
Comparative Reliability Analysis of Milling Teeth Manufactured by Conventional Cutting Processes and Laser Cladding


1
Department of Materials Engineering and Welding, Transilvania University of Brasov, 1 Colina Universitatii, 500036 Brasov, Romania
2
Department of Manufacturing Engineering, Transilvania University of Brasov, 5 Mihai Viteazul, 500036 Brasov, Romania
*
Author to whom correspondence should be addressed.
Appl. Sci. 2022, 12(14), 7133; https://doi.org/10.3390/app12147133
Submission received: 11 June 2022
/
Revised: 11 July 2022
/
Accepted: 12 July 2022
/
Published: 15 July 2022
(This article belongs to the Special Issue Reliability Techniques in Engineering Projects)
Abstract
:This paper presents the estimation of the main reliability indices of two milling teeth types. The comparative analysis referred to milling teeth manufactured by conventional cutting processes, made of 41Cr4 (type I), and milling teeth manufactured by high-productivity welding loading processes, namely, laser cladding (type II). To analyze the distributions of the lifetime data specific to milling teeth types, the correlation coefficient value was considered. Goodness-of-fit analysis indicated that normal distribution was adopted in order to conduct parametric estimates of the reliability indices. Point estimations of the parameters and estimations with 95% confidence intervals of the components’ lifetimes were performed, applying the least squares estimation method. Compared to the type II milling teeth, lower values of the reliability function were estimated for the type I milling teeth. The type II milling teeth displayed higher values for the statistical parameters, with a mean of 6 h, while the mean of the failure of the type I milling teeth was 5.2 h. In addition, a more pronounced hazard rate for the type I milling teeth compared to the type II milling teeth was observed.
1. Introduction
Considering the current trends toward significant raw materials and energy savings, the need for environmental protection, and current efforts in the direction of manufacturing sustainable and reliable goods, the emphasis has been put on a new approaches based on the economic design and manufacture of goods. Therefore, modern repair technologies have been developed that consist of reconditioning or manufacturing goods by means of metal deposition processes in areas subject to wear and tear, equipped with intelligent wear protection and self-protection systems, which have been extensively described in the literature [1,2].
Some of the previous research on reconditioning or manufacturing using metal deposition of various products [3,4] has been the basis for the application of these processes for road transportation equipment as well.
Its growth in recent decades has created the need to develop a modern traffic and transportation system that meets the growing demands of freight and passenger traffic. This requires safe and sustainable road infrastructure.
The construction of such infrastructure consists of either building new facilities or often rehabilitating existing ones by applying modern technologies and using high-performance and reliable earthmoving equipment and machinery.
This category of equipment also includes asphalt-stripping milling, which is currently manufactured in a variety of variants that differ from one another in terms of specific characteristics, technology used, nature of the milling material, milling depth, sizes, and shape of the active parts [5].
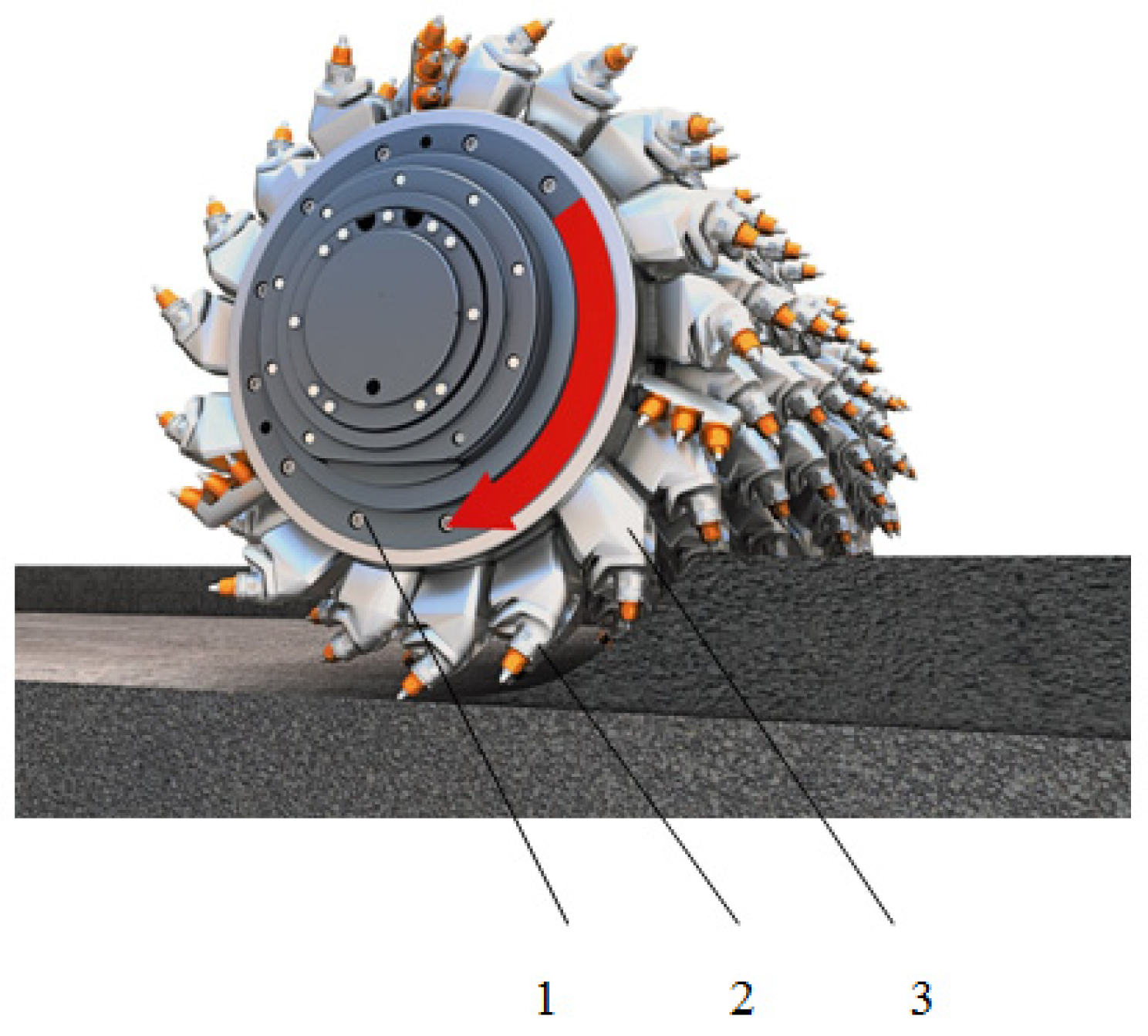
The main working element is the milling drum, on which the teeth are fastened by means of a support (Figure 1) [5].
