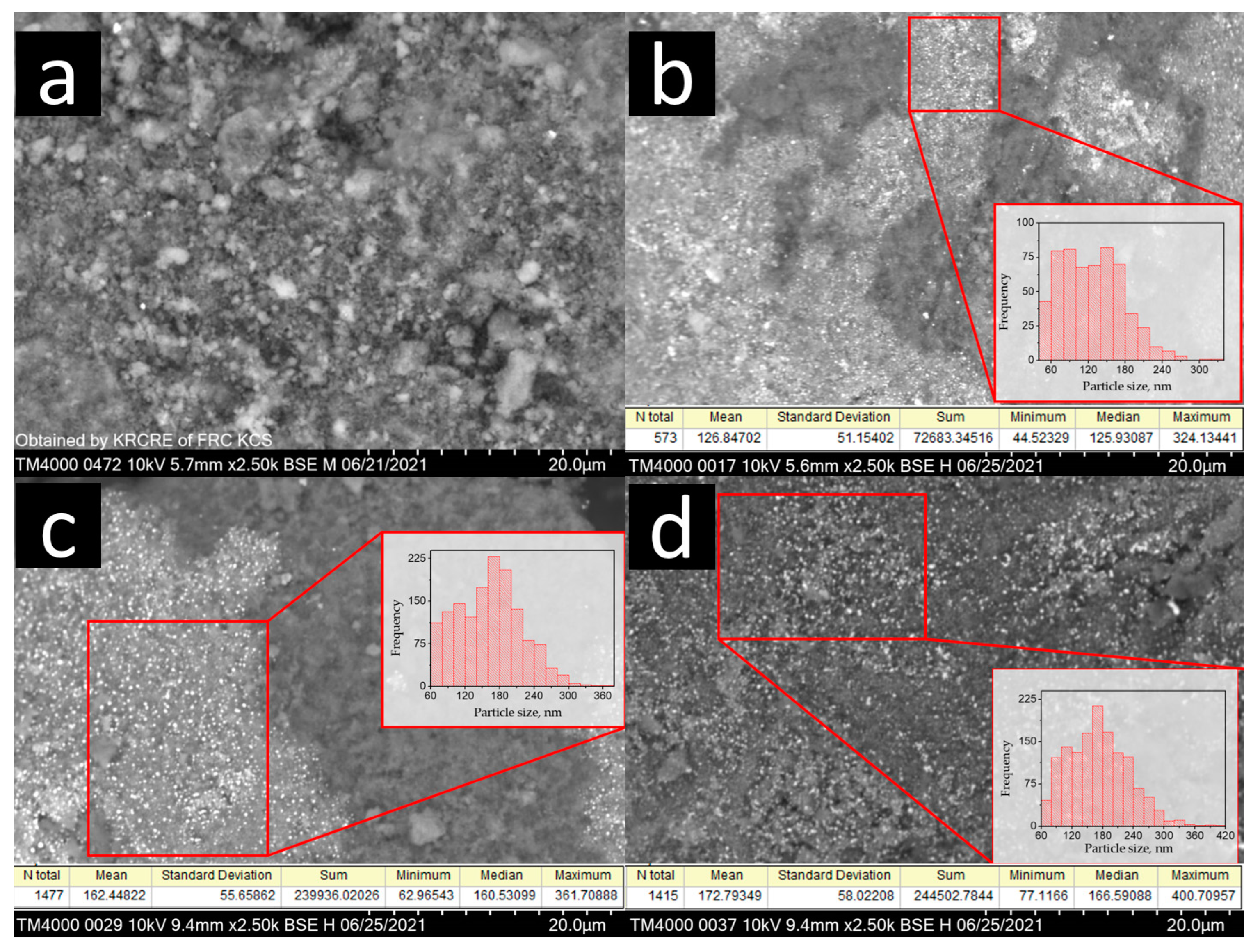
The morphology of the catalysts was studied by scanning electron microscopy (magnification of up to ×20.0 k). The images were subjected to statistical processing and the Ni particle distribution over the surface at different Ni contents in the catalyst was tested. The catalysts with a lower Ni content have a more uniform particle size distribution. As the nickel content increases, the minimum (45–63–77 nm), average (127–152–172 nm), and maximum (324–351–400) particle sizes increase in the series 5NiS450, 10NiS450, and 20NiS450 (
Table 1,
Figure 2).
