
Abstract
A high-performance concrete (HPC) is required to have superior performance in various aspects such as workability, strength, durability, dimensional stability, segregation stability, and passing ability. The mix design of HPC is rather complicated because the number of ingredients in HPC is usually more than those in conventional concrete and some of the required properties are conflicting with each other in the sense that improvement in one property would at the same time cause impairment of another property. However, there is still lack of understanding regarding how the various mix parameters should be optimised for achieving best overall performance. Most practitioners are still conducting mix design primarily through trial concrete mixing, which is laborious, ineffective, and often unable to timely respond to fluctuations in the properties of raw materials. To address these issues, the authors have been developing the packing and film thickness theories of concrete materials, in order to revamp the mix design philosophy of HPC in terms of the water film thickness (WFT), paste film thickness (PFT), and mortar film thickness (MFT) in the concrete. Based on the findings from an extensive experimental programme, suitable ranges of WFT, PFT, and MFT have been recommended.
摘要
目的
通过建立和发展填充理论和膜厚度理论, 建立基于水膜厚度、净浆膜厚度、砂浆膜厚度的混凝土设计方法, 建构高性能混凝土三梯度配合比设计新体系。
创新点
1.堆积密实度湿测法; 2.膜厚度理论; 3.三梯度 配合比设计法。
方法
1.堆积密实度试验方法; 2.流变性能试验方法; 3.强度性能试验方法。
结论
1.堆积密实度与膜厚度是影响混凝土材料各项性能的关键影响因素; 2.基于填充理论和膜厚度理论的高性能混凝土三梯度配合比设计新体系对推动混凝土科学的发展有重要意义。
Similar content being viewed by others


1 Introduction
Through decades of research and development, the performance of concrete has been enhanced remarkably and high-performance concrete (HPC) has become more and more popular. Compared with conventional concrete, HPC should have all-round superior performance in various aspects, for example, workability, strength, durability, dimensional stability, segregation stability, and passing ability (Aïtcin, 1998; Russell, 1999). However, the mix design of HPC is rather complicated due to the following reasons. Firstly, the number of ingredients in HPC, which usually incorporates various supplementary cementitious materials and admixtures, is more than those in conventional concrete. Secondly, some requirements of HPC are conflicting with each other in the sense that improvement in one property would at the same time cause impairment of another property. For example, increasing the flowability might adversely affect the segregation stability, and vice versa. Thirdly, there is still lack of understanding regarding the combined effects of the various mix parameters and how these parameters should be optimised for achieving best performance of the concrete. Most practitioners are still conducting mix design primarily through trial concrete mixing, which is laborious, ineffective, and often unable to timely respond to fluctuations in the properties of raw materials. Improvement in the fundamental understanding of concrete and development of a scientific approach for the mix design of HPC are needed.
It had been hypothesized that the packing density of solid particles in a concrete mix has major effects on the performance of concrete (Anderegg, 1931; Furnas, 1931; Powers, 1968; De Larrard, 1999). Basically, a higher packing density of the cementitious materials or binder would imply a smaller volume of voids to be filled with water. This would allow the adoption of a lower water/cementitious materials (W/CM) ratio so as to enhance the strength and durability. Likewise, a higher packing density of aggregate particles would imply a smaller volume of voids to be filled with paste. This would allow the adoption of a smaller paste volume (PV) so as to reduce the shrinkage and creep effects and improve the dimensional stability (Wong and Kwan, 2005). Alternatively, for a given W/CM ratio, a higher packing density of the cementitious materials would lead to a greater amount of excess water (water in excess of that needed for filling the voids between cementitious materials) to lubricate the cementitious materials. Likewise, for a given PV, a higher packing density of the aggregate particles would lead to a greater amount of excess paste (paste in excess of that needed for filling the voids between aggregate) to lubricate the aggregate particles (Kwan and Wong, 2008; Li and Kwan, 2013). Both the excess water and excess paste would reduce the friction and interlock between particles and enhance the workability of concrete.
The packing density of solid particles in concrete has great effects on the water film thickness (WFT) coating the cementitious materials particles, the paste film thickness (PFT) coating the fine aggregate particles, and the mortar film thickness (MFT) coating the coarse aggregate particles. In addition, the surface area of solid particles plays a key role in affecting the film thicknesses (Kwan and Wong, 2008). Principally, a larger surface area of the cementitious materials will render the WFT smaller, a larger surface area of the fine aggregate will render the PFT smaller, and a larger surface area of the coarse aggregate will render the MFT smaller. For this reason, the authors put forward the packing and film thickness theories, and advocate that the main factors governing the rheological performance of concrete are the WFT, PFT, and MFT, which are influenced by the packing density (Kwan and Wong, 2007; Li and Kwan, 2011a; Kwan and Li, 2014). However, it should be noted that the packing density should not be simply maximised. In fact, it had been mentioned in classical literature that if the grading of aggregate yields the maximum packing density, a harsh concrete mix would result (Neville and Brooks, 2010; Neville, 2011). As discussed in the following, a sequential optimisation of the proportioning of paste, mortar, and concrete should be adopted in the mix design of HPC.
