
Advances in Artificial Intelligence Methods Applications in Industrial Control Systems: Towards Cognitive Self-Optimizing Manufacturing Systems

Abstract
:1. Introduction
2. Methods for Industrial Data Fusion at Sensor, Feature and Decision Level
3. Empirical Data Driven Methods for Production Process Modelling
4. Machine Learning Applications for Production Machines Real Time Control
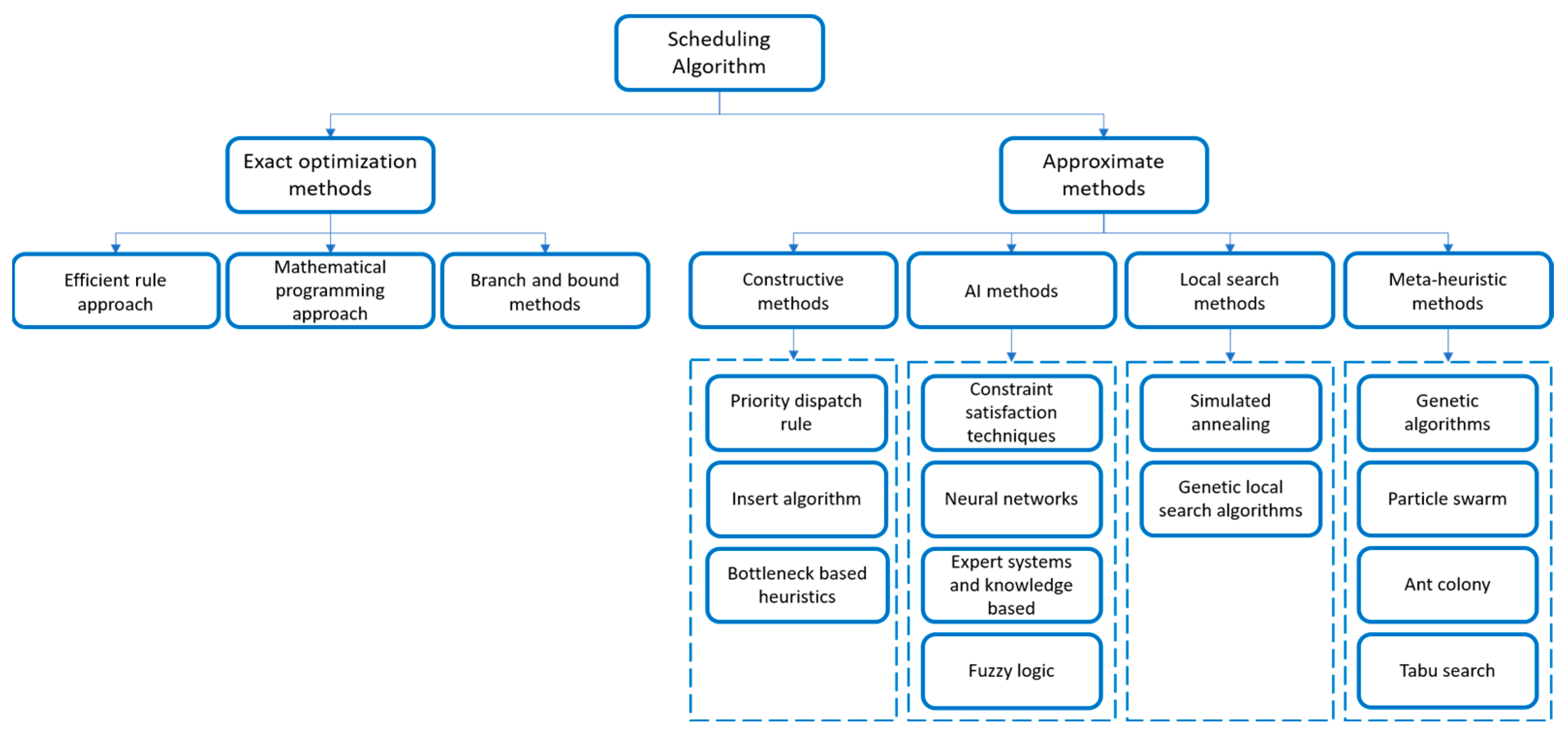
5. Real-Time Scheduling Methods for Flexible Manufacturing Systems
- Self-organization of resources;
- Self-regulation of the production process;
- Self-learning capacities of the overall manufacturing industrial system.