During milling, teeth are subjected to intense wear as follows: the tip of the tungsten carbide tooth is subjected to wear abrasion under high pressure, while the body of the tooth is subjected to wear due to its hard contact with the earthworks structure, which eventually leads to a self-locking phenomenon while rotating around their axis and, eventually, to their early decommissioning.
Teeth are currently made of various materials with different geometries, using carbide or diamond inserts, with flat, fixed, or movable active surfaces that work at variable pressures and have different wear resistances [5,6,7].
The disadvantages of these milling teeth consist in the complexity of the operations required for making the semifinished components of the wear protection systems and in the high costs and low durability, determined by the self-locking rotation, a phenomenon that results in their early decommissioning.
Studies have been conducted in the field of milling teeth reconditioning or manufacturing using various metal deposition technologies [6,7,8,9,10,11].
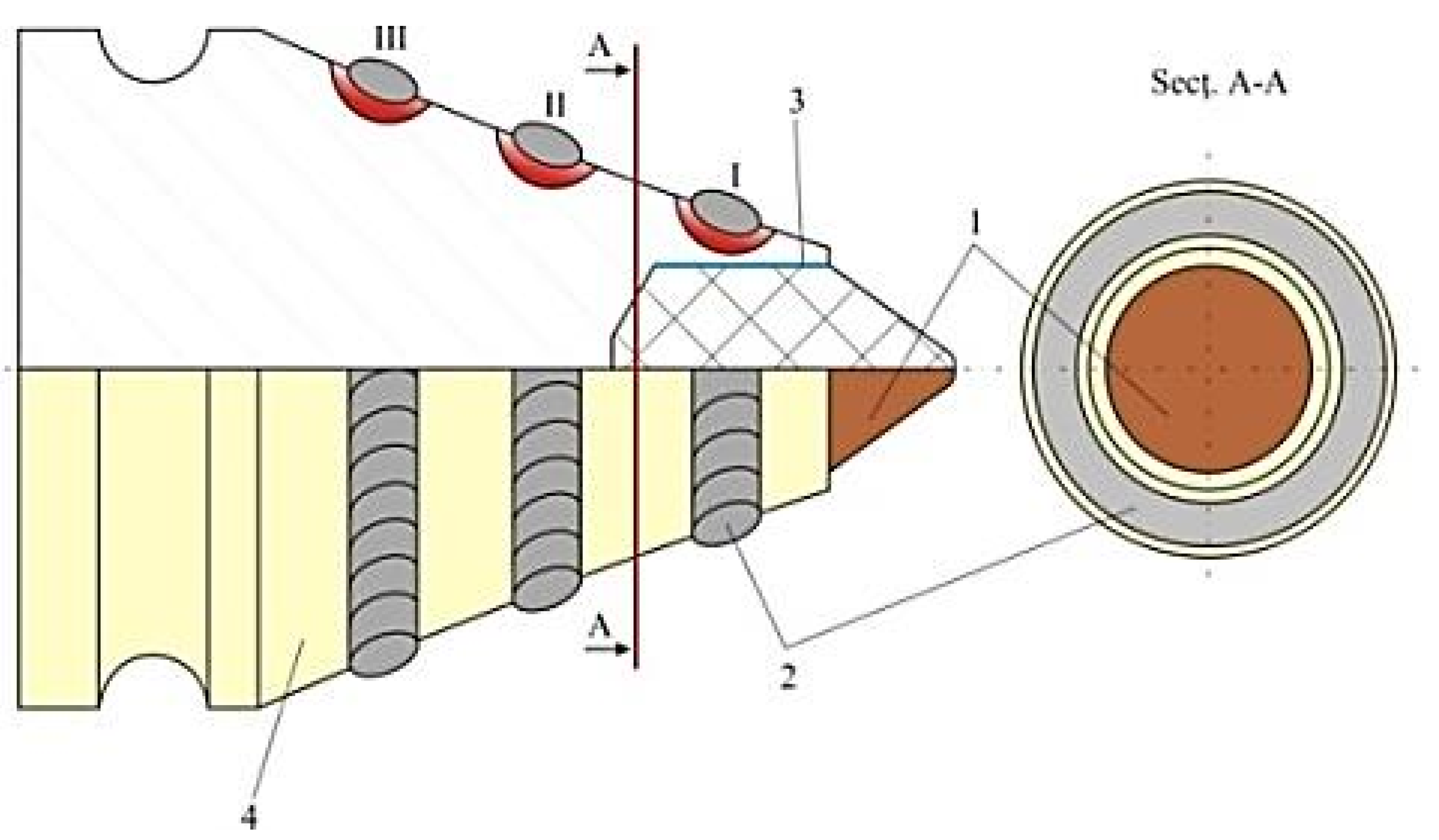
A milling tooth (Figure 3) has two active areas, namely, the tungsten carbide tip (1) and the frustoconical section of the milling tooth body (4). The basic design is aimed at increasing wear resistance by welding deposition of annular cords (2) of adequate width and thickness, with high wear resistance and self-locking protection while rotating around their own axis [6,7,12].
Various welding processes are used, such as WIG, MIG-MAG, oxyacetylene flame, laser, with appropriate additives [13,14,15] to carry out the metal deposition of the frustoconical section of the milling tooth body, the purpose being to develop intelligent anti-wear and anti-lock protection systems when rotating around their axis.
The research presented in this paper describes teeth manufactured using a high-performance, automated, and robotic metal deposition technology in the active area by means of laser and powder. This was based on the research presented in papers such as [16,17,18].
The reliability estimation is an important approach for every product, because it allows to minimize the unplanned downtime cost, to reduce the defective parts, to improve the performance of the product or system, and to implement the optimal maintenance process [19,20,21,22].
The literature references related to the reliability estimation of milling teeth manufactured by metal deposition are rather scarce. In this respect, this paper refers to the reliability indices prediction of different types of milling teeth. The analyzed milling teeth were made using a high-performance, automated, and robotic welding loading technology in the active area with laser and powder. Milling was equipped, and testing was conducted in operation. Taking into account that road rehabilitation requires millings equipped with a high number of teeth, we considered that it would be appropriate to achieve a comparative study of the milling teeth made by conventional procedures and those made by a modern, productive, and actual process—laser cladding.
2. Materials and Methods
2.1. Research on the Metal Deposition on the Frustoconical Surfaces of Milling Teeth Tips Using Laser and Alloy Powders
The research consisted of a series of experiments on the deposition of annular layers on the whole frustoconical surface of a particular type of milling tooth used for asphalt stripping, using alloyed powder. A robotic welding cell was used for this purpose on which a laser metal deposition head was fitted (Figure 4).