In the old days, the dry packing test was predominant in determining the packing densities of solid particles. There were two versions, one for coarse aggregate under uncompacted or compacted conditions and the other for filler under compacted condition. Comparatively, the dry packing test works better with larger size particles, such as coarse aggregate particles (Kwan and Wong, 2008). It tends to be erroneous when applied to fine aggregate and cementitious materials due to the following difficulties. Firstly, the inter-particles forces in fine particles would cause agglomeration, rendering the dry packing test to under-estimate the packing density of fine particles (Li and Kwan, 2014). Secondly, the paste, mortar, and concrete are inherently in the form of mixture with water and also with a superplasticizer (SP) when freshly mixed. There are beneficial effects of water and SP on the packing density, but these effects could not be reflected by the dry packing test (Fung et al., 2009a; Li and Kwan, 2015).
There was another approach of determining the voids ratio by consistence test of fine particles, such as cementitious materials. In the standard consistence test, the Vicat apparatus is used and the consistence of the paste is measured in terms of the penetration depth of the plunger (BSI, 2005). It is assumed that at standard consistence, the water content is just enough to fill the voids between the particles. However, there are drawbacks of this indirect approach. Firstly, it is difficult to judge whether a state of consistence (the so called standard consistence) corresponds to the situation where the amount of water is just enough to fill the voids. Secondly, the entrapped air in the paste is neglected. In general, the consistence test would result in under-estimation of the voids content and over-estimation of the packing density. To address these problems, the authors’ research team has recently developed a wet packing test method which measures the packing densities of cementitious materials and fine aggregate under wet condition (Wong and Kwan, 2008a; 2008b; Fung et al., 2009b; Kwan et al., 2012), as described later. The wet packing test method so developed has been recognised and adopted by other researchers (Zhang et al., 2011; Mehdipour and Khayat, 2016).
Consider a paste (or the paste portion of mortar or concrete), which is comprising of water and cementitious materials, the amount of excess water available for lubrication is determined by the water content and packing density of cementitious materials. The excess water forms water films coating the cementitious materials particles with an average thickness dependent on the solid surface area of cementitious materials (Helmuth, 1980; Claisse et al., 2001; Ferraris et al., 2001; Park et al., 2005; Nanthagopalan et al., 2008). Recently, the authors have proposed to adopt the notion of powder paste (the powder refers to particles finer than 75 µm in size, as will be further elaborated below) in lieu of cementitious paste. By integrating the physical significance of water content, packing density, and solid surface area of powder (inclusive of cementitious materials) to a single entity known as the WFT, which is evaluated as the ratio of excess water to solid surface area, the authors’ research team has proven that the WFT is the most important factor governing the rheological properties of paste (Kwan and Wong, 2008; Wong and Kwan, 2008c; Li and Kwan, 2011b; Li et al., 2013).
Consider a mortar (or the mortar portion of concrete), which is comprising of paste and fine aggregate, the amount of excess paste is determined by the paste content and packing density of fine aggregate. The excess paste forms paste films coating the fine aggregate particles with an average thickness dependent on the solid surface area of fine aggregate (Banfill, 1994; Oh et al., 1999; De Schutter and Poppe, 2004; Miyake and Matsushita, 2007; Reddy and Gupta, 2008). In recent years, the authors’ research team has proposed to integrate the physical significance of paste content, packing density, and solid surface area of fine aggregate (the fine aggregate is taken as the portion with size finer than 1.2 mm, as will be further elaborated below) to a single entity known as the PFT, which is evaluated as the ratio of excess paste to solid surface area, and has shown that the WFT and PFT are the key factors governing the rheological properties of mortar (Kwan et al., 2010a; Kwan and Li, 2011; 2012; Li and Kwan, 2013).