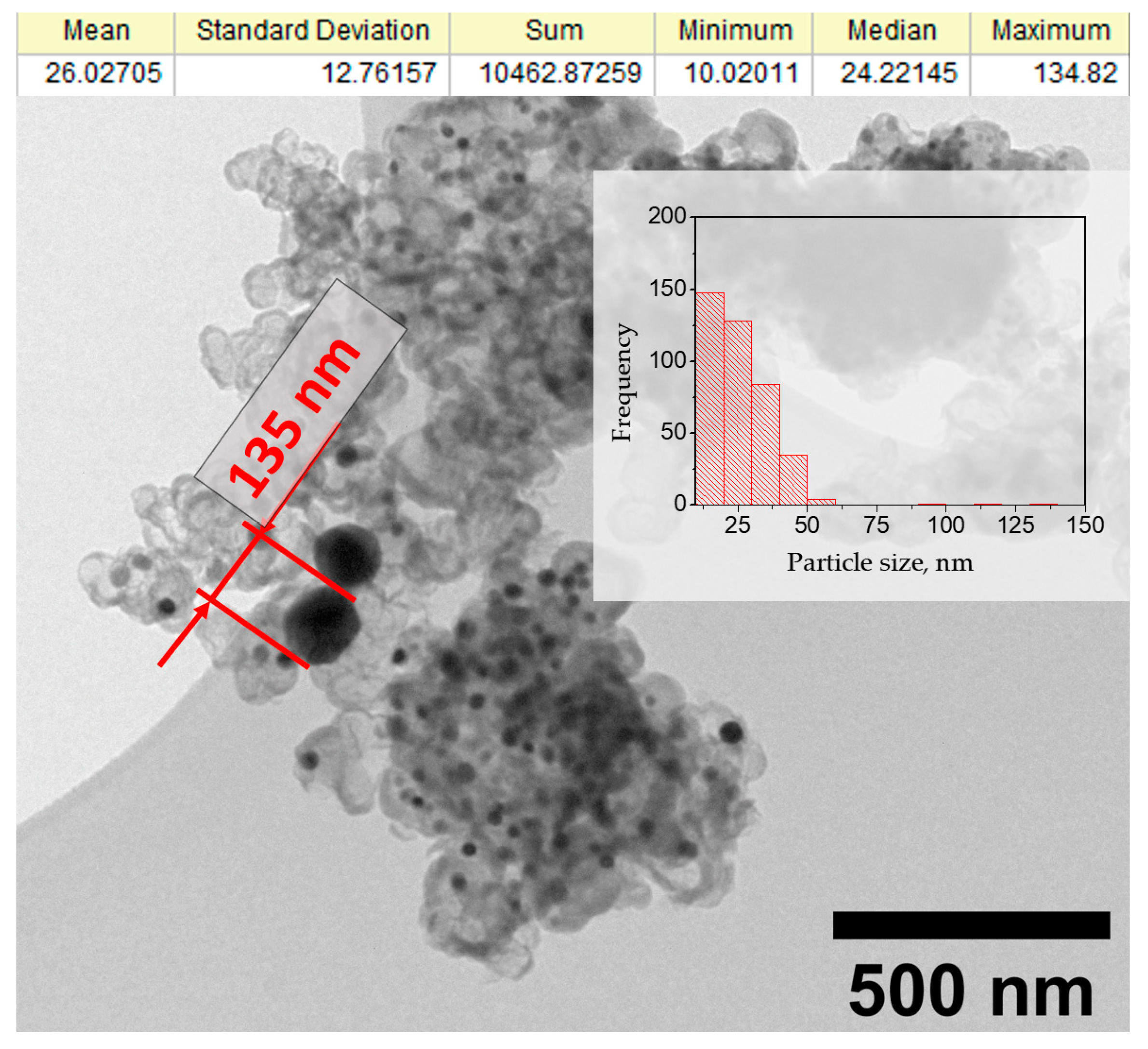
The 10NiS450 catalyst was examined by transmission electron microscopy and the images obtained were statistically processed. Despite the presence of relatively large (100–400 nm) nickel-containing agglomerates on the surface, the distribution of which was studied by scanning electron microscopy, the main fraction of nickel on the surface is formed by nickel particles smaller than 50 nm in size, so the average particle size is 26 nm (
Figure 3).
X-ray diffraction analysis of the catalysts allowed us to establish the electronic state of nickel and size distribution of its particles, which are inaccessible by scanning electron microscopy. The X-ray diffraction patterns contain the (111), (200), and (220) reflections characteristic of metal nickel at 2θ angles of 44, 52, and 76, respectively (
Figure 4). The nickel particle size was calculated using the Scherrer equation on the basis of the (200) reflection. The nickel particle size increases with the nickel content in the series 5NiS450–10NiS450–20NiS450 and amounts to 20.2—21.4—28.3 nm, respectively (
Table 2).