Four variants of metal deposition on teeth were used to establish the optimal working parameters required to achieve the deposition of a homogeneous layer of powders with high wear resistance on the whole frustoconical surface of the tooth (Figure 5). We began with the deposition of two distinct cords: one on the minimum and the other on the maximum diameter of the frustoconical section of the tooth (Figure 5a). This was followed by depositions of adjacent cords that partially overlapped, with different overlapping ratios: one-third (Figure 5b) and two-thirds (Figure 5c). Finally, the surface in Figure 5d was achieved by optimizing the loading parameters.
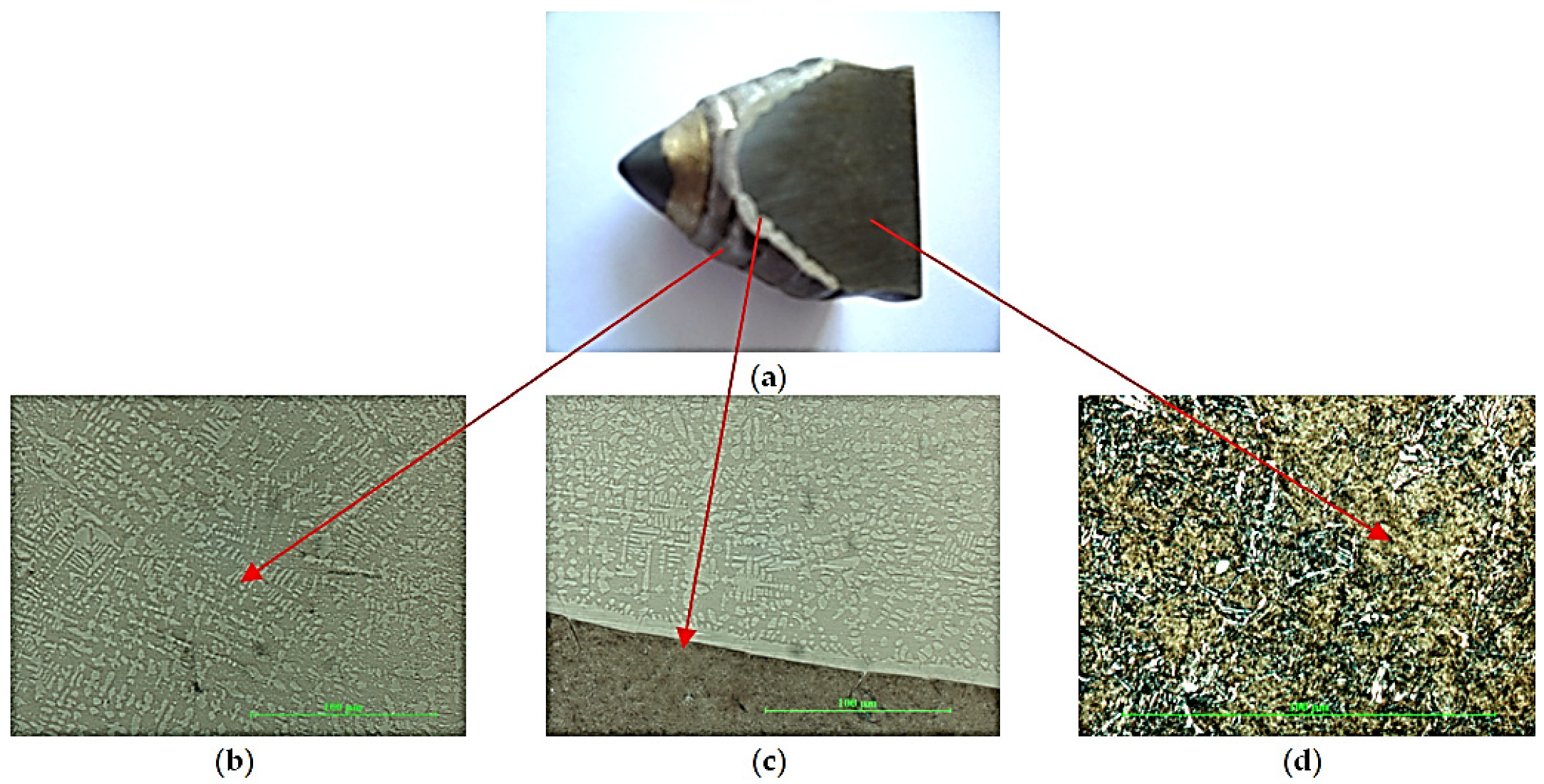
Cross-sections of the depositions using a laser with alloyed powders on the tips of the teeth were analyzed by metallographic means in the specific deposition areas: basic metal (BM), heat-affected zone (HAZ), and deposited metal (DM) (Figure 6).
The microhardness determinations of the deposition area (DM) revealed increased values compared to the body of the tooth (BM), close to those of the tungsten carbide tip (Table 1). This allowed for a symmetrical wear of the tooth body in operation and facilitated rotation around their own axis, avoiding self-locking and resulting in better tooth durability.
2.2. The Reliability Estimation of the Milling Teeth
The analysis consisted of estimating the reliability of the milling teeth manufactured through various loadings by welding procedures.
The analyzed milling teeth were as follows:
- Type I: Milling teeth manufacturing by a conventional cutting process made of 41Cr4;
- Type II: Obtained through loading by laser cladding.
Given the rough working conditions, the milling machine was stopped at regular intervals (approximately 2 h) for cooling and inspection. The periodic inspection, in this case, consisted of the thorough analysis of each tooth (after flushing with water), estimating the wear degree of each, and the manner in which it was produced. Even if the degree of wear in some milling teeth was high, the teeth were kept until the end of the working cycle (8 h). The experimental data were obtained over a period of one month, on a milling equipped with 50 teeth, in operation for the rehabilitation of a section of asphalt road.
There are a wide variety of reliability engineering tools that could be applied to estimate the reliability indices of the products or systems [23,24,25,26,27,28].
Reliability prediction applying standard methods typically utilize a probability distribution function (pdf) to describe the time to failure of a material, component, or system. Once one adequate distribution is identified from the lifetime observed, reliability may be estimated as a function of time [29].
In order to validate the statistical model, there are available the goodness-of-fit tests. The correlation coefficient approach was used to estimate the parameters for the best-fitted statistical distributions.
The most popular methods are least squares (LS) and maximum likelihood estimation (MLE), which are both implemented in reliability estimation.
- -
- f(x) is the probability density function (PDF);
- -
- F(x) is the cumulative density function (CDF).
If X is a continuous random variable, then the probability density function of X is a function f(x), such that for two numbers, a and b, with a ≤ b:
The cumulative distribution function is a function F(x) of a random variable X and is defined for a number x by:
Specific to normal distribution, the main indices are given by the following equations [23,24,30,31]:
where μ is the mean, and σ is the standard deviation.