Consider a concrete, which is comprising of mortar and coarse aggregate, the workability is dependent on the amount of mortar, which should be in surplus to that required for filling the voids between the coarse aggregate particles (Powers, 1968; Neville and Brooks, 2010; Neville, 2011). It has been established that the fresh properties of a concrete mix are closely related to the rheology of its mortar portion (Lachemi et al., 2007; Ng et al., 2009a). In a properly designed concrete mix, there should be a sufficiently thick layer of flowable mortar to form a coating wrapping every coarse aggregate particle (Domone, 2006). In view of the above, the authors’ research team has introduced the notions of excess mortar and MFT (Ng et al., 2009b; Kwan and Li, 2014). The excess mortar refers to the mortar in excess of that needed for filling the voids between coarse aggregate particles, whereas the MFT is determined as the ratio of excess mortar to solid surface area. The authors propose that whilst the WFT and PFT govern the rheology of the mortar portion, the MFT has governing effects on the rheological properties of the concrete mix.
Fig. 1 illustrates the physical meaning of WFT, PFT, and MFT. The authors believe that the WFT, PFT, and MFT are the major factors affecting the performance of concrete. To illustrate the significance of these film thicknesses, a series of concrete mixes with different combinations of water/cement (W/C) ratio, cement paste volume (CPV), and fine/total aggregate (F/T) ratio were produced and tested for their rheological properties, including the flow spread, flow rate, sieve segregation index (SSI), and U-box filling height. With the combined effects of WFT, PFT, and MFT well understood, the film thicknesses would together form the basis of a new method of concrete mix design, which is hereby named as the three-tier mix design method. The core concept is to design the concrete mix systematically and sequentially in three tiers, firstly the paste, secondly the mortar, and finally the concrete, by adopting suitable values of the WFT, PFT, and MFT. It is envisaged that this new mix design method will enable optimisation of various concrete mix parameters to achieve best overall performance.

(a) Water film thickness; (b) Paste film thickness; (c) Mortar film thickness
2 Measurement of packing density
2.1 Principle of measurement
At the outset, the terms used to describe the packing behaviour of cementitious materials are defined. In a bulk volume of granular material, the voids are the interstitial space between the solid particles. The voids content (denoted by ε) is defined as the ratio of the volume of voids to the bulk volume of the granular material, while the voids ratio (denoted by u) is defined as the ratio of the volume of voids to the solid volume of the granular material. They are inter-related by
In a paste/mortar/concrete, the voids may be filled with water or air or both. The water content (denoted by εw) is defined as the ratio of the volume of water to the bulk volume of the granular material and the water ratio (denoted by uw) is defined as the ratio of the volume of water to the solid volume of the granular material. On the other hand, the air content (denoted by εa) is defined as the ratio of the volume of air to the bulk volume of the granular material and the air ratio (denoted by ua) is defined as the ratio of the volume of air to the solid volume of the granular material. These parameters are related to each other by the following equations:
The solid concentration of the granular material (denoted by ϕ) is defined as the ratio of the solid volume of the granular material to the bulk volume of the granular material. It may be evaluated using the following equation (Wong and Kwan, 2008b):
The packing density is not the same as the solid concentration, which varies with the W/CM ratio. When the W/CM ratio is relatively high, the solid particles are dispersed in the water, resulting in a solid concentration that decreases as the W/CM ratio increases. On the other hand, when the W/CM ratio is relatively low, the water content is insufficient to thoroughly mix with the solid particles to form a paste, resulting in a solid concentration that decreases as the W/CM ratio decreases.
The proposed test method has the following characteristics:
-
(1)
It is a wet packing method. In other words, it mixes the sample cementitious materials with water to form water-bound granules, of which the voids content and solid concentration are measured.
-
(2)
It does not rely on any consistence observation or measurement. Instead, the W/CM ratio is varied and the resulting voids content and solid concentration are determined by measuring the apparent density of the granules.
-
(3)
Since the voids content and solid concentration are evaluated from the apparent density, the air content is automatically taken into account. In fact, the air content may also be evaluated for analysis.
-
(4)
The mixing procedure, which has been found during trials to be crucial to the success of the method, is specially designed to achieve thorough mixing within a reasonable duration.
Regarding the design of mixing procedure, the consistence would vary with mixing time and in general, a longer mixing time would improve the consistence up to a certain limit. When the water content is low and/or very fine materials are dealt with, conventional mixing procedure would require a long time to achieve thorough mixing. Very often, the mixture remained for a long time in the form of discrete water-bound granules with dry surfaces and it was only when the mixing time was considerably prolonged then the granules eventually coalesced together to form a thick paste (Wong and Kwan, 2008b). This situation could be improved by adding the powder to the water in small increments so that a slurry is first formed in the mixer, as incorporated in the procedures described in the following section.