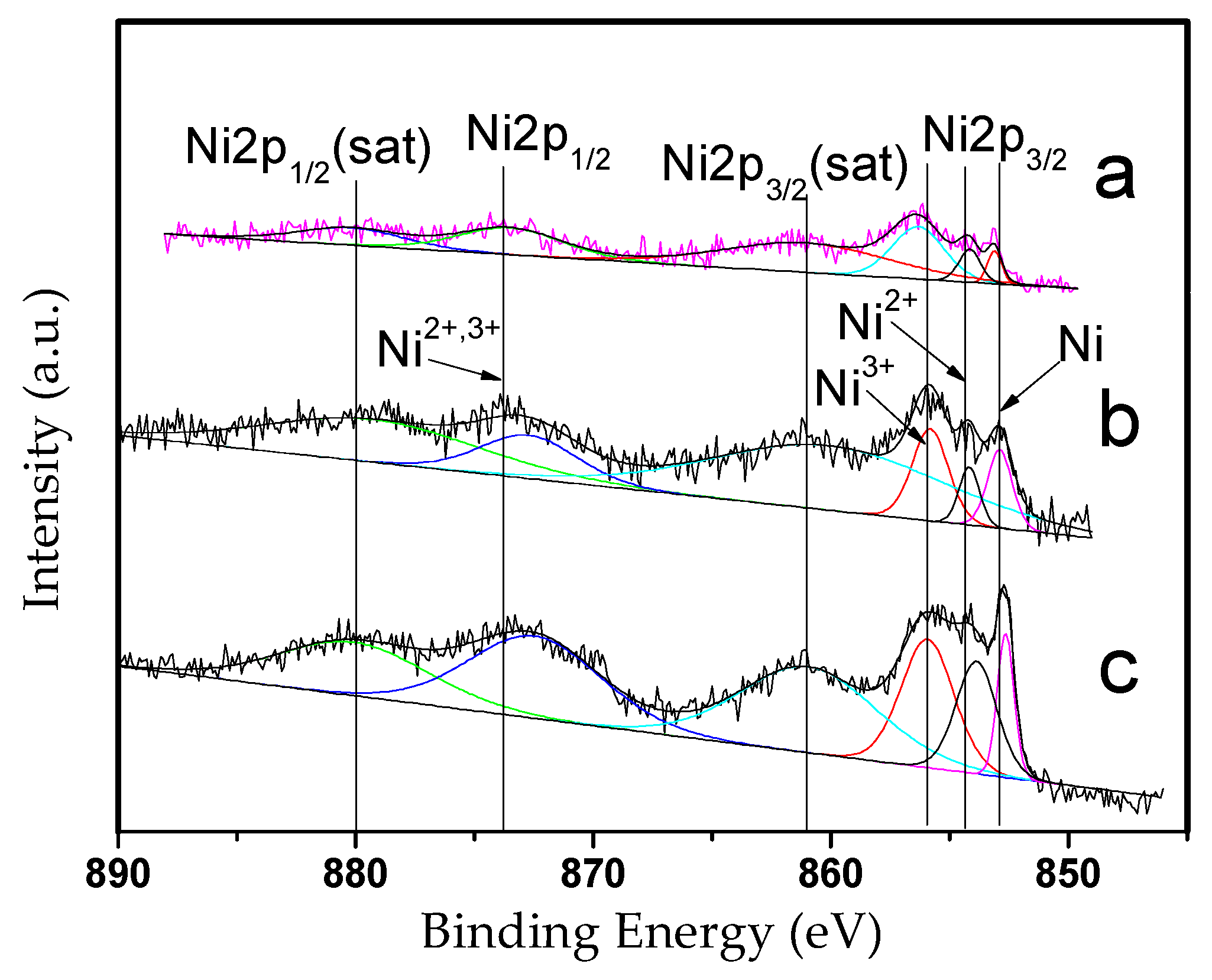
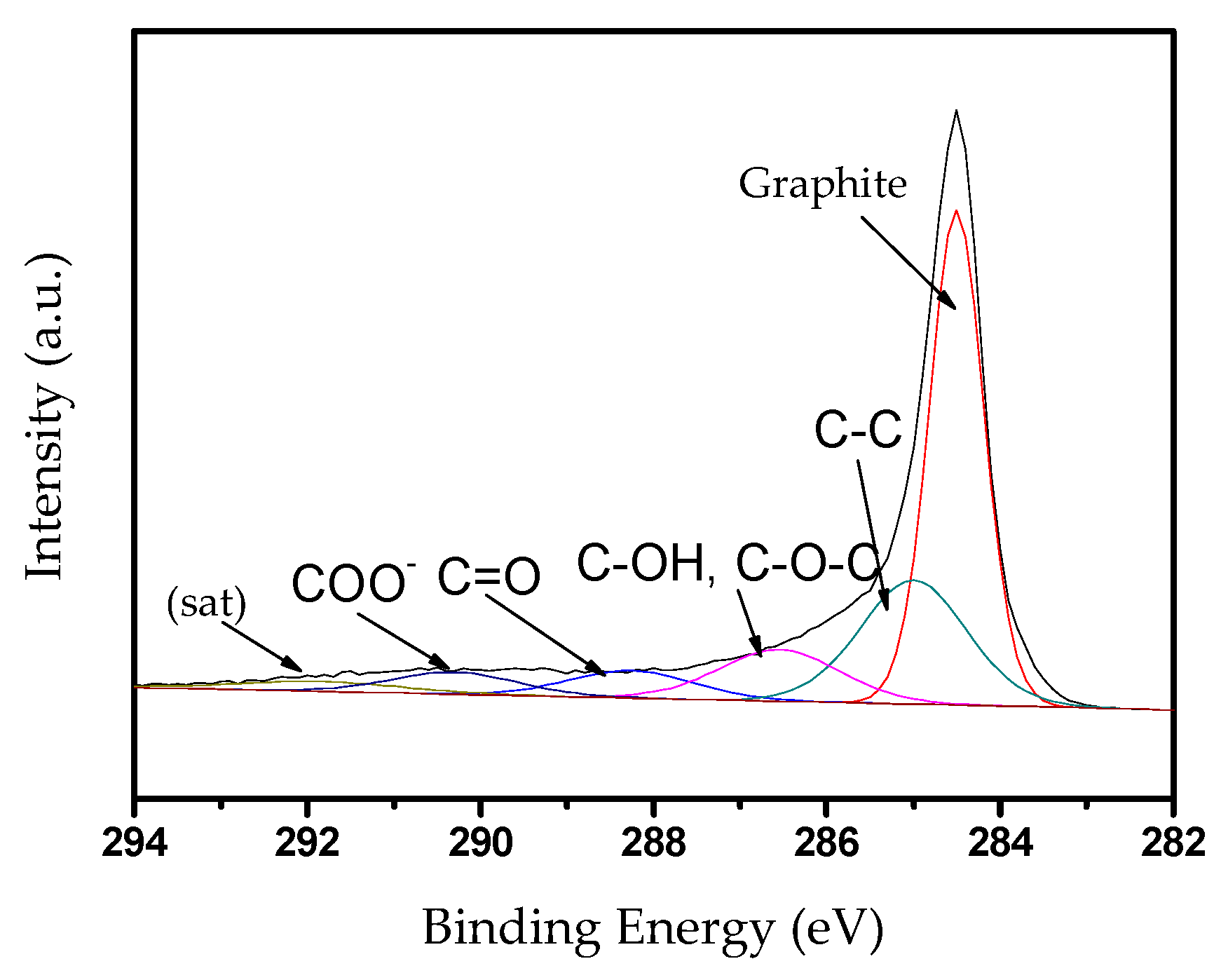
The chemical state of the catalyst surface was thoroughly investigated by X-ray photoelectron spectroscopy (XPS). The results obtained are given in
Table 2. The 5NiS450, 10NiS450, and 20NiS450 catalysts are characterized by peaks at 852.9, 854.5, and 855.8 eV, which correspond to the Ni
0, Ni
2+, and Ni
3+ states, respectively (
Figure 5 and
Figure 6) [
28]. In the range of 283–293 eV, the peak characteristic of graphite is the most intense; in addition, the spectrum contains peaks of amorphous carbon, carbonyl, hydroxyl, and ether groups, as well as fragments of carboxyl groups (
Figure 6) [
29]. No signals characteristic of chlorine were found in the spectra, which shows the effective removal of the Cl
– counterion under the catalyst reduction conditions.
2.2. Reductive Catalytic Fractionation of Flax Shives
Table 3 and
Table 4 show the results of the reductive catalytic fractionation of flax shives over the Ni/C catalyst with different nickel contents and, for comparison, similar data on a ruthenium catalyst [
30]. Using the most active nickel catalyst (10NiS450) increases the degree of delignification and monomeric product yield by a factor of 1.5 and 9, respectively. This catalyst inferiors the ruthenium one in terms of monomer yield by 1.3 times, but exceeds it on the degree of delignification. The cellulose yield drops under the action of the catalysts from 55 to 42–52% of the cellulose content in the feedstock, except for the 5NiS450 catalyst, which provides the cellulose yield maximum (65%).
The data on the effect of the nickel catalysts on the liquid product yields look unexpected: the latter reproducibly decrease from 36 to 29–32%. This dependence can be explained by the next assumption: some of the primary products of catalytic delignification are condensed into insoluble in ethanol substances, which are not identified as lignin or cellulose, i.e., dissolved in the sulfuric acid solution. As for the more active ruthenium catalysts, such condensation is not observed.
The efficiency of the ruthenium catalysts is higher than that of the nickel ones by a third in the liquid product yield and by a quarter in the yields of monomeric products and cellulose. This is probably due to the fact that two parallel destruction and condensation reactions occur in this process, and on a nickel catalyst it is not possible to accelerate the destruction as effectively to suppress the condensation reaction as on a ruthenium catalyst (
Table 5).