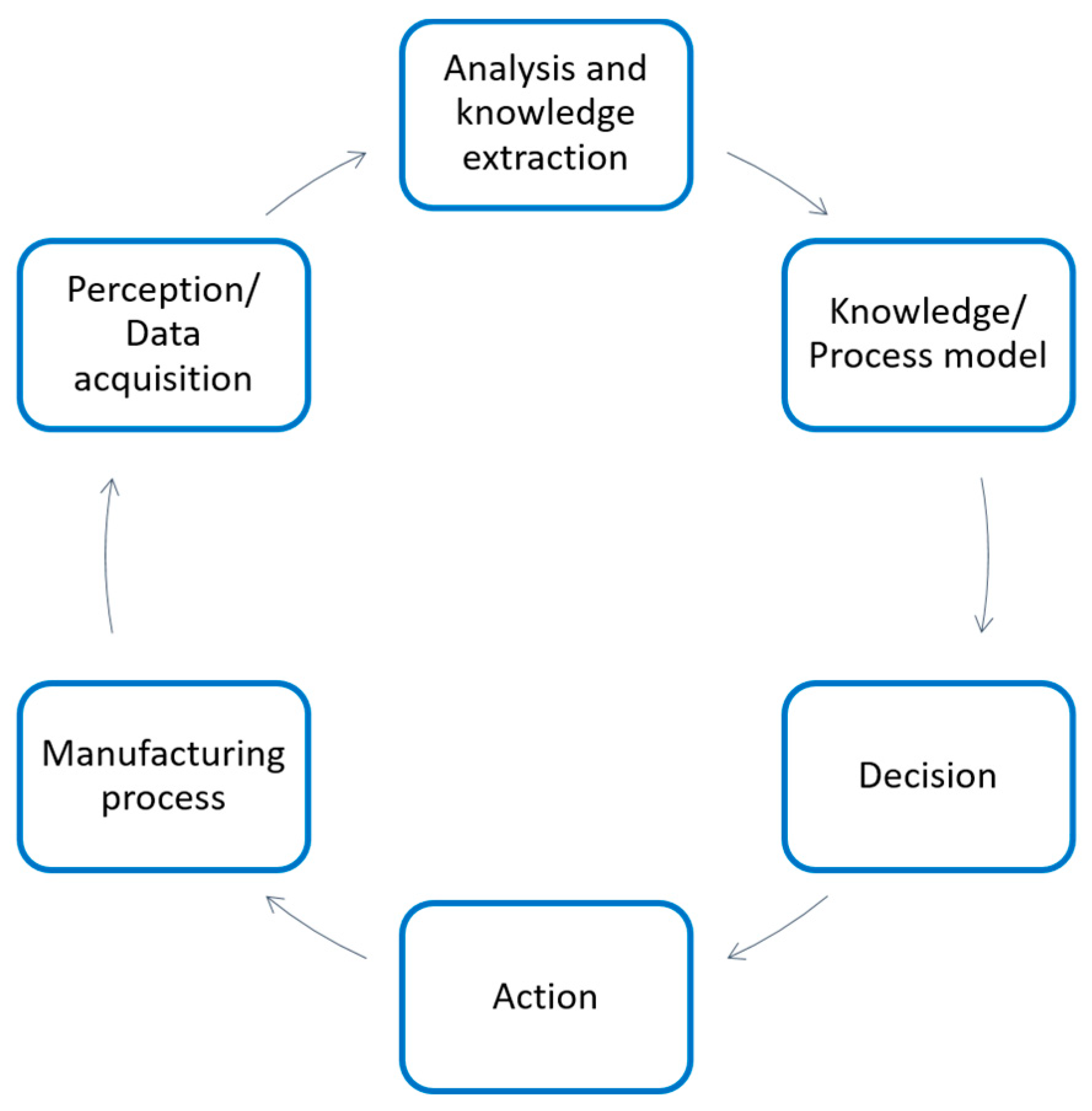
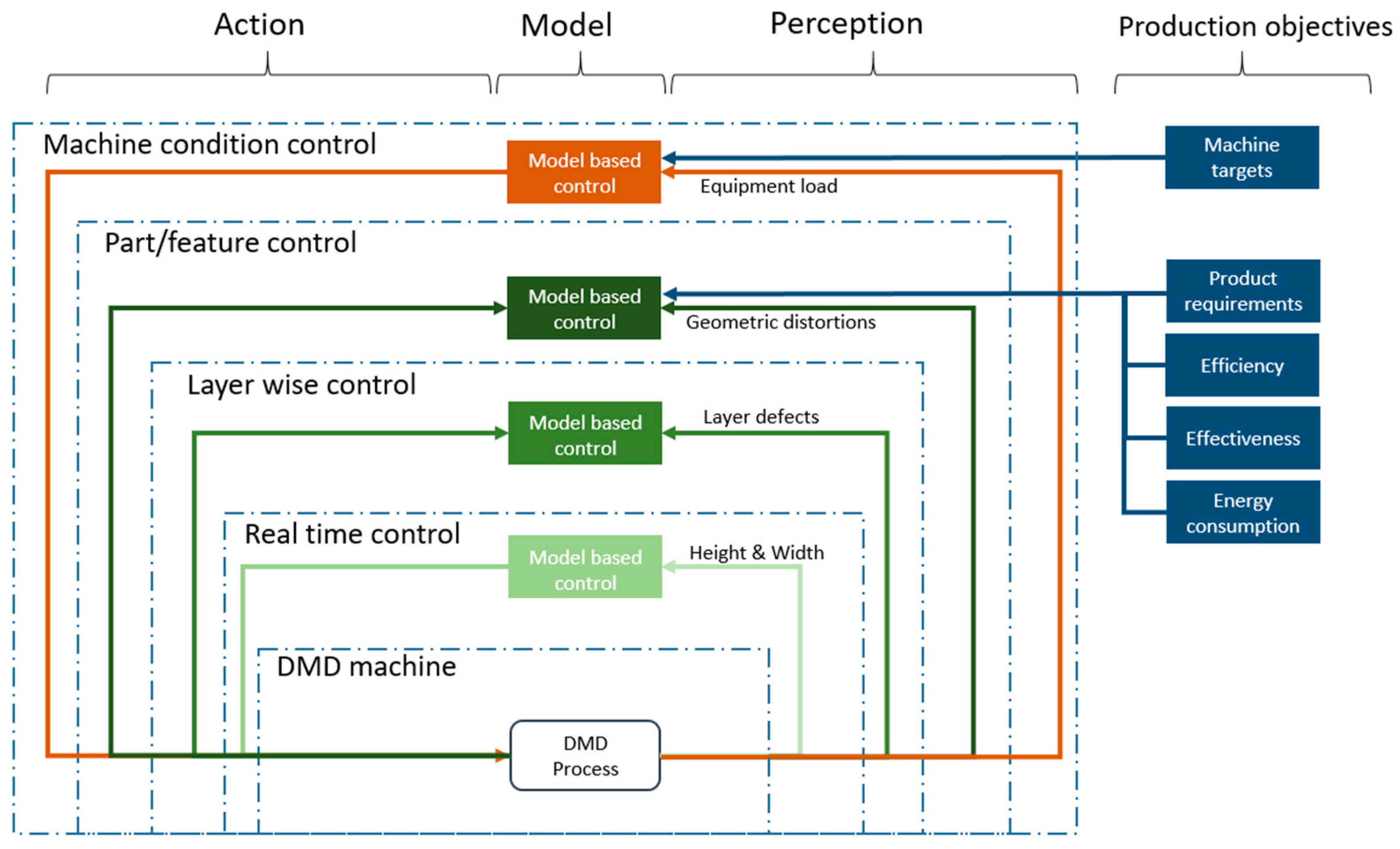
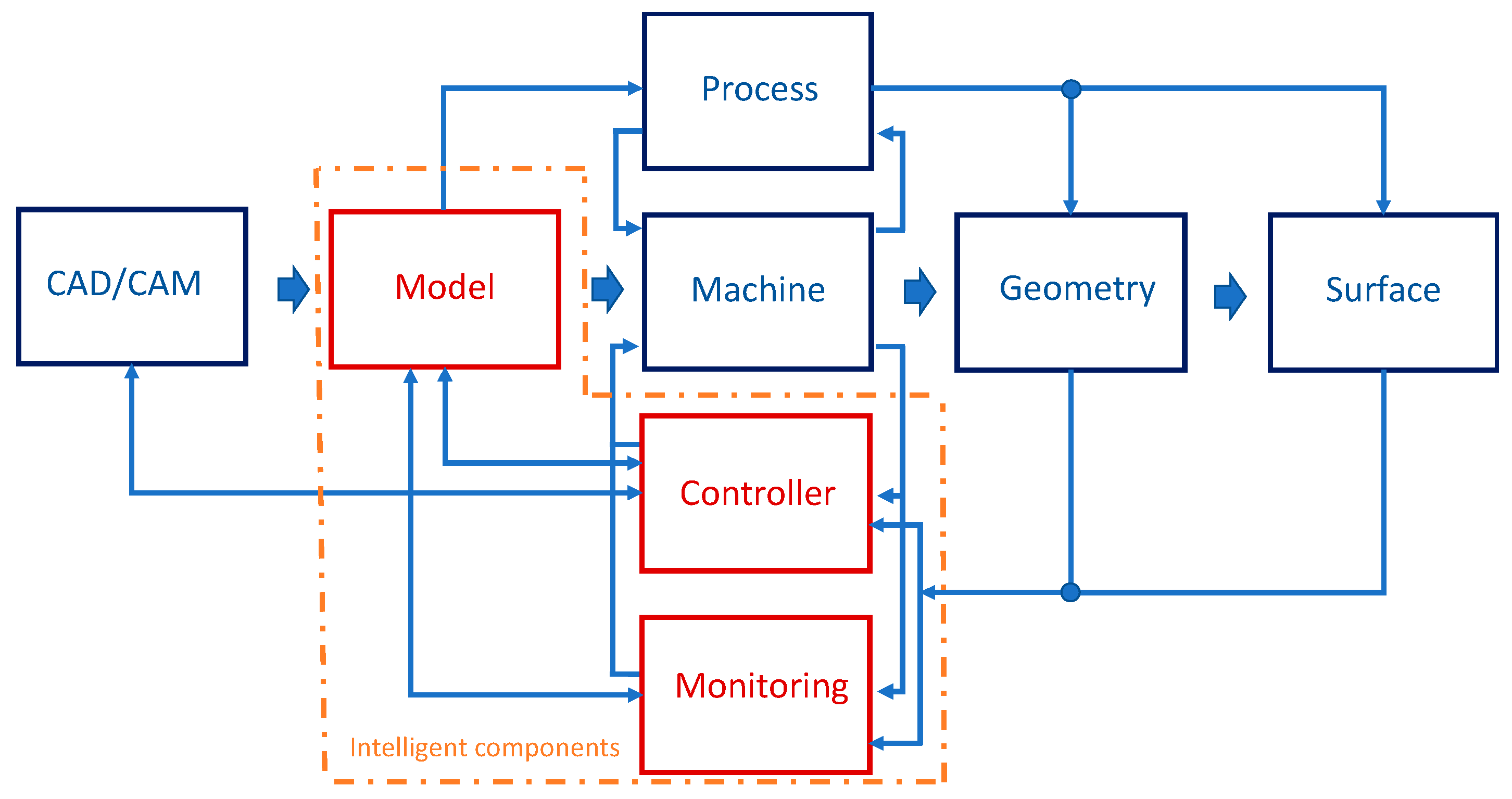
6. Emerging Cognitive Approaches for Self-Optimizing Machines
7. Major Ongoing Research Directions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Krüger, J.; Wang, L.; Verl, A.; Bauernhansl, T.; Carpanzano, E.; Makris, S.; Fleischer, J.; Reinhart, G.; Franke, J.; Pellegrinelli, S. Innovative control of assembly systems and lines. CIRP Ann. 2017, 66, 707–730. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4.0 technologies for manufacturing sustainability: A systematic review and future research directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- Chui, M.; Francisco, S.; Manyika, J. Notes from the Ai Frontier Insights from Hundreds of Use Cases. n.d. Available online: www.mckinsey.com/mgi (accessed on 10 September 2022).