2.2 Procedures of wet packing test
The water ratio uw defined above is the same as the water/solid (W/S) ratio by volume. There is an optimum W/S ratio at which maximum solid concentration is achieved. The maximum solid concentration, which occurs when the solid particles are tightly packed amongst each other, is taken as the packing density of the particle system. Therefore, to determine the packing density, it is necessary to carry out the wet packing tests at different W/S ratios over a wide enough range to cover the optimum W/S ratio for maximum solid concentration. For the case without previously obtained test data to indicate an appropriate range, it is suggested to start at a W/S ratio by volume of 1.0 for the first test and then successively reduce the W/S ratio for further tests until the solid concentration has reached a maximum value and subsequently dropped.
The equipment required for wet packing test is simple and essentially the same as those specified in European Standard BS EN 196: Parts 1 and 3 (BSI, 2005; 2016). The procedures of the test are described below:
-
(1)
Set the W/S ratio at which the wet packing test is to be carried out. Weigh the required quantities of water, solids (cementitious materials or aggregates), and SP (if any) in separate containers.
-
(2)
If the solids consist of several ingredient materials blended together, pre-mix the materials in dry for 2 min.
-
(3)
Add all the water into the mixing bowl.
-
(4)
Add half of the solids and SP into the mixing bowl and run the mixer at low speed for not less than 3 min.
-
(5)
Divide the remaining solids and SP into four equal portions. Add the remaining solids and SP into the mixing bowl one portion at a time and after each addition run the mixer at low speed for not less than 3 min.
-
(6)
Transfer the mixture to a cylindrical mould and fill the mould to excess. If compaction is to be applied, apply compaction at this stage. Remove the excess with a straight edge and weigh the amount of paste in the mould.
-
(7)
For testing of cementitious materials, if so desired, the consistence of the paste may be measured at this stage by carrying out the penetration test with the Vicat apparatus. It should be noted however that the consistence measurement is not strictly necessary, as the consistence results will not be used to calculate the packing density.
-
(8)
Repeat steps (1) to (7) at successively lower W/S ratios until the maximum solid concentration, i.e., the packing density, has been found.
From the test results so obtained, the voids ratio, air ratio, and solid concentration may be determined as elucidated in the following. Let the mass and volume of paste in the mould be M and V, respectively (the mould used by the authors was of 62 mm diameter×60 mm height but any other mould of similar size may also be used). If the cementitious materials consist of several different materials denoted by α, β, γ, and so forth, the solid volume of the cementitious materials Vc and the volume of the water Vw in the mould may be worked out from the following equations (Wong and Kwan, 2008a):
in which ρw is the density of water, ρ α , ρ β , and ρ γ are respectively the solid densities of α, β, and γ, and R α , R β , and R γ are respectively the volumetric ratios of α, β, and γ to the total solid. Having obtained Vc and Vw, the voids ratio u, air ratio ua, and solid concentration ϕ may be determined as
Fig. 2 illustrates the results from wet packing test by plotting the voids ratio against the W/S ratio. In the same graph, the equality line of equality “εa=0” is drawn (because εa=0 when u=uw). The air ratio ua may be obtained as u–uw, i.e., the vertical distance between the voids ratio curve and the “εa=0” line. The voids ratio versus W/S ratio curve is concave in shape. At the lowest point of the voids ratio curve, the minimum voids ratio umin and the basic water ratio uwb (the water ratio yielding minimum voids ratio) can be determined.

Voids ratio versus water/solid ratio
3 Experimental details
3.1 Materials and mix proportions
To illustrate the relevance of packing and film thickness theories to the rheological properties of concrete, a series of 32 trial concrete mixes produced and tested in the laboratory are presented in this paper. The materials employed in the concrete mixes are as follows. An ordinary Portland cement (OPC) of strength class 52.5 N in compliance with European Standard BS EN 197-1: 2011 (BSI, 2011) was used. It had a relative density of 3.11. The fine and coarse aggregates were crushed granite rock complying with European Standard BS EN 12620: 2013 (BSI, 2013). The fine aggregate had a nominal maximum size of 5 mm, whereas the coarse aggregate included 10 mm and 20 mm nominal size aggregates. Both the fine and coarse aggregates were of the same source and had the same relative density of 2.56.
For the OPC and the portion of fine aggregate finer than 1.2 mm, a laser diffraction particle size analyser was utilised to measure the respective particle size distributions. It works by measuring the angular variation in intensity of light scattered as a laser beam passes through the dispersed particle sample. For the portion of fine aggregate coarser than 1.2 mm, the 10 mm coarse aggregate, and the 20 mm coarse aggregate, sieve analysis by means of the mechanical sieving method was utilised to determine the respective particle size distributions. The resulting particle size distributions are depicted in Fig. 3, from which the specific surface areas of these materials were determined and are listed in Table 1.