Taking into account the structure of lignin, methoxylated phenols can be the most interesting and promising products of its processing [
31]. The main monomeric derivatives are 4-propyl, propenyl, and propanol substituted guaiacols. Hydrogenation of beech lignocellulosic biomass over nickel catalysts yields 4-propanol syringol and 4-propanol guaiacol as the main product [
32]. According to the data given in
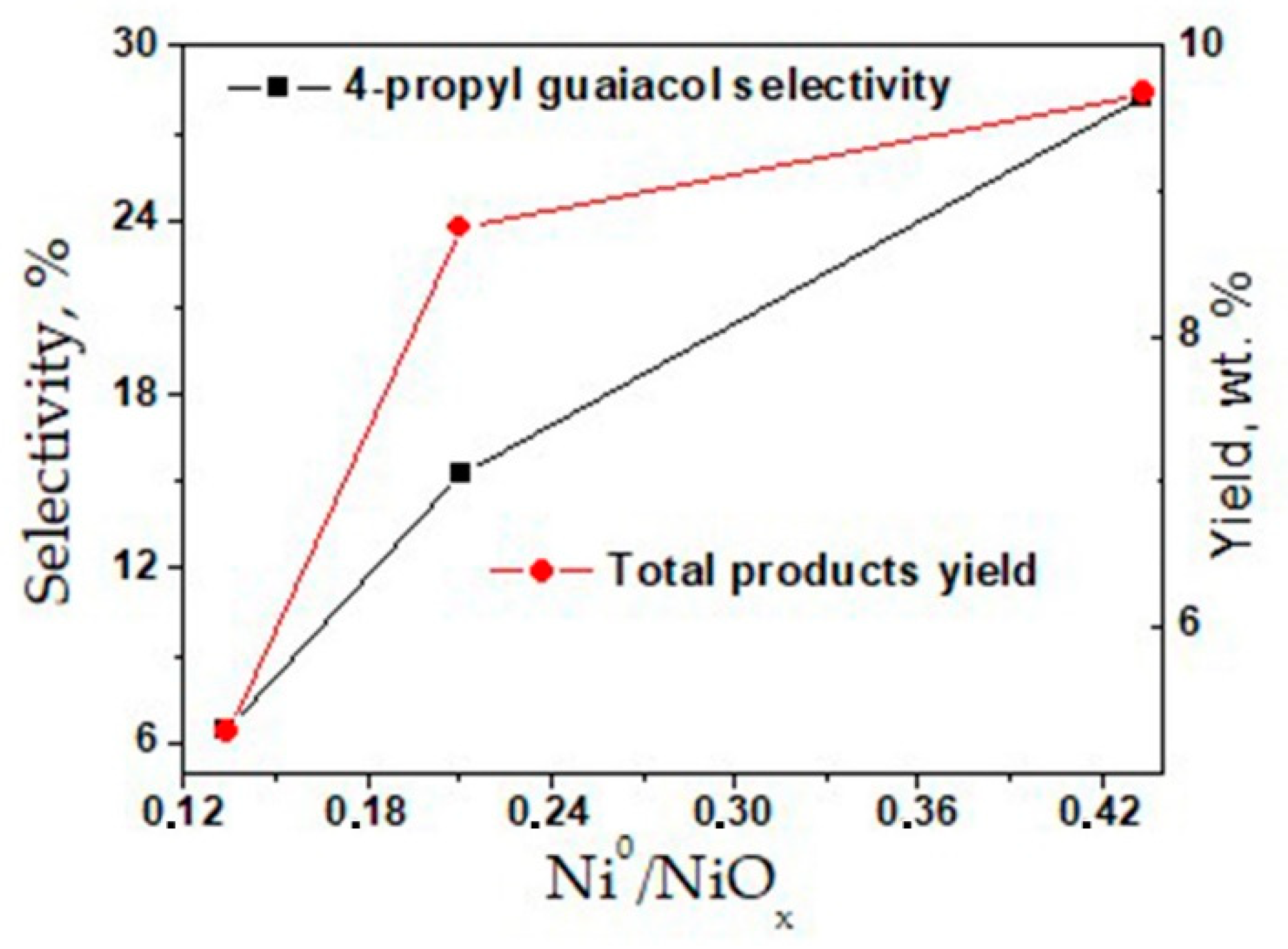
Table 5, during hydrogenation of flax shives, the yield of 4-propanol guaiacol increases from 0.23 to 1.58 wt % with an increase in the Ni content in the catalyst from 5 to 10%. At the same time, the yield of the main product–4-propyl guaiacol increases from 0.34 to its maximum value of 2.73 wt %. As the Ni content further increases to 20%, the 4-propyl guaiacol yield drops, while the 4-propanol guaiacol yield remains unchanged. Ni loading is not the factor completely defining the catalysts’ activity. However, the ratio Ni
0/NiO
x is the amount of surface metallic nickel in relation to its oxides (
Table 6) and sheds a light on catalyst performance related to the amount of specific phase of Ni present. A higher Ni
0/NiO
x ratio provides a higher total product yield and shifts the selectivity in monomer formation toward propyl substituted monophenols (the products of deeper hydrogenation) (
Table 5 and
Table 6;
Figure 7).
2.3. Effect of Pretreatment of Flax Shives on Their Subsequent Hydrogenation
The flax shives were subjected to acid and alkaline pretreatment in order to remove xylan and activate lignin [
33]. Xylan is used in many areas of industry [
34]. The most common type of hemicelluloses in hardwoods and herbaceous plants is xylan [
35]. Preliminary removal of xylan followed by hydrogenation of biomass is a new approach to the complex processing of plant materials.