Suppose the observations of random variable . If a straight line is fitted such that the sum of the squares of the vertical observations of observed yi from this line is minimum, then such a line is said to have the least squares property. The sum of squares is defined as [23]:
The equation of the fitted line is given by:
It is obtained by:
The condition is:
Substituting the values, it is obtained by the equation system:
In this respect, the parameters are defined as:
The parametric estimation and inferential analysis of different constructive types of milling teeth were statistically conducted using Minitab 17 software (Minitab LLC, State College, PA, USA) [32].
Parametric analysis of the distribution, in particular the least squares estimation, was performed referring to the estimation of reliability indices of the milling teeth under study. With a confidence interval (CI) of 95%, the point estimation of reliability and unreliability functions, means time to failure (MTTF), and hazard rates were estimated.
3. Results and Discussion
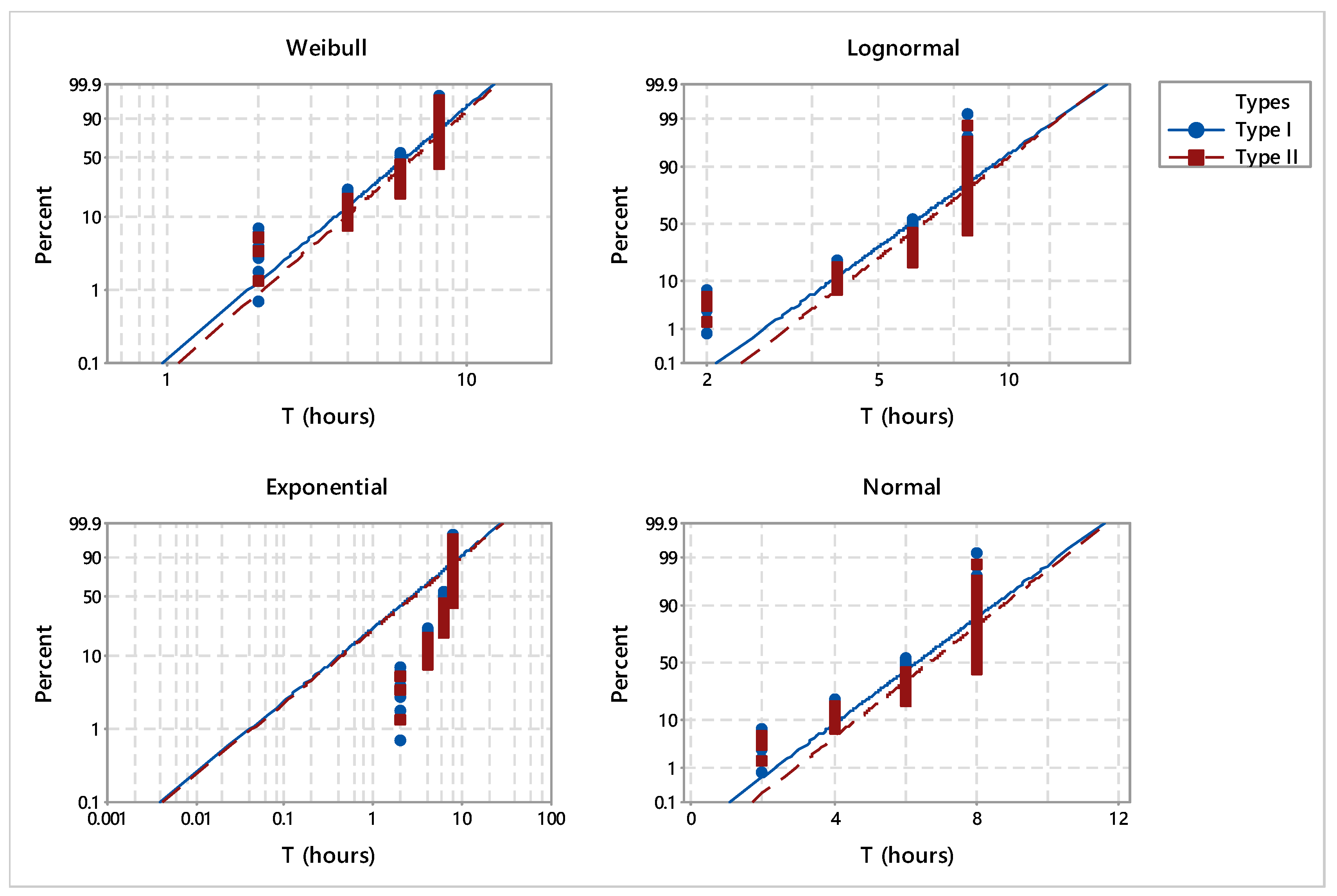
Based on the lifetime data, a parametric analysis of the distributions was applied. The most frequent distributions were considered in order to analyze the goodness-of-fit. Weibull, lognormal, exponential, and normal probability distributions were considered for parametric distribution analysis. The results of goodness-of-fit test expressed by Pearson’s correlation coefficient applying the least squares estimation method and the statistical models are outlined in Table 2 and Figure 7.
A low statistic value demonstrates that the lifetime data did not fit the supposed distribution. Comparing the values of the correlation coefficients, it can be observed that they were comparable except for the exponential distribution. In order to estimate the reliability indices specific to different types of milling teeth, the normal distribution was selected.