Particle size distributions of cement and aggregates
A polycarboxylate-based SP complying with European Standard BS EN 934-2: 2009 (BSI, 2009a) was added to the concrete mixes. It was in liquid form with a solid content of 20% and a relative density of 1.03. Basically, its molecular structure can be characterized by a main chain formed by an active monomer attached with side chains formed by graft copolymers. The SP could disperse the fine particles in concrete by dual actions of steric hindrance and electrostatic repulsion.
Among the 32 concrete mixes, the mix parameters including W/C ratio, CPV, and F/T ratio were varied, as follows. The W/C ratio by weight was varied between 0.25 and 0.55 in increments of 0.10; the CPV was set at 30% and 34% by volume of concrete; and the F/T ratio by weight was varied between 0.3 and 0.6 in increments of 0.1. Among all concrete mixes, the ratio of 10 mm to 20 mm aggregate was fixed at 1.0 and the SP dosage was fixed at 2% by weight of the cement content. Each concrete mix was designated a mix reference in the form of W/C ratio-CPV-F/T ratio for ease of identification, as listed in Table 2. In the same table, the average 28-d cube compressive strength of the concrete mixes measured by three 150 mm cubes according to European Standard BS EN 12390-3: 2009 (BSI, 2009b) is presented. The 28-d cube strength was ranging from 42 MPa to 106 MPa, which was able to cover a wide range of concrete mixes for practical applications.
A laboratory pan mixer was employed to mix the concrete ingredients. In the mixing process, the cement and aggregates were first batched into the mixer and pre-mixed under dry condition for 1 min. The water and SP were then added into the mixer and the concrete was mixed under wet condition for not less than 3 min. After mixing, fresh concrete was sampled from the batch for undergoing the slump flow test, V-funnel test, sieve segregation test, and U-box test. These tests had been employed to testify the desirable rheology of self-consolidating concrete mixes by the authors’ research team (Ng et al., 2006; 2008; Kwan and Ng, 2008; 2009; Li and Kwan, 2013; Kwan and Ling, 2015; Ling and Kwan, 2015). The tests were conducted within 30 min, during which the changes in rheological properties should be insignificant.
3.2 Tests of fresh concrete
The slump flow test, V-funnel test, sieve segregation test, and U-box test respectively measure the static flowability, dynamic flowability, cohesiveness, and passing ability of the fresh concrete mixes (Ng et al., 2006; Kwan and Ng, 2008). The methodology of these tests is explicated in the following.
The slump flow test was performed using the standard slump cone in accordance with European Standard BS EN 12350-8: 2010 (BSI, 2010a). In performing the test, the fresh concrete mix was filled into the slump cone, the top surface of concrete was trowelled flat, and then the slump cone was lifted vertically upwards to allow the fresh concrete to slump by gravity to form a patty. The diameters of patty were measured at two mutually perpendicular locations and the results were averaged to give the flow spread of the concrete mix. In addition, the patty was observed for any sign of segregation. If an annular strip of paste or mortar separated from the coarse aggregates appeared at the edge of patty due to segregation, the width of the paste or mortar strip was measured at four perpendicular diametral locations and the average was taken as the segregation width.
The V-funnel test was conducted in accordance with European Standard BS EN 12350-9: 2010 (BSI, 2010b). In performing the V-funnel test, the bottom gate of the funnel was initially closed to shut off the bottom orifice. Fresh concrete was gently placed into the funnel up to the top. The concrete top surface was then levelled, and the bottom gate of funnel was opened instantly to discharge the fresh concrete through the bottom orifice. The time taken for complete discharge of concrete as indicated by light passing through the bottom orifice was recorded as the V-funnel time. The volume of concrete in the funnel was divided by the V-funnel time to give the flow rate of the concrete mix.
The sieve segregation test followed that stipulated in European Standard BS EN 12350-11: 2010 (BSI, 2010c). A 5 mm sieve complying with British Standard BS 410-2: 2000 (BSI, 2000) was employed for the test. In performing the sieve segregation test, fresh concrete of approximately 10 L in volume was placed in a 300 mm diameter plastic container and then left undisturbed. After waiting for 15 min to allow settlement and bleeding to take place, the upper 2 L (approximately 4.8 kg) of concrete in the container was gently poured from a height of 500 mm onto the 5 mm sieve and allowed to drip through the sieve to be collected by a base receiver underneath. After the dripping had stopped, the proportion of mortar (in percentage) collected by the base receiver was determined by weighing, and was taken as the SSI of the concrete mix. In general, a concrete mix with lower cohesiveness would have a larger proportion of mortar dripped to the base receiver, and vice versa. Therefore, a higher SSI value generally indicates lower stability against segregation, and vice versa.