Lignin creates the phenyl glycosidic bonds with biomass polysaccharides forming the so-called lignocarbohydrate complex [
36]. The chemical bonds between lignin and hemicelluloses significantly affect the reactivity of biomass [
37]. Acid and alkaline pretreatments may disrupt the native structure of the lignocarbohydrate complex and change its reactivity [
33]. The acid pretreatment selectively hydrolyzes hemicelluloses in lignocellulosic biomass [
38] and can significantly change the lignin structure [
39]. The alkaline treatment of biomass ensures its efficient delignification under milder conditions [
40].
The obtained results show that both acid and alkaline prehydrolysis of flax shives before their hydrogenation slightly (within 91–93%) changes the degree of delignification. Both types of prehydrolysis increase the yield of cellulose (from 42 to 60–73%) and solids in general (from 35 to 44–51%) (see
Table 7 and
Table 8), and decrease the content of lignin (from 12 to 7–9%) and hemicellulose (from 2 to 1–2%).
The alkaline and acid pretreatment of the shives reduces the yields of the main monomeric products, propyl-, propenyl-, and propanol guaiacols (
Table 8). The alkaline pretreatment of raw materials is of the greatest interest for increasing the efficiency of the catalytic fractionation of flax shives, since it enables the cellulose yield to increase by a factor of 1.7 for the invariable yields of monomeric products (
Table 7 and
Table 8). The xylan yield was 12.8% of the air-dry initial flax shives.
2.4. Effect of the Stirring Rate and Catalyst Grain Size on the Hydrogenation Process
Mass transfer intensity is one of the important factors affecting the hydrogenation process, but its influence on the processing of lignins has not been studied yet.
Table 9 gives the data on the effect of the stirring rate and catalyst grain size on the composition of the solid products of the hydrogenation of flax shives. The effect of these parameters on the behavior of lignin looks quite predictable: an increase in the stirring rate and a decrease in the catalyst grain size enhance the degree of delignification and, consequently, reduce the lignin content in the solid residue. Similarly, an increase in the intensity of mass transfer reduces the content of hemicelluloses in the solid residue.
An increase in the stirring rate, as well as a decrease in the catalyst grain size during the process, leads to the monotonic growth of the monomeric compound yield from 1.5 to 9.7 wt % (
Table 10). The comparison of the effect of the catalyst grain size and the stirring rate on the process shows that, qualitatively, both factors similarly affect the conversion of lignin and hemicelluloses, as well as the yield of liquid products. This analogy indicates that both the catalyst grain size and stirring rate influence the rate of the process occurring on the outer surface of a catalyst grain under the conditions of external diffusion limitation. A decrease in the catalyst grain size leads to an increase in the outer surface area and an increase in the intensity of mass transfer enhances the concentration of reagents on the surface. Both effects increase the process rate.
The dependence of the cellulose yield on the mass transfer conditions is more complex. Judging by the effect of the catalyst grain size at the maximum stirring rate, the catalyst drives two processes of cellulose conversion; it stabilizes cellulose at large grain sizes (0.1–2 mm) and destructs it at the minimum grain size, i.e., at the maximum catalyst activity. A decrease in the stirring rate by a factor of 2–8 on the most active catalyst form causes an increase in the cellulose yield by a factor of two or more, up to 92%, i.e., almost to the initial content in the shives. Thus, the best compromise on the cellulose yield and degree of delignification (85 and 86%, respectively) is observed at the minimum grain size (54–96 µm) and mild stirring rate (500 min–1). This compromise may be associated with different rates of lignin and cellulose destruction under the hydrogenation conditions.
The unexpected inhibition of the liquid product formation by the catalyst was discussed above (see
Table 3 and the discussion). A similar effect was observed for the mass transfer influence on the liquid product yield. At any stirring intensity, the yields of liquid products in the catalytic process increase with the mass transfer rate (from 15 to 25 wt %), but do not attain the yield value in the non-catalytic process (39 wt %). This means that the primary liquid delignification products formed without a catalyst are partially condensed into insoluble ones under the action of the catalyst and this process slows down with an increase in the mass transfer intensity. The simplest explanation for this fact is that the process efficiency is limited by the rate of removal of final and intermediate products from catalyst pores, which is comparable to the rate of catalytic condensation of soluble products into the products determined as solids. A similar situation is observed for the yield of the solid product of catalytic fractionation: only at the highest stirring rate, the yield of an insoluble solid substrate appears lower than in the non-catalytic process. In this case, a change in the catalyst grain size does not significantly affect the yields of liquid and solid products (
Table 10).