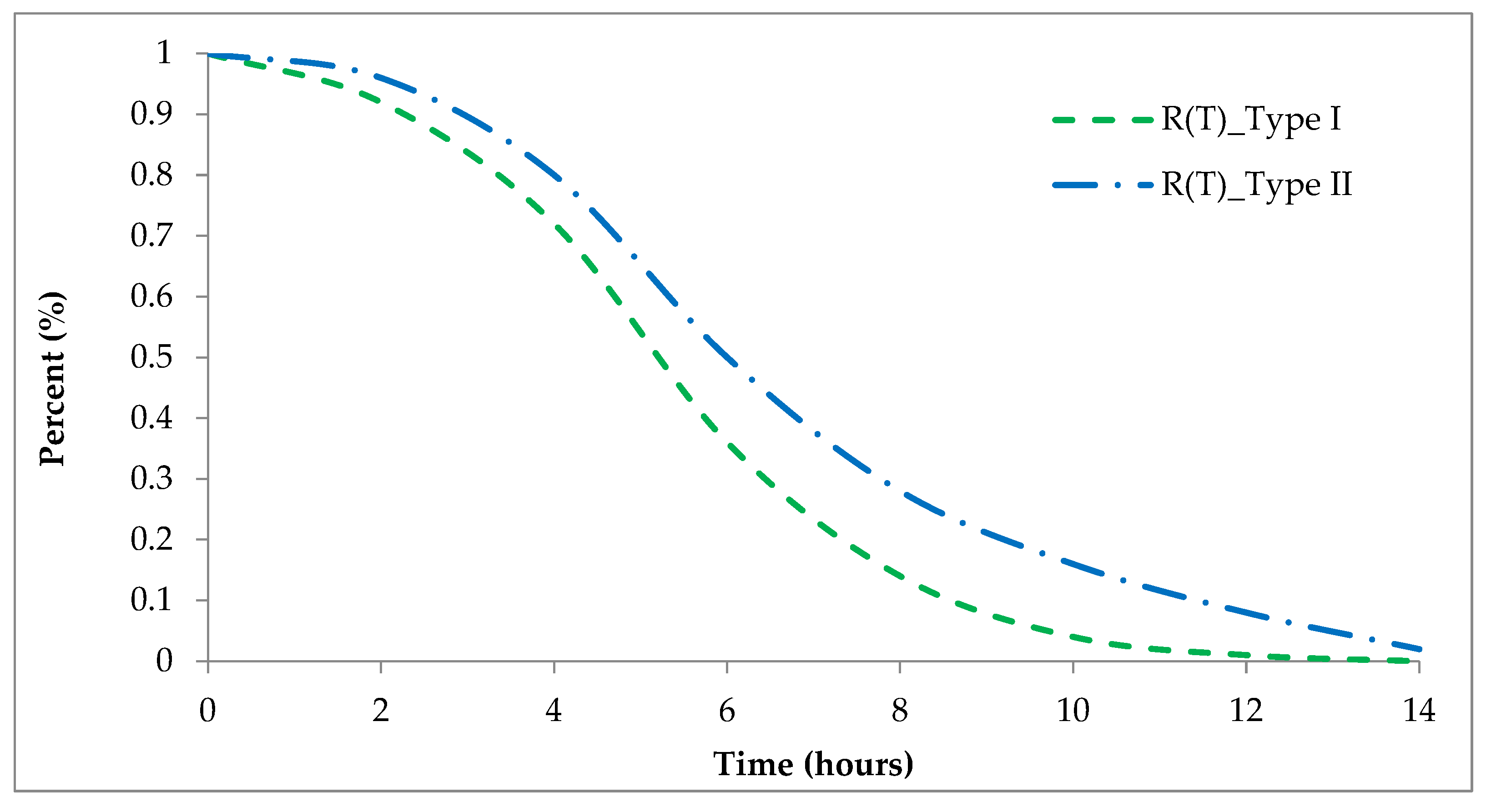
To highlight the differences between the two types of milling teeth, the analysis consisted of comparing the main reliability indicators. The estimated reliability functions, hazard rate functions, and parameters estimate of the milling teeth under study are illustrated in Figure 8 and Figure 9. In addition, the descriptive statistics of the type I and type II milling teeth for the considered distribution are synthesized in Table 3 and Table 4.
With a 95% confidence interval, the main statistic parameters indicate an MTTF of type I milling teeth equal with the median value, namely, 5.21 h. Moreover, the standard deviation of 1.7 h allowed for making decisions at the right time.
Specific to the type II milling teeth, the statistic parameters indicated a mean value of 6 h and a standard deviation of 1.96 h.
Specific to the type II milling teeth, the 1st quartile (Q1) was 4.4 h, the third quartile (Q3) was less or equivalent to 8.4 h, and the estimated interquartile range was 4 h. Whereas the type I milling teeth presented in the 1st quartile (Q1) with a value of 3.8 h, the third quartile (Q3) was smaller or equivalent to 6.9 h, and the estimated interquartile range was approximately 3.1 h. In addition, taking into account the reliability objectives, the most likely time to failure can be estimated based on the plot of the reliability or unreliability functions.
All elements of a pick are subjected to wear depending on the material to be milled [33].
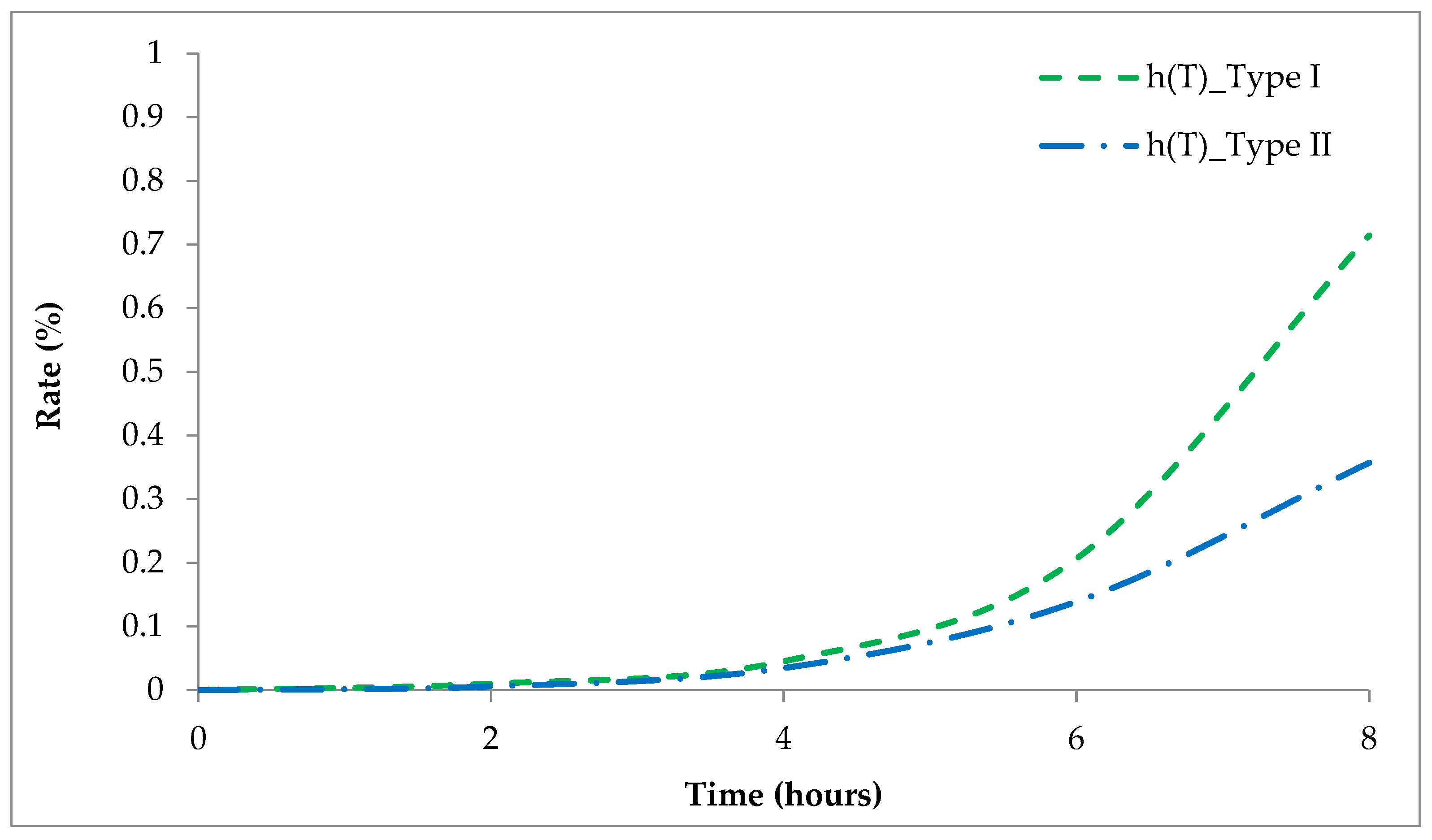
The numerical estimation method facilitates the analysis of the influence of the specific hazard rate of the milling teeth on the wear aspects. Moreover, from the point of view of the wear phenomenon, based on the curves presented in Figure 10, there was an accentuated phenomenon of damage to the tooth of the type I milling teeth. Compared to type I, which showed an accentuated tendency of a hazard rate, the type II hazard rate tendency showed smooth variations over the working time.