The U-box employed in the test had the same design as that described by Okamura and Ouchi (2003). Its shape resembled a U-shape, and has a storing compartment and a filling compartment. Between the two compartments, there was an opening provided with three plain round steel bars of 12 mm diameter. The bars simulated the obstruction due to closely spaced reinforcing bars in concrete construction. A vertical sliding gate was provided at the opening to control the flow of concrete. The sliding gate was initially closed at start of test and the whole storing compartment was gently filled up by fresh concrete. Then the sliding gate was lifted open to allow the flowing of concrete mix from the storing compartment to the filling compartment under its own weight. After the flow had ceased, the height of concrete in the filling compartment was measured as the filling height of the concrete mix.
4 Determination of WFT, PFT, and MFT
4.1 Determination of WFT
To determine the WFT in a concrete mix, the packing density ϕ of all the solid particles in the concrete mix (cement plus aggregate) should first be measured using the wet packing test. The corresponding minimum voids ratio u can be determined from Eq. (10), and the excess water ratio \({u_{\rm{w}}}^\prime\) (which means the ratio of the volume of excess water to the solid volume of all the particles) can be calculated per Eq. (11):
where uw denotes the water ratio of the concrete mix (the ratio of the volume of water to the solid volume of all particles). From the overall particle size distribution results, the specific surface area AS of all the particles (i.e., the solid surface area per unit solid volume of all the particles) can be evaluated. With known values of \({u_{\rm{w}}}^\prime\) and AS, the WFT, which has the physical meaning of being the average thickness of water films coating the solid particles, may be obtained as
4.2 Determination of PFT
The determination of PFT follows a similar approach. Nevertheless, the authors have observed that the fines in the aggregate (i.e., the portion of aggregate finer than 75 µm) tended to intermix with the cementitious materials and water so that it became a non-separable part of the paste. Hence, it is necessary to redefine the paste. Using 75 µm as a dividing line, the authors suggest to define the powder as the particles finer than 75 µm (inclusive of the cementitious materials and the fines in the aggregate) and the powder paste as the mixture of water and powder (contrarily, the cement paste is the mixture of water and cement, without the inclusion of fines in the aggregate). Since normally a certain amount of fines exists in the aggregate and would form part of the paste, the paste should more appropriately be taken as the powder paste instead of the cement paste. Thus, the PV should consist of the volume of water, solid volume of cement, and solid volume of fines in the aggregate. Consequently, in the determination of packing density of aggregate for the purpose of calculating the PFT, the portion of aggregate finer than 75 µm should be excluded.
By means of the wet packing test, the packing density ϕg of the aggregate particles >75 µm in size can be obtained. The corresponding minimum voids ratio ug can be determined from Eq. (13), and the excess paste ratio \({u_{\rm{p}}}^\prime\) (which means the ratio of the volume of excess paste to the solid volume of the aggregate particles >75 µm) can be evaluated per Eq. (14):
where up denotes the paste ratio of the concrete mix (the ratio of the PV to the solid volume of the aggregate particles >75 µm). From the respective particle size distribution results, the specific surface area AG of the aggregate particles >75 µm (i.e., the solid surface area per unit solid volume of the aggregate particles >75 µm) can be evaluated. With known values of \({u_{\rm{p}}}^\prime\) and AG, the PFT, which has the physical meaning of being the average thickness of paste films coating the aggregate particles >75 µm, may be obtained as
4.3 Determination of MFT
The determination of MFT also follows a similar approach. Nevertheless, the authors have observed that when a concrete mix exhibited sign of segregation, the fine aggregate particles finer than 1.2 mm tended to be staying with the paste. In view of this observation, it has been postulated that the fine aggregate particles >1.2 mm would behave in a different manner from the larger size particles, such that the coherent mixture of paste and fine aggregate particles <1.2 mm would have greater influence on the rheological properties of concrete compared to the mixture of paste and fine aggregate with 5.0 mm maximum size (Kwan and Li, 2014; Kwan and Ling, 2015). Herein, the authors suggest to redefine the mortar portion of concrete as the mixture of paste and fine aggregate particles finer than 1.2 mm (it is in fact usual to use mortar mixes containing fine aggregates of maximum size up to 1.2 mm for screeding, rendering and blockwork applications). Consequently, in the determination of packing density of aggregate for the purpose of calculating the MFT, all the aggregate particles larger than 1.2 mm should be included.