- Weichert, D.; Link, P.; Stoll, A.; Rüping, S.; Ihlenfeldt, S.; Wrobel, S. A review of machine learning for the optimization of production processes. Int. J. Adv. Manuf. Technol. 2019, 104, 1889–1902. [Google Scholar] [CrossRef]
- Yang, L.; Zhu, M. Review on the status and development trend of AI industry. In Proceedings of the 4th International Conference on Cloud Computing and Big Data Analytics (ICCCBDA 2019), Chengdu, China, 12–15 April 2019; pp. 89–93. [Google Scholar] [CrossRef]
- Kim, D.H.; Kim, T.J.Y.; Wang, X.; Kim, M.; Quan, Y.J.; Oh, J.W.; Min, S.H.; Kim, H.; Bhandari, B.; Yang, I.; et al. Smart Machining Process Using Machine Learning: A Review and Perspective on Machining Industry. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 555–568. [Google Scholar] [CrossRef]
- Lee, C.; Lim, C. From technological development to social advance: A review of Industry 4.0 through machine learning. Technol. Forecast. Soc. Chang. 2021, 167, 120653. [Google Scholar] [CrossRef]
- Elmenreich, W. An Introduction to Sensor Fusion; Vienna University of Technology: Vienna, Austria, 2002; pp. 1–28. [Google Scholar]
- White, F.E. Joint Directors of Laboratories, Technical Panel for C3. In Data Fusion Subpanel; Naval Ocean Systems Center: San Diego, CA, USA, 1991. [Google Scholar]
- Ayed, S.B.; Trichili, H.; Alimi, A.M. Data fusion architectures: A survey and comparison. In Proceedings of the 2015 15th International Conference on Intelligent Systems Design and Applications (ISDA), Marrakesh, Morocco, 14–16 December 2015; pp. 277–282. [Google Scholar] [CrossRef]
- Azimirad, E.; Haddadnia, J.; Izadipour, A. A comprehensive review of the multi-sensor data fusion architectures. J. Appl. Inf. Technol. 2015, 71, 33–42. [Google Scholar]
- Steinberg, A.N.; Bowman, C.L.; White, F.E. Revisions to the JDL data fusion model. In Proceedings of the AeroSense ‘99, Sensor Fusion: Architectures, Algorithms, and Applications III, Orlando, FL, USA, 12 March 1999; Volume 3719, p. 430. [Google Scholar] [CrossRef]
- Meng, T.; Jing, X.; Yan, Z.; Pedrycz, W. A survey on machine learning for data fusion. Inf. Fusion 2020, 57, 115–129. [Google Scholar] [CrossRef]
- Sasiadek, J.Z. Sensor fusion. Annu. Rev. Control 2002, 26, 203–228. [Google Scholar] [CrossRef]
- Julier, S.J.; Uhlmann, J.K. New extension of the Kalman filter to nonlinear systems. In Proceedings of the AeroSense ‘97, Signal Processing. Sensor Fusion, and Target Recognition VI, Orlando, FL, USA, 28 July 1997; Volume 3068, p. 182. [Google Scholar] [CrossRef]
- Crisan, D.; Doucet, A. A survey of convergence results on particle filtering methods for practitioners. IEEE Trans. Signal Processing 2002, 50, 736–746. [Google Scholar] [CrossRef] [Green Version]
- Challa, S.; Palaniswami, M.; Shilton, A. Distributed data fusion using support vector machines. In Proceedings of the 5th International Conference on Information Fusion (FUSION 2002), Annapolis, MD, USA, 8–11 July 2002; Volume 2, pp. 881–885. [Google Scholar] [CrossRef] [Green Version]
- Fung, M.L.; Chen, M.Z.Q.; Chen, Y.H. Sensor fusion: A review of methods and applications. In Proceedings of the 29th Chinese Control and Decision Conference (CCDC), Chongqing, China, 28–30 May 2017; pp. 3853–3860. [Google Scholar] [CrossRef]
- Goebel, K.; Agogino, A.M. Fuzzy sensor fusion for gas turbine power plants. In Proceedings of the AeroSense ‘99, Sensor Fusion: Architectures, Algorithms, and Applications III, Orlando, FL, USA, 12 March 1999; Volume 3719, p. 52. [Google Scholar] [CrossRef]
- Yazdkhasti, S.; Sasiadek, J.Z. Multi Sensor Fusion Based on Adaptive Kalman Filtering. In Advances in Aerospace Guidance, Navigation and Control; Dołęga, B., Głębocki, R., Kordos, D., Żugaj, M., Eds.; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Assa, A.; Janabi-Sharifi, F. A Kalman filter-based framework for enhanced sensor fusion. IEEE Sens J. 2015, 15, 3281–3292. [Google Scholar] [CrossRef]
- Rigatos, G.G. Extended Kalman and Particle Filtering for sensor fusion in motion control of mobile robots. Math. Comput. Simul. 2010, 81, 590–607. [Google Scholar] [CrossRef]
- Pham, M.; Yang, D.; Sheng, W. A Sensor Fusion Approach to Indoor Human Localization Based on Environmental and Wearable Sensors. IEEE Trans. Autom. Sci. Eng. 2019, 16, 339–350. [Google Scholar] [CrossRef]
- Bezerra, E.D.C.; Teles, A.S.; Coutinho, L.R.; Silva, F.J.D.E. Dempster–shafer theory for modeling and treating uncertainty in iot applications based on complex event processing. Sensors 2021, 21, 1863. [Google Scholar] [CrossRef] [PubMed]
- Koksalmis, E.; Kabak, Ö. Sensor fusion based on Dempster-Shafer theory of evidence using a large scale group decision making approach. Int. J. Intell. Syst. 2020, 35, 1126–1162. [Google Scholar] [CrossRef]
- Vitola, J.; Pozo, F.; Tibaduiza, D.A.; Anaya, M. A sensor data fusion system based on k-nearest neighbor pattern classification for structural health monitoring applications. Sensors 2017, 17, 417. [Google Scholar] [CrossRef] [Green Version]