The authors of this paper also achieved other findings related to the reliability of milling teeth manufactured by metal deposition using other welding procedures as well (different from the one described in this paper) on other types of teeth used for road structure stripping such as in [1,3,4,7,8,9,11,14,16,34,35]:
- -
- WIG welding procedure—with an automatic filler;
- -
- WIG welding procedure with a tubular rod;
- -
- MIG/MAG welding procedure—cold metal with a tubular wire.
The analysis of various milling teeth manufactured by the processes described above shows that the analyzed teeth also had high reliability compared to the teeth manufactured by conventional cutting procedures.
4. Conclusions
The overall comparative analysis revealed that type II milling teeth exhibited superior reliability compared to the type I milling teeth. However, to achieve a percentage of 75% of the standard level, the reliability was approximately 6 h for the type II milling teeth under study compared to 5.2 h specific to the type I milling teeth. This means that it would be useful to perform maintenance actions.
The behavior of the milling teeth varied according to different factors: working conditions, asphalt structure, constructive characteristics of teeth, working parameters, stress level, etc. Analyzing the reliability of the milling teeth obtained through the analyzed procedures, we found that the evolution of wear was exacerbated after 6 h of operation, most of it being caused by self-locking during rotation, thus resulting in a preferential wear (i.e., on one side only).
Using laser metal deposition, we found that wear due to self-rotation locking, adhesion, and abrasion decreased, which resulted in longer operating times in conditions of economic efficiency. The research conducted also justifies an improvement in operating performance.
Institutional Review Board Statement
Not applicable.
Author Contributions
Literature review and analysis, D.M.I. and A.-E.D.; methodology, A.-E.D.; writing D.M.I. and A.-E.D.; experiments, D.M.I.; results analysis, D.M.I. and A.-E.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors are grateful to the “Transilvania” University of Brasov.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Iovanas, R.; Iovanas, D.M. Reconditioning and Remodeling of Welded Products; Transilvania University of Brasov Publishing House: Brasov, Romania, 2006. [Google Scholar]
- Binchiciu, H.; Iovanas, R. Loading by Welding with Electric Arc; Technical Publishing House: Bucuresti, Romania, 1992. [Google Scholar]
- Iovanas, D.M.; Iovanas, R.F. Innovatory technologies of fabrication and recondition for the knives used in mechanical cuttings. Metal. Int. 2011, 16, 80–84. [Google Scholar]
- Iovanas, D.M. Manufacture by Loading of Technological Equipment for Plastic Deformations; Transilvania University of Brasov Publishing House: Brasov, Romania, 2012. [Google Scholar]
- Discover the World of the Wirtgen Group with Its Leading Technology Product Brands Wirtgen, Vögele, Hamm, Kleemann and Benninghoven. Available online: https://www.wirtgen-group.com (accessed on 4 June 2022).
- Iovanas, D.F. Theoretical and Experimental Research on Increasing the Durability and Reliability of Equipments, Manufactured by Weld Cladding, Visible on Earth Drilling Equipments. Ph.D. Thesis, Transilvania University of Brasov, Brasov, Romania, 2012. [Google Scholar]
- Iovanas, D.M.; Dumitrascu, A.-E. Reliability estimation of the milling machines teeth obtained by welding deposition process. In Proceedings of the 8th International Conference on Manufacturing Science and Education—Trends in New Industrial Revolution, Sibiu, Romania, 7–9 June 2017. [Google Scholar] [CrossRef] [Green Version]
- Iovanas, D.M. Welding Load of the Used Parts to the Earthmoving Equipments; Lux Libris Publishing House: Brasov, Romania, 2013. [Google Scholar]
- Iovanas, R.F.; Iovanas, D.M.; Machedon Pisu, T. Realization of milling teeth for earthmoving works by MIG/MAG Cold Metal Loading. Adv. Mater. Res. 2015, 1128, 230–235. [Google Scholar] [CrossRef]
- Tihanov Tănăsache, D.; Florea, C.; Iovanaș, D.M.; Binchiciu, E.; Binchiciu, A. Aspects regarding repetitive maintenance concept in push blades for loading equipment. Mater. Sci. Forum 2017, 907, 140–144. [Google Scholar] [CrossRef]
- Iovanas, D.M.; Binchiciu, H.; Voiculescu, I.; Binchiciu, E.F. Factors that influence the quality constant of the manufacturing process for asphalt milling knifes. In Proceedings of the 8th International Conference on Manufacturing Science and Education-Trends in New Industrial Revolution, Sibiu, Romania, 7–9 June 2017. [Google Scholar] [CrossRef] [Green Version]
- Binchiciu, E.; Geanta, V.; Voiculescu, I.; Stefanoiu, R.; Iovanas, R.F.; Binchiciu, A.; Binchiciu, H. Milling Milling Tool for Asphalt Stripping, with Wear-Proof Protection and Self-Blocking Protection upon Rotation and Process for Manufacturing the Same. Patent RO 129863, 30 May 2019. [Google Scholar]