Using the wet packing test, the packing density ϕc of the aggregate particles >1.2 mm in size can be obtained. The corresponding minimum voids ratio uc can be determined from Eq. (16), and the excess mortar ratio \({u_{\rm{m}}}^\prime\) (which means the ratio of the volume of excess mortar to the solid volume of the aggregate particles >1.2 mm) can be calculated per Eq. (17):
where um denotes the mortar ratio of the concrete mix (the ratio of the volume of mortar to the solid volume of the aggregate particles >1.2 mm). From the respective particle size distribution results, the specific surface area AC of the aggregate particles >1.2 mm (i.e., the solid surface area per unit solid volume of the aggregate particles >1.2 mm) can be evaluated. With known values of \({u_{\rm{m}}}^\prime\) and AC, the MFT, which has the physical meaning of being the average thickness of mortar films coating the aggregate particles >1.2 mm, may be obtained as
4.4 Redefining aggregate classifications
The foregoing discussion has pointed out that as far as the paste is concerned, the portion of aggregate particles finer than 75 µm in size (generally referred to as the fines content) tends to be intermixed with the cementitious materials and water to form part of the paste, which is collectively referred to as the powder paste by the authors. In fact, the fines content influences the rheology of concrete in a different manner from the remaining portion of fine aggregate (Fung et al., 2009b; Kwan et al., 2014). Furthermore, from extensive research on high-flowability concrete, the authors’ research team has found that whilst the portion of aggregate particles larger than 1.2 mm in size tends to segregate from the paste, the portion of fine aggregate particles finer than 1.2 mm in size tends to stay with the paste to form a coherent mass, which is defined as the mortar portion by the authors (Ng et al., 2006; 2008; Kwan and Ng, 2009).
Based on the above-mentioned phenomena, in calculating the PFT, the fines content is included in the PV but excluded in the solid surface area to be coated, while in calculating the MFT, the portion of fine aggregate finer than 1.2 mm is included in the mortar volume but excluded in the solid surface area to be coated (Kwan and Li, 2014). Regarding the effect of aggregate proportioning on the rheology of concrete, the authors advocate the redefinition of classes of aggregate (Kwan and Ling, 2015), as given in the following. According to the new classification, the fine aggregate is redefined such that it has a particle size of smaller than 1.2 mm, the coarse aggregate is redefined such that it has a particle size of larger than 5 mm, and a new class named as the medium aggregate is defined as the aggregate having a particle size of larger than 1.2 mm but smaller than 5 mm.
The authors further advocate that the three-tier concrete mix design method for HPC should be based on the new classification of aggregates. This would result in better aggregate proportioning in concrete mixes, which not only improve the rheology, but also allows possible reduction of CPV to achieve the same desired workability (Kwan and Ling, 2015), so as to reduce the cement consumption and enhance the sustainability of concrete construction.
5 Experimental results of rheological properties
From the slump flow test, the flow spread results obtained are tabulated in the second column of Table 3 and plotted against the W/C ratio for different CPV and F/T ratios in Fig. 4. It is found that over the range of W/C ratio covered, at all CPV and F/T ratios, the flow spread increased with the W/C ratio at a gradually diminishing rate. Moreover, the flow spread was generally higher when the CPV was larger. These phenomena can be explained by the increase in water content at increasing W/C ratio and/or CPV. Meanwhile, it can be seen from Fig. 4 that at the same W/C ratio and CPV, the flow spread decreased with increasing F/T ratio. The underlying reason might be when the F/T ratio was higher, the surface area of aggregates was larger and the inter-particle friction became greater.

Variations of flow spread
For a number of concrete mixes, segregation was noticed during the slump flow test and the segregation width was measured, as listed in the third column of Table 3. By observation, when the segregation width was greater than 50 mm, the segregation problem appeared to be serious. Therefore, a segregation width >50 mm may be regarded as an indicator of serious segregation. In Fig. 4, the data points corresponding to those concrete mixes exhibiting serious segregation are circled for ease of visualisation. Apparently, serious segregation often occurred at W/C ratio of 0.45 or higher, and/or at F/T ratio of 0.4 or lower.