- Nweke, H.F.; Teh, Y.W.; Mujtaba, G.; Alo, U.R.; Al-garadi, M.A. Multi-sensor fusion based on multiple classifier systems for human activity identification. Hum. -Cent. Comput. Inf. Sci. 2019, 9, 34. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.-W.; Sun, L.-P.; Cao, J. SVM for Sensor Fusion-a Comparison with Multilayer Perceptron Networks. In Proceedings of the 2006 International Conference on Machine Learning and Cybernetics, Dalian, China, 13–16 August 2006; pp. 2979–2984. [Google Scholar] [CrossRef]
- Farias, G.; Fabregas, E.; Peralta, E.; Vargas, H.; Hermosilla, G.; Garcia, G.; Dormido, S. A neural network approach for building an obstacle detection model by fusion of proximity sensors data. Sensors 2018, 18, 683. [Google Scholar] [CrossRef] [Green Version]
- Hu, G. Neural network applications in sensor fusion for a mobile robot motion. In Proceedings of the WASE International Conference on Information Engineering (ICIE 2010), Beidai, China, 14–15 August 2010; pp. 46–49. [Google Scholar] [CrossRef]
- Petrich, J.; Snow, Z.; Corbin, D.; Reutzel, E.W. Multi-modal sensor fusion with machine learning for data-driven process monitoring for additive manufacturing. Addit. Manuf. 2021, 48, 102364. [Google Scholar] [CrossRef]
- Pfeifer, T.; Protzel, P. Robust Sensor Fusion with Self-Tuning Mixture Models. In Proceedings of the IEEE International Conference on Intelligent Robots and Systems, Madrid, Spain, 1–5 October 2018; pp. 3678–3685. [Google Scholar] [CrossRef]
- Vasic, M.; Martinoli, A. A Collaborative Sensor Fusion Algorithm for Multi-object Tracking Using a Gaussian Mixture Probability Hypothesis Density Filter. In Proceedings of the IEEE Conference on Intelligent Transportation Systems (ITSC), Gran Canaria, Spain, 15–18 September 2015; pp. 491–498. [Google Scholar] [CrossRef] [Green Version]
- Stief, A.; Ottewill, J.R.; Baranowski, J.; Orkisz, M. A PCA and Two-Stage Bayesian Sensor Fusion Approach for Diagnosing Electrical and Mechanical Faults in Induction Motors. IEEE Trans. Ind. Electron. 2019, 66, 9510–9520. [Google Scholar] [CrossRef]
- Mehta, P.; Werner, A.; Mears, L. Condition based maintenance-systems integration and intelligence using Bayesian classification and sensor fusion. J. Intell. Manuf. 2015, 26, 331–346. [Google Scholar] [CrossRef]
- Chen, S.; Deng, Y.; Wu, J. Fuzzy sensor fusion based on evidence theory and its application. Appl. Artif. Intell. 2013, 27, 235–248. [Google Scholar] [CrossRef]
- Shitsukane, A.; Cheruiyot, W.; Otieno, C.; Mvurya, M. Fuzzy logic sensor fusion for obstacle avoidance mobile robot. In Proceedings of the 2018 IST-Africa Week Conference IST-Africa, Gaborone, Botswana, 9–11 May 2018; pp. 108–112. [Google Scholar]
- Liggins, M.E.; Hall, D.L.; Llinas, J. Handbook of Multisensor Data Fusion: Theory and Practice; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- King, R.C.; Villeneuve, E.; White, R.J.; Sherratt, R.S.; Holderbaum, W.; Harwin, W.S. Application of data fusion techniques and technologies for wearable health monitoring. Med. Eng. Phys. 2017, 42, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Wang, Z.; Wei, G.; Ma, L.; Hu, J.; Ding, D. A Survey on Multisensor Fusion and Consensus Filtering for Sensor Networks. Discrete Dyn. Nat. Soc. 2015, 2015, 683701. [Google Scholar] [CrossRef] [Green Version]
- Olfati-Saber, R.; Shamma, J.S. Consensus filters for sensor networks and distributed sensor fusion. In Proceedings of the 44th IEEE Conference on Decision and Control, and the European Control Conference (CDC-ECC ’05), Seville, Spain, 15 December 2005; Volume 2005, pp. 6698–6703. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, Y.; Niu, Q. Multi-Sensor Fusion in Automated Driving: A Survey. IEEE Access 2020, 8, 2847–2868. [Google Scholar] [CrossRef]
- Yeong, D.J.; Velasco-Hernandez, G.; Barry, J.; Walsh, J. Sensor and Sensor Fusion Technology in Autonomous Vehicles: A Review Autonomous Systems, Data Analytics, Remote Sensing View project PROPAT Integrated Process Control View project Sensor and Sensor Fusion Technology in Autonomous Vehicles: A Review. Sensors 2021, 21, 2140. [Google Scholar] [CrossRef]
- Alatise, M.B.; Hancke, G.P. A Review on Challenges of Autonomous Mobile Robot and Sensor Fusion Methods. IEEE Access 2020, 8, 39830–39846. [Google Scholar] [CrossRef]
- Wei, P.; Cagle, L.; Reza, T.; Ball, J.; Gafford, J. LiDAR and camera detection fusion in a real-time industrial multi-sensor collision avoidance system. Electronics 2018, 7, 84. [Google Scholar] [CrossRef] [Green Version]
- Mourtzis, D.; Doukas, M.; Bernidaki, D. Simulation in manufacturing: Review and challenges. Procedia CIRP 2014, 25, 213–229. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Lecun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef]
- Negahban, A.; Smith, J.S. Simulation for manufacturing system design and operation: Literature review and analysis. J. Manuf. Syst. 2014, 33, 241–261. [Google Scholar] [CrossRef]
- Knüttel, D.; Baraldo, S.; Valente, A.; Bleicher, F.; Wegener, K.; Carpanzano, E. Machine learning based track height prediction for complex tool paths in direct metal deposition. CIRP Ann. 2022, 71, 193–196. [Google Scholar] [CrossRef]
- Caiazzo, F.; Caggiano, A. Laser direct metal deposition of 2024 al alloy: Trace geometry prediction via machine learning. Materials 2018, 11, 444. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kara, F.; Aslantas, K.; Çiçek, A. ANN and multiple regression method-based modelling of cutting forces in orthogonal machining of AISI 316L stainless steel. Neural Comput. Appl. 2015, 26, 237–250. [Google Scholar] [CrossRef]