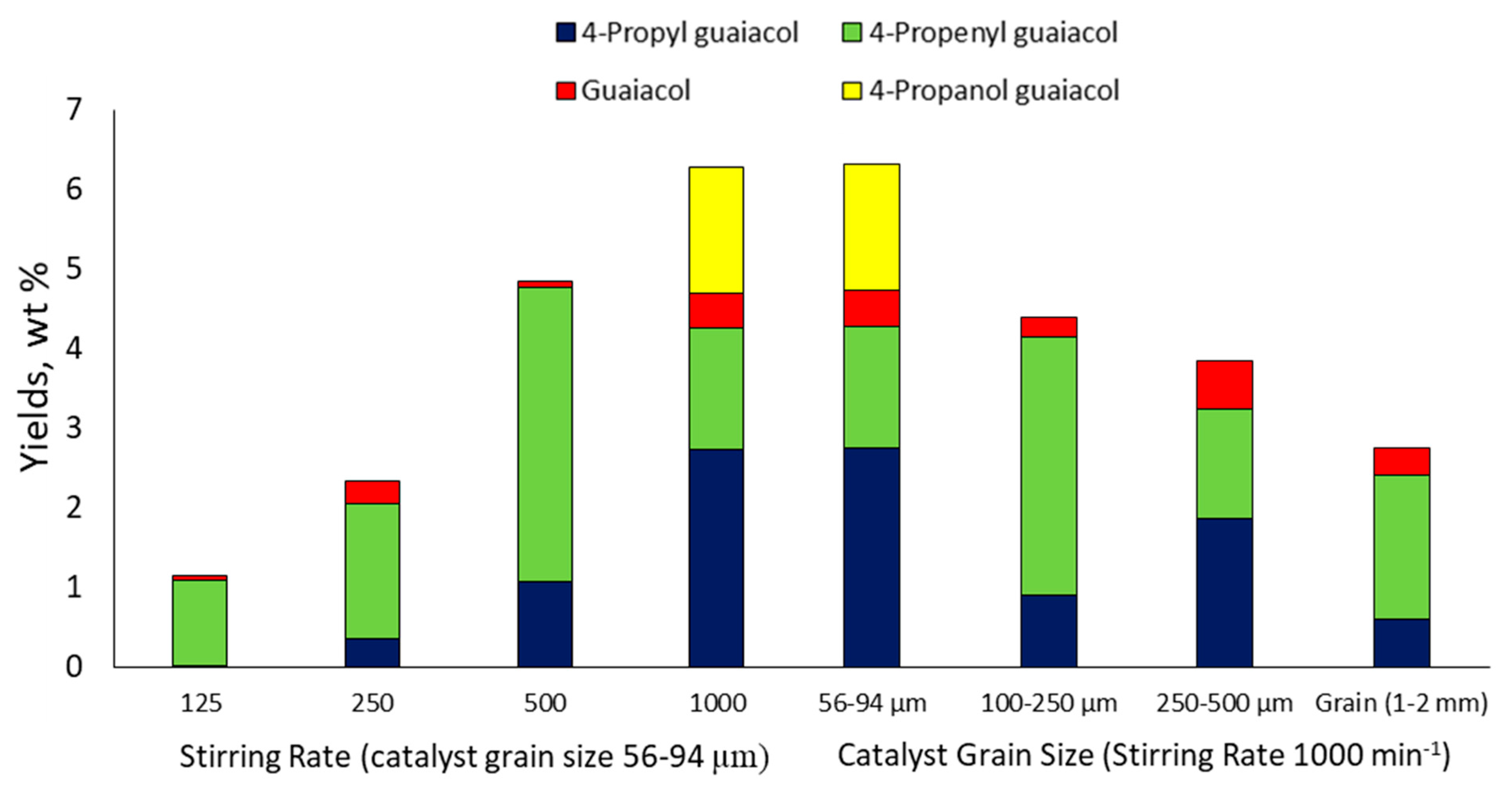
Correspondingly, the stirring rate greatly affects the composition of monomeric products. Trace amounts of coniferyl alcohol were found only at low (125–500 min
−1) stirring rates. The yield of the final product, 4-propyl guaiacol, increases monotonically with an increase in the stirring rate; a similar increase in its yield with a decrease in the catalyst grain size is observed, but less pronounced. The dependences of the 4-propenyl guaiacol yield on the mass transfer intensity are similar, except for the maximum point (1000 min
–1, 56–94 µm). 4-propanolguaiacol was only detected in this experiment at the maximum mass transfer intensity (
Figure 8). A similar change in the main products from propanol-substituted methoxyphenols to 4-propylguaiacol and 4-propylsyringol is observed while adding molecular hydrogen to a process of fractionation of birch wood over a Ni-based catalyst in methanol [
24,
41].