- Motoiu, P.; Popescu, G.; Binchiciu, H.; Dumitrescu, D.; Ivanescu, S.; Fratila, C.; Stoiciu, F. Tubular composite material for hardfacing layers with protection appliance against abrasive wears. In Proceedings of the 4th International Conference on Materials and Manufacturing Technologies, Cluj-Napoca, Romania, 21–23 September 2006. [Google Scholar] [CrossRef]
- Iovanas, R.F.; Binchiciu, E.; Iovanas, D.M.; Trif, I.N.; Berchi, P. Researches regarding the development of hollow rods with composite core for weld cladding. Metal. Int. 2011, 16, 133–136. [Google Scholar]
- Tihanov-Tănăsache, D.; Florea, C.; Binchiciu, E.; Geanta, V. Nanostructured materials for cladding by welding. In Proceedings of the 7th International Conference on Innovative Technologies for Joining Advanced Materials, Timisoara, Romania, 19 June 2014. [Google Scholar] [CrossRef]
- Staicu, A.R.; Iovanas, R.; Iovanas, D.M.; Pascu, A.; Pop, M.A. Laser cladding of Ni based CW composite powder. Metal. Int. 2013, 18, 147–150. [Google Scholar]
- Hulka, I.; Serban, V.A.; Utu, D.; Duteanu, N.M.; Pascu, A.; Roata, I.; Maior, I. Wear resistance of laser cladding NiCrBSi composite coatings. Rom. J. Mater. 2016, 16, 49–54. [Google Scholar]
- Hulka, I.; Utu, I.D.; Avram, D.; Dan, M.L.; Pascu, A.; Stanciu, E.M.; Roata, I.C. Influence of the laser cladding parameters on the morphology, wear and corrosion resistance of WC-Co/NiCrBSi composite coatings. Materials 2021, 14, 5583. [Google Scholar] [CrossRef] [PubMed]
- Tsarouhas, P. Reliability, Availability, and Maintainability (RAM) Study of an Ice Cream Industry. Appl. Sci. 2020, 10, 4265. [Google Scholar] [CrossRef]
- Mokhtari, H.; Mozdgir, A.; Abadi, I.N.K. A reliability/availability approach to joint production and maintenance scheduling with multiple preventive maintenance services. Int. J. Prod. Res. 2012, 50, 5906–5925. [Google Scholar] [CrossRef]
- Alya Mohamed, F.; Afefya Islam, H.; Abdel-Magiedb Ragab, K.; Abd Elhalimc Eman, K. A Comprehensive Model of Reliability, Availability, and Maintainability (RAM) for Industrial Systems Evaluations. Jordan J. Mech. Ind. Eng. 2018, 12, 59–67. [Google Scholar]
- Lin, J.; Pulido, J.; Asplund, M. Reliability analysis for preventive maintenance based on classical and Bayesian semi-parametric degradation approaches using locomotive wheel-sets as a case study. Reliab. Eng. Syst. Saf. 2015, 134, 143–156. [Google Scholar] [CrossRef] [Green Version]
- Gibra Isaac, N. Probability and Statistical Inference for Scientists and Engineers, 1st ed.; Prentice-Hall: Hoboken, NJ, USA, 1973. [Google Scholar]
- Hahn Gerald, J.; Shapiro Samuel, S. Statistical Models in Engineering; John Wiley &Sons: Hoboken, NJ, USA, 1967. [Google Scholar]
- Crowe, D.; Feinberg, A. Design for Reliability; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Bradley, E. Reliability Engineering: A Life Cycle Approach; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Renyan, J. Introduction to Quality and Reliability Engineering; Springer Series in Reliability Engineering; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar] [CrossRef]
- Dai, W.; Sun, J.; Chi, Y.; Lu, Z.; Xu, D.; Jiang, N. Review of Machining Equipment Reliability Analysis Methods based on Condition Monitoring Technology. Appl. Sci. 2019, 9, 2786. [Google Scholar] [CrossRef] [Green Version]
- Wachs, S. Estimating Reliability Performance with Accelerated Life Testing, Integral Concepts, Inc. Available online: https://www.integral-concepts.com/wp-content/media/Estimating-Reliability-Performance-with-Accelerated-Life-Testing.pdf (accessed on 20 March 2022).
- Montgomery, D.C.; Runger, G.C. Applied Statistics Probability Engineers, 5th ed.; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- NIST/SEMATECH, e-Handbook of Statistical Methods. Available online: https://www.itl.nist.gov/div898/handbook/ (accessed on 9 February 2022).
- Frost, J. How to Identify the Distribution of Your Data Using Minitab. Available online: http://blog.minitab.com/blog/adventures-in-statistics/how-to-identify-the-distribution-of-your-data-using-minitab (accessed on 16 November 2021).
- Sivilevičius, H.; Martišius, M. Field investigation and assessment on the wear of asphalt pavement milling machine picks. Transport 2021, 36, 499–509. [Google Scholar] [CrossRef]
- Iovanas, R.F.; Iovanas, D.M.; Dumitrascu, A.-E. Estimating the reliability for asphalt milling machines teeth manufactured by claddings processes. Adv. Mater. Res. 2014, 1029, 88–93. [Google Scholar] [CrossRef]
- Iovanas, D.M.; Dumitrascu, A.E. Reliability of Reconditioned or Manufactured Products by Welding Loading; Lux Libris Publishing House: Brasov, Romania, 2018. [Google Scholar]
Figure 1.
Milling drum: (1) drum; (2) milling tooth; (3) fastening support.

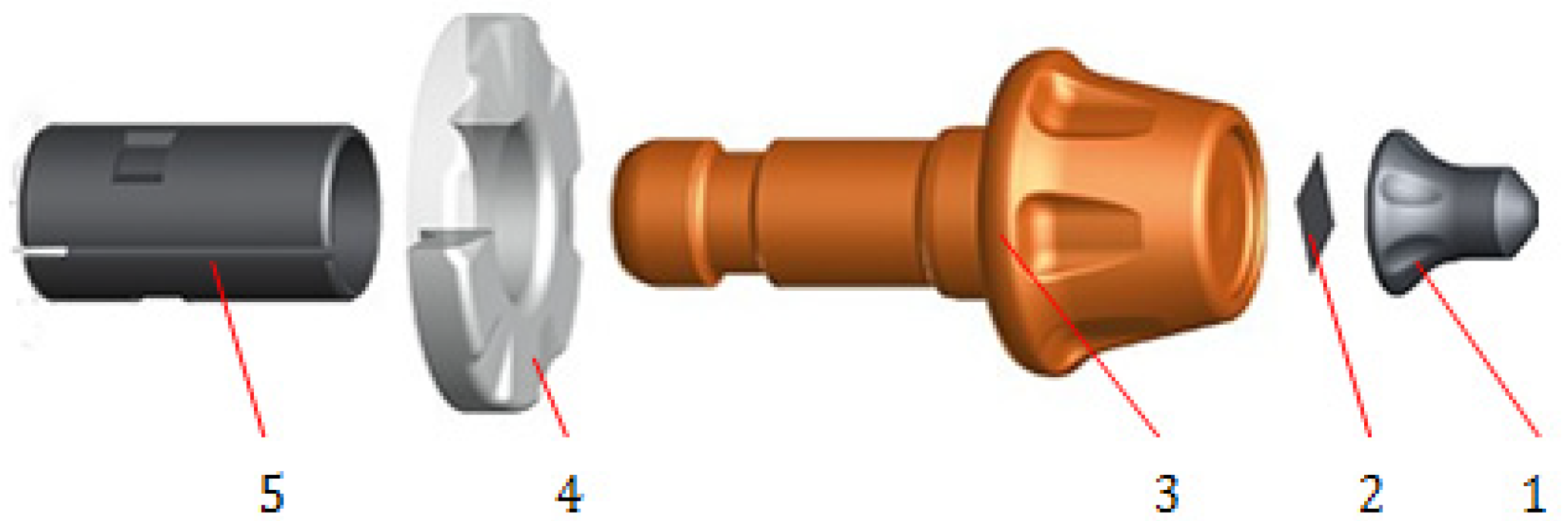
Figure 2.