- Kara, F.; Karabatak, M.; Ayyildiz, M.; Nas, E. Effect of machinability, microstructure and hardness of deep cryogenic treatment in hard turning of AISI D2 steel with ceramic cutting. J. Mater. Res. Technol. 2020, 9, 969–983. [Google Scholar] [CrossRef]
- Qi, X.; Chen, G.; Li, Y.; Cheng, X.; Li, C. Applying Neural-Network-Based Machine Learning to Additive Manufacturing: Current Applications, Challenges, and Future Perspectives. Engineering 2019, 5, 721–729. [Google Scholar] [CrossRef]
- Knüttel, D.; Baraldo, S.; Valente, A.; Wegener, K.; Carpanzano, E. Transfer learning of neural network based process models in Direct Metal Deposition. Procedia CIRP 2022, 107, 863–868. [Google Scholar] [CrossRef]
- Knüttel, D.; Baraldo, S.; Valente, A.; Wegener, K.; Carpanzano, E. Model based learning for efficient modelling of heat transfer dynamics. Procedia CIRP 2021, 102, 252–257. [Google Scholar] [CrossRef]
- Raissi, M.; Perdikaris, P.; Karniadakis, G.E. Physics-informed neural networks: A deep learning framework for solving forward and inverse problems involving nonlinear partial differential equations. J. Comput. Phys. 2019, 378, 686–707. [Google Scholar] [CrossRef]
- Raissi, M.; Karniadakis, G.E. Hidden physics models: Machine learning of nonlinear partial differential equations. J. Comput. Phys. 2018, 357, 125–141. [Google Scholar] [CrossRef] [Green Version]
- N Zobeiry, K.D.H. A Physics-Informed Machine Learning Approach for Solving Heat Transfer Equation in Advanced Manufacturing and Engineering Applications. arXix 2020, arXiv:2010.02011. [Google Scholar] [CrossRef]
- Li, Z.; Kovachki, N.; Azizzadenesheli, K.; Liu, B.; Bhattacharya, K.; Stuart, A.; Anandkumar, A. Fourier Neural Operator for Parametric Partial Differential Equations. arXiv 2020, arXiv:2010.08895. [Google Scholar]
- Zhang, K.; Zuo, Y.; Zhao, H.; Ma, X.; Gu, J.; Wang, J.; Yang, Y.; Yao, C.; Yao, J. Fourier Neural Operator for Solving Subsurface Oil/Water Two-Phase Flow Partial Differential Equation. SPE J. 2022, 27, 1815–1830. [Google Scholar] [CrossRef]
- Maier, M.; Rupenyan, A.; Bobst, C.; Wegener, K. Self-optimizing grinding machines using Gaussian process models and constrained Bayesian optimization. Int. J. Adv. Manuf. Technol. 2020, 108, 539–552. [Google Scholar] [CrossRef]
- Shin, J.; Badgwell, T.A.; Liu, K.; Lee, J.H. Reinforcement Learning—Overview of recent progress and implications for process control. Comput. Chem. Eng. 2019, 127, 282–294. [Google Scholar] [CrossRef]
- Wuest, T.; Weimer, D.; Irgens, C.; Thoben, K.D. Machine learning in manufacturing: Advantages, challenges, and applications. Prod. Manuf. Res. 2016, 4, 23–45. [Google Scholar] [CrossRef] [Green Version]
- Mousavi, S.S.; Schukat, M.; Howley, E. Deep Reinforcement Learning: An Overview. In Proceedings of SAI Intelligent Systems Conference; Lecture Notes in Networks and Systems; Springer: Cham, Switzerland, 2018; Volume 16, pp. 426–440. [Google Scholar] [CrossRef] [Green Version]
- Nian, R.; Liu, J.; Huang, B. A review on reinforcement learning: Introduction and applications in industrial process control. Comput. Chem. Eng. 2020, 139, 106886. [Google Scholar] [CrossRef]
- Ziegler, J.G.; Nichols, N. Optimum Settings for Automatic Controllers. J. Dyn. Syst. Meas. Control. Trans. ASME 1942, 115, 220–222. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.-S.; Cheng, Y.-H.; Sun, W. A Proposal of Adaptive PID Controller Based on Reinforcement Learning. J. China Univ. Min. Technol. 2007, 17, 40–44. [Google Scholar] [CrossRef]
- Lee, J.H.; Shin, J.; Realff, M.J. Machine learning: Overview of the recent progresses and implications for the process systems engineering field. Comput. Chem. Eng. 2018, 114, 111–121. [Google Scholar] [CrossRef]
- Lin, Y.; McPhee, J.; Azad, N.L. Comparison of Deep Reinforcement Learning and Model Predictive Control for Adaptive Cruise Control. IEEE Trans. Intell. Veh. 2021, 6, 221–231. [Google Scholar] [CrossRef]
- Shah, P.; Agashe, S. Review of fractional PID controller. Mechatronics 2016, 38, 29–41. [Google Scholar] [CrossRef]
- Holcomb, S.D.; Porter, W.K.; Ault, S.V.; Mao, G.; Wang, J. Overview on DeepMind and its AlphaGo Zero AI. In Proceedings of the International Conference on Big Data and Education, Honolulu HI USA, 9 March 2018; pp. 67–71. [Google Scholar] [CrossRef]
- Garcia, J.; Fernández, F. A Comprehensive Survey on Safe Reinforcement Learning. J. Mach. Learn. Res. 2015, 16, 1437–1480. [Google Scholar]
- Brunke, L.; Greeff, M.; Hall, A.W.; Yuan, Z.; Zhou, S.; Panerati, J.; Schoellig, A.P. Safe Learning in Robotics: From Learning-Based Control to Safe Reinforcement Learning. Annu. Rev. Control Robot. Auton. Syst. 2022, 5, 411–444. [Google Scholar] [CrossRef]
- Cardin, O.; Trentesaux, D.; Thomas, A.; Castagna, P.; Berger, T.; El-Haouzi, H.B. Coupling predictive scheduling and reactive control in manufacturing hybrid control architectures: State of the art and future challenges. J. Intell. Manuf. 2017, 28, 1503–1517. [Google Scholar] [CrossRef] [Green Version]