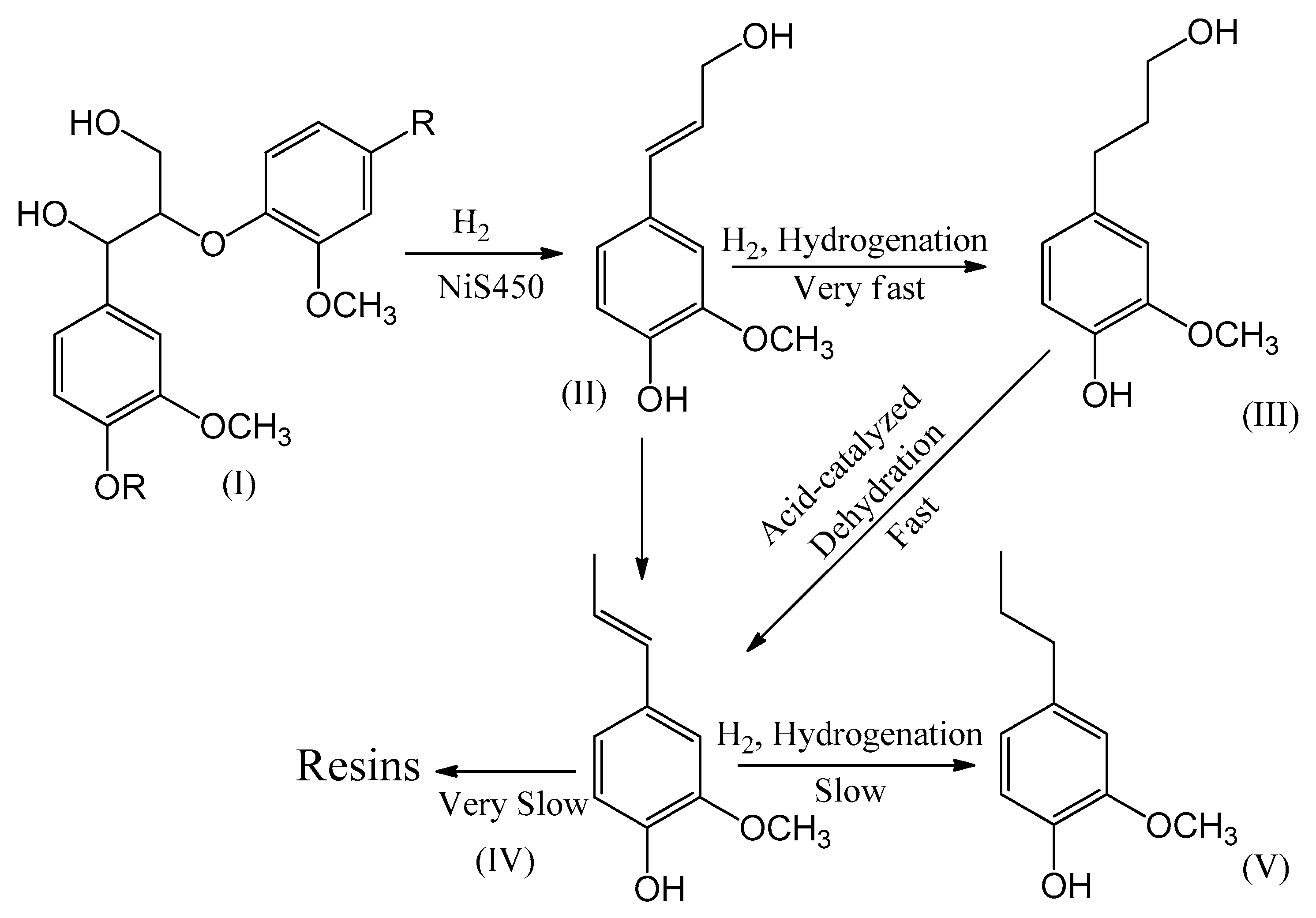
The obtained results confirm the earlier suggested sequence of the main stages of the process occurring over a nickel catalyst [
42] (
Figure 9):
The process begins with the formation of the detected coniferyl alcohol (II) found previously in the lignin hydrogenation processes [
24,
41]. The formation of coniferous lignins by the oxidative condensation of coniferyl alcohol is generally recognized and its formation in the hydrogenation processes is quite understandable; it is highly active as compared with the other propyl guaiacol derivatives (III)–(V) and therefore detected in minor concentrations. Coniferyl alcohol is formed on the catalyst surface; this stage determines the growth of the yield of products (III)–(V) under the action of a catalyst.
4-propanolguaiacol is detected at high mass transfer intensity only. This testifies to the high rates of its transformation on the catalyst surface, and only its intense mass transfer into the bulk of the liquid phase makes it possible to detect 4-propanolguaiacol in the process under study. 4-propenyl guaiacol is one of the main products detected under any mass transfer conditions. The comparison of these two results (
Figure 9) points to the acid-catalytic dehydration of 4-propanolguaiacol (III) to 4-propenylguaiacol (IV) at the acid sites of the catalyst surface as the main route of transformation (III). The resulting 4-propenyl guaiacol (IV) is further hydrogenated to 4-propyl guaiacol (V) or resinified.
In the framework of the scheme shown in
Figure 9, the stages of hydrogenolysis of C–O bonds of coniferyl alcohol (II) and 4-propanolguaiacol (III) are not required to describe the obtained experimental results.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