Components of a milling tooth: (1) tungsten carbide tip; (2) brazing tablet; (3) body; (4) wear plate; (5) clamping shank.
Figure 2.
Components of a milling tooth: (1) tungsten carbide tip; (2) brazing tablet; (3) body; (4) wear plate; (5) clamping shank.

Figure 3.
Concept of welding cord deposition on the frustoconical section of the tooth: (1) tungsten carbide tip; (2) annular cords achieved by metal deposition; (3) tungsten carbide tip brazing area in the front hole; (4) frustoconical section of the milling cutter tooth; zone I—first cordon; zone II—third cordon; zone III—second cordon.
Figure 3.
Concept of welding cord deposition on the frustoconical section of the tooth: (1) tungsten carbide tip; (2) annular cords achieved by metal deposition; (3) tungsten carbide tip brazing area in the front hole; (4) frustoconical section of the milling cutter tooth; zone I—first cordon; zone II—third cordon; zone III—second cordon.

Figure 4.
Experimental assembly used for laser metal deposition using a robotic cell: (1) welding robot; (2) processing head-laser deposition module; (3) tooth rotating and positioning device; (4) rotating and positioning table.
Figure 4.
Experimental assembly used for laser metal deposition using a robotic cell: (1) welding robot; (2) processing head-laser deposition module; (3) tooth rotating and positioning device; (4) rotating and positioning table.

Figure 5.
Variants of alloyed powder and laser metal deposition on the frustoconical section of the tooth; (a) two cord metal deposition; (b) metal deposition with a one-third overlap; (c) metal deposition with a two-third overlap; (d) optimized metal deposition.
Figure 5.
Variants of alloyed powder and laser metal deposition on the frustoconical section of the tooth; (a) two cord metal deposition; (b) metal deposition with a one-third overlap; (c) metal deposition with a two-third overlap; (d) optimized metal deposition.

Figure 6.
Views of the macro- and microstructural analyses of the powder and laser metal deposition area: (a) milling tooth macrostructure; (b) deposited material (DM), 100× magnification; (c) transition area (TA), 50× magnification; (d) base material (BM), 50× magnification.
Figure 6.
Views of the macro- and microstructural analyses of the powder and laser metal deposition area: (a) milling tooth macrostructure; (b) deposited material (DM), 100× magnification; (c) transition area (TA), 50× magnification; (d) base material (BM), 50× magnification.

Figure 7.
The probability plots of lifetime milling teeth.

Figure 8.
Comparative analysis of the reliability functions for the analyzed milling teeth.

Figure 9.
Comparative analysis of the unreliability functions for the analyzed milling teeth.

Figure 10.
Comparative analysis of the hazard rate functions for the analyzed milling teeth.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The microhardness determinations in the characteristic areas.
| No. of Fingerprint | Microhardness HV01 | HRC Microhardness Equivalent | ||||
|---|---|---|---|---|---|---|
| BM | HAZ | DM | BM | HAZ | DM | |
| 1 | 320 | 502 | 590 | 32.1 | 49.5 | 54.9 |
| 2 | 322 | 469 | 588 | 32.4 | 47 | 54.8 |
| 3 | 333 | 478 | 576 | 33.7 | 47.7 | 54.2 |
| 4 | 327 | 498 | 615 | 33 | 49.2 | 56.2 |
| 5 | 324 | 469 | 593 | 32.6 | 47 | 55.1 |
Table 2.
Goodness-of-fit for milling teeth.
| Distribution | Correlation Coefficient | |
|---|---|---|
| Type I | Type II | |
| Weibull | 0.84 | 0.88 |
| Lognormal | 0.90 | 0.91 |
| Exponential | - | - |
| Normal | 0.90 | 0.93 |
| 3-Parameter Weibull | 0.84 | 0.88 |
Table 3.
Estimation of parameters for the type I milling teeth.
| Parameter | Estimate | Standard Error | 95% Normal CI | |
|---|---|---|---|---|
| Lower | Upper | |||
| Mean (MTTF) | 5.21 | 0.16 | 4.87 | 5.54 |
| Standard Deviation | 1.70 | 0.10 | 1.48 | 1.91 |
| Median | 5.21 | 0.16 | 4.87 | 5.54 |
| First Quartile (Q1) | 3.81 | 0.18 | 3.45 | 4.18 |
| Third Quartile (Q3) | 6.98 | 0.18 | 6.62 | 7.35 |
| Interquartile Range (IQR) | 3.16 | 0.14 | 2.88 | 3.45 |
Table 4.
Estimation of the parameters for the type II milling teeth.
| Parameter | Estimate | Standard Error | 95% Normal CI | |
|---|---|---|---|---|
| Lower | Upper | |||
| Mean (MTTF) | 6.03 | 0.16 | 5.70 | 6.35 |
| Standard Deviation | 1.96 | 0.10 | 1.75 | 2.16 |
| Median | 6.03 | 0.16 | 5.70 | 6.35 |
| First Quartile (Q1) | 4.41 | 0.17 | 4.06 | 4.76 |
| Third Quartile (Q3) | 8.45 | 0.17 | 8.10 | 8.80 |
| Interquartile Range (IQR) | 4.03 | 0.14 | 3.75 | 4.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Iovanas, D.M.; Dumitrascu, A.-E. Comparative Reliability Analysis of Milling Teeth Manufactured by Conventional Cutting Processes and Laser Cladding. Appl. Sci. 2022, 12, 7133. https://doi.org/10.3390/app12147133
AMA Style
Iovanas DM, Dumitrascu A-E. Comparative Reliability Analysis of Milling Teeth Manufactured by Conventional Cutting Processes and Laser Cladding. Applied Sciences. 2022; 12(14):7133. https://doi.org/10.3390/app12147133
Chicago/Turabian StyleIovanas, Daniela Maria, and Adela-Eliza Dumitrascu. 2022. "Comparative Reliability Analysis of Milling Teeth Manufactured by Conventional Cutting Processes and Laser Cladding" Applied Sciences 12, no. 14: 7133. https://doi.org/10.3390/app12147133
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.