- Schuh, G.; Reuter, C.; Prote, J.P.; Brambring, F.; Ays, J. Increasing data integrity for improving decision making in production planning and control. CIRP Ann. Manuf. Technol. 2017, 66, 425–428. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Robust engineering for the design of resilient manufacturing systems. Appl. Sci. 2021, 11, 3067. [Google Scholar] [CrossRef]
- Carpanzano, E.; Jovane, F. Advanced Automation Solutions for Future Adaptive Factories. CIRP Ann. Manuf. Technol. 2007, 56, 435–438. [Google Scholar] [CrossRef]
- Ecarpanzano; Cesta, A.; Orlandini, A.; Rasconi, R.A. Valente, Intelligent dynamic part routing policies in Plug&Produce Reconfigurable Transportation Systems. CIRP Ann. Manuf. Technol. 2014, 63, 425–428. [Google Scholar] [CrossRef]
- Valente, A.; Carpanzano, E. Development of multi-level adaptive control and scheduling solutions for shop-floor automation in reconfigurable manufacturing systems. CIRP Ann. Manuf. Technol. 2011, 60, 449–452. [Google Scholar] [CrossRef]
- Cadavid, J.P.U.; Lamouri, S.; Grabot, B.; Pellerin, R.; Fortin, A. Machine learning applied in production planning and control: A state-of-the-art in the era of industry 4. 0. J. Intell. Manuf. 2020, 31, 1531–1558. [Google Scholar] [CrossRef]
- Montazeri, M.; van Wassenhove, L.N. Analysis of scheduling rules for an FMS. Int. J. Prod. Res. 1990, 28, 785–802. [Google Scholar] [CrossRef]
- Pach, C.; Berger, T.; Bonte, T.; Trentesaux, D. ORCA-FMS: A dynamic architecture for the optimized and reactive control of flexible manufacturing scheduling. Comput. Ind. 2014, 65, 706–720. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, G.; Zou, Y.; Qin, S.; Fu, J. Review of job shop scheduling research and its new perspectives under Industry 4.0. J. Intell. Manuf. 2019, 30, 1809–1830. [Google Scholar] [CrossRef]
- Ouelhadj, D.; Petrovic, S. A survey of dynamic scheduling in manufacturing systems. J. Sched. 2009, 12, 417–431. [Google Scholar] [CrossRef] [Green Version]
- Barbosa, J.; Leitão, P.; Adam, E.; Trentesaux, D. Nervousness in dynamic self-organized holonic multi-agent systems, Advances in Intelligent and Soft Computing. In Highlights on Practical Applications of Agents and Multi-Agent Systems; Springer: Berlin/Heidelberg, Germany, 2012; Volume 156, pp. 9–17. [Google Scholar] [CrossRef]
- Carvalho, T.P.; Soares, F.A.A.M.N.; Vita, R.; Francisco, R.D.; Basto, J.P.; Alcalá, S.G.S. A systematic literature review of machine learning methods applied to predictive maintenance. Comput. Ind. Eng. 2019, 137, 106024. [Google Scholar] [CrossRef]
- Selcuk, S. Predictive maintenance, its implementation and latest trends. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 231, 1670–1679. [Google Scholar] [CrossRef]
- Priore, P.; Ponte, B.; Puente, J.; Gómez, A. Learning-based scheduling of flexible manufacturing systems using ensemble methods. Comput. Ind. Eng. 2018, 126, 282–291. [Google Scholar] [CrossRef] [Green Version]
- Lubosch, M.; Kunath, M.; Winkler, H. Industrial scheduling with Monte Carlo tree search and machine learning. Procedia CIRP 2018, 72, 1283–1287. [Google Scholar] [CrossRef]
- De Puiseau, C.W.; Meyes, R.; Meisen, T. On reliability of reinforcement learning based production scheduling systems: A comparative survey. J. Intell. Manuf. 2022, 33, 911–927. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Bracco, F.; Bettoni, A.; Nishino, N.; Carpanzano, E.; Bruzzone, A.A. Adaptive automation and human factors in manufacturing: An experimental assessment for a cognitive approach. CIRP Ann. 2018, 67, 455–458. [Google Scholar] [CrossRef]
- Wang, L.; Gao, R.; Váncza, J.; Krüger, J.; Wang, X.V.; Makris, S.; Chryssolouris, G. Symbiotic human-robot collaborative assembly. CIRP Ann. 2019, 68, 701–726. [Google Scholar] [CrossRef] [Green Version]
- Kemény, Z.; Váncza, J.; Wang, L.; Wang, X.V. Human–Robot Collaboration in Manufacturing: A Multi-agent View. In Advanced Human-Robot Collaboration in Manufacturing; Wang, L., Wang, X.V., Váncza, J., Kemény, Z., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 3–41. [Google Scholar] [CrossRef]
- Bettoni, A.; Montini, E.; Righi, M.; Villani, V.; Tsvetanov, R.; Borgia, S.; Secchi, C.; Carpanzano, E. Mutualistic and adaptive human-machine collaboration based on machine learning in an injection moulding manufacturing line. Procedia CIRP 2020, 93, 395–400. [Google Scholar] [CrossRef]
- Valente, A.; Pavesi, G.; Zamboni, M.; Carpanzano, E. Deliberative robotics—A novel interactive control framework enhancing human-robot collaboration. CIRP Ann. 2022, 71, 21–24. [Google Scholar] [CrossRef]
- Bracco, F.; Bruzzone, A.A.; Carpanzano, E. Transfactory: Towards a New Technology-Human Manufacturing Co-evolution Framework. In Advances in System-Integrated Intelligence; Valle, M., Lehmhus, D., Gianoglio, C., Ragusa, E., Seminara, L., Bosse, S., Ibrahim, A., Thoben, K.-D., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 636–645. [Google Scholar]
- Klocke, F.; Abel, D.; Hopmann, C.; Auerbach, T.; Keitzel, G.; Reiter, M.; Reßmann, A.; Stemmler, S.; Veselovac, D. Approaches of Self-optimising Systems in Manufacturing. In Advances in Production Technology; Springer: Cham, Switzerland, 2015; pp. 161–173. [Google Scholar] [CrossRef] [Green Version]
- Brettel, M.; Fischer, F.G.; Bendig, D.; Weber, A.R.; Wolff, B. Enablers for Self-optimizing Production Systems in the Context of Industrie 4.0. Procedia CIRP 2016, 41, 93–98. [Google Scholar] [CrossRef]
- Simeone, A.; Zeng, Y.; Caggiano, A. Intelligent decision-making support system for manufacturing solution recommendation in a cloud framework. Int. J. Adv. Manuf. Technol. 2021, 112, 1035–1050. [Google Scholar] [CrossRef]
- Schmitt, R.; Brecher, C.; Corves, B.; Gries, T.; Jeschke, S.; Klocke, F.; Loosen, P.; Michaeli, W.; Müller, R.; Poprawe, R.; et al. Integrative Production Technology for High-Wage Countries; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar] [CrossRef]
- Permin, E.; Bertelsmeier, F.; Blum, M.; Bützler, J.; Haag, S.; Kuz, S.; Özdemir, D.; Stemmler, S.; Thombansen, U.; Schmitt, R.; et al. Self-optimizing production systems. Procedia CIRP 2016, 41, 417–422. [Google Scholar] [CrossRef]
- Thombansen, U.; Buchholz, G.; Frank, D.; Heinisch, J.; Kemper, M.; Pullen, T.; Reimer, V.; Rotshteyn, G.; Schwenzer, M.; Stemmler, S.; et al. Design framework for model-based self-optimizing manufacturing systems. Int. J. Adv. Manuf. Technol. 2018, 97, 519–528. [Google Scholar] [CrossRef]
- Möhring, H.C.; Wiederkehr, P.; Erkorkmaz, K.; Kakinuma, Y. Self-optimizing machining systems. CIRP Ann. 2020, 69, 740–763. [Google Scholar] [CrossRef]
- Monostori, L. AI and machine learning techniques for managing complexity, changes and uncertainties in manufacturing. Eng. Appl. Artif. Intell. 2003, 16, 277–291. [Google Scholar] [CrossRef]
- Mayr, J.; Blaser, P.; Ryser, A.; Hernandez-Becerro, P. An adaptive self-learning compensation approach for thermal errors on 5-axis machine tools handling an arbitrary set of sample rates. CIRP Ann. 2018, 67, 551–554. [Google Scholar] [CrossRef]
- Dittrich, M.A.; Uhlich, F.; Denkena, B. Self-optimizing tool path generation for 5-axis machining processes. CIRP J. Manuf. Sci. Technol. 2019, 24, 49–54. [Google Scholar] [CrossRef]
- Bettoni, A.; Matteri, D.; Montini, E.; Gladysz, B.; Carpanzano, E. An AI adoption model for SMEs: A conceptual framework. IFAC-Pap. 2021, 54, 702–708. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abstraction Level | Method | Applications/References |
|---|---|---|
| Sensor Level | Weighted average | [19] |
| Kalman Filter (EKF, UKF) | [20,21] | |
| Particle Filtering | [22,23] | |
| Dempster-Shafer method | [24,25] | |
| Feature level | k-nearest neighbour (k-NN), k-means | [26] |
| Decision Trees | [27] | |
| Support vector machines (SVM) | [28] | |
| Artificial neural networks (ANN) | [29,30,31] | |
| Gaussian mixture model (GMM) | [32,33] | |
| Decision level | Bayesian inference | [34,35] |
| Fuzzy logic | [36,37] |
| Modelling Type | Modelling Methods | Applications |
|---|---|---|
| Analytical | Analytical | Well-known and simpler models |
| Numerical | FEM, FVM | Complex processes, limited domain size and computational expensive |
| Empirical/Data-driven | Statistical analysis, e.g., linear regression | Well-known, low computational cost, for less complex problems |
| Neural network | Mapping of nearly arbitrary relations, with sufficient experimental data | |
| Gaussian processes | Process parameter optimization, difficulties in handling high-dimensional problems, small amounts of available data | |
| Physics-Informed Neural Networks | Process modelling, small amounts of data | |
| Fourier Neural Operator | Mesh invariant modelling methods. Novel approach needs to be tested for real use cases |
| Type | Control Method |
|---|---|
| Traditional | PID, fractional PID |
| Fuzzy Logic | Fuzzy controller |
| Reinforcement Learning | Temporal difference (TD), SARSA (State–Action–Reward–State–Action) |
| Soft Actor–Critic (SAC) or Asynchronous Advantage Actor–Critic (A3C) | |
| Q-learning, Double Q-learning |
| Comparison Criteria | Reinforcement Learning | MPC |
|---|---|---|
| Solution form | Neural networks | Model based optimization |
| Online computation time | Low | High, especially for high-degree non-linear systems |
| Optimality-seeking capability | Near-optimal | Near-optimal with long prediction horizons |
| Generalization issue of machine learning | Reduced optimality | N/A |
| Handling of hard constraints | Under development | Yes |
| Handling of modelling errors, control delays, and/or disturbances | Better with larger errors | Worse if not robust MPC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carpanzano, E.; Knüttel, D. Advances in Artificial Intelligence Methods Applications in Industrial Control Systems: Towards Cognitive Self-Optimizing Manufacturing Systems. Appl. Sci. 2022, 12, 10962. https://doi.org/10.3390/app122110962
Carpanzano E, Knüttel D. Advances in Artificial Intelligence Methods Applications in Industrial Control Systems: Towards Cognitive Self-Optimizing Manufacturing Systems. Applied Sciences. 2022; 12(21):10962. https://doi.org/10.3390/app122110962
Chicago/Turabian StyleCarpanzano, Emanuele, and Daniel Knüttel. 2022. "Advances in Artificial Intelligence Methods Applications in Industrial Control Systems: Towards Cognitive Self-Optimizing Manufacturing Systems" Applied Sciences 12, no. 21: 10962. https://doi.org/10.3390/app122110962