From the V-funnel test, the flow rate results obtained are tabulated in the fourth column of Table 3 and plotted against the W/C ratio for different CPV and F/T ratios in Fig. 5. It is seen that for all CPV and F/T ratios, the flow rate increased with the W/C ratio at an approximately constant rate. Moreover, the flow rate was generally higher at larger CPV. The underlying reason of these observations would be due to the increased water content at increasing W/C ratio and/or CPV. Meanwhile, Fig. 5 also reveals that at constant W/C ratio and CPV, the flow rate decreased as the F/T ratio increased.

Variations of flow rate
From the sieve segregation test, the SSI results obtained are listed in the fifth column of Table 3 and plotted against the W/C ratio for different CPV and F/T ratios in Fig. 6. It is noted that at relatively low W/C ratios, the SSI was almost zero, while at W/C ratios exceeding a certain value, the SSI began to increase with the W/C ratio. Moreover, at a larger CPV or a lower F/T ratio, the SSI started to increase at lower W/C ratio; such that at the same W/C ratio, the SSI was higher. Thus, the segregation stability (and cohesiveness) of a concrete mix is in general higher at lower W/C ratio, smaller CPV or higher F/T ratio. To examine the relation between SSI and segregation behaviour, the data points corresponding to those concrete mixes exhibiting serious segregation during slump flow test are circled in Fig. 6. Apparently, the majority of concrete mixes having SSI of higher than 20% had segregation problem. Therefore, it is suggested that the SSI may be limited to 20%, above which the concrete mix would be prone to segregation.

Variations of SSI
From the U-box test, the filling height results obtained are tabulated in the last column of Table 3 and plotted against the W/C ratio for different CPV and F/T ratios in Fig. 7. It is observed that at relatively low W/C ratios, the filling height remained at almost zero, while at W/C ratios exceeding a certain value, the filling height began to increase with the W/C ratio until reaching a certain maximum value. Comparing the results of concrete mixes at CPV of 30% and 34%, it is evident that at a larger CPV, the filling height started to increase at a lower W/C ratio; such that at the same W/C ratio, the filling height was considerably higher. Thus, the passing ability of a concrete mix is in general better at higher W/C ratio or larger CPV. It is also noticed that the F/T ratio had a bearing on the passing ability but its effect seemed to be coupled with the CPV. At a CPV equal to 30%, the filling height decreased with increasing F/T ratio, whilst at a CPV equal to 34%, the filling height increased with increasing F/T ratio.

Variations of U-box filling height
6 Packing density and film thickness results
In the following, the experimental results of packing densities, WFT, PFT, and MFT are inspected. The packing density result of all solid particles in the concrete is presented in the second column of Table 4, where the values were within the range from 0.873 to 0.894. Maximum values of packing density were generally attained at F/T ratios of 0.3 to 0.5. Besides, the packing density result of the portion of aggregate >75 µm is presented in the second column of Table 5, where the values were ranging from 0.735 to 0.743 with a peak value of 0.743 occurring at F/T ratio of 0.4. The packing density result of the portion of aggregate >1.2 mm is presented in the second column of Table 6 (p.773), where the values were ranging from 0.654 to 0.710 with a peak value of 0.710 occurring at F/T ratio of 0.5.
Despite the apparently small changes of packing densities in the above, the corresponding excess water ratios, excess paste ratios, and excess mortar ratios varied considerably, as tabulated in Tables 4 to 6. For example, at W/C ratio of 0.25 and CPV of 30%, while the packing density of all solid particles varied between 0.880 and 0.890 (equivalent to a change of 1.1%), the excess water ratio ranged from 0.023 to 0.035 (i.e., an increase of 52%). Similarly, while the packing density of aggregate particles >75 µm varied between 0.735 and 0.743 (equivalent to a change of 1.1%), the excess paste ratio ranged from 0.123 to 0.166 (i.e., an increase of 35%). Likewise, while the packing density of aggregate particles >1.2 mm varied between 0.654 and 0.710 (equivalent to a change of 8.6%), the excess mortar ratio ranged from 0.245 to 0.857 (i.e., an increase of 250%).
For evaluation of film thicknesses, the specific surface areas of all the solid particles, portion of aggregate particles >75 µm, and portion of aggregate particles >1.2 mm in the concrete mixes have been computed from their respective particle size distributions, and are tabulated respectively in Tables 4, 5, and 6. From these results, it is obvious that the specific surface areas are heavily dependent on the mix parameters including W/C ratio, CPV, and F/T ratio. In principle, a lower W/C ratio, a larger CPV or a higher F/T ratio would proliferate the surface area of all solid particles to be coated by water films, whereas a higher F/T ratio would proliferate the surface area of aggregate particles >75 µm to be coated by paste films as well as the surface area of aggregate particles >1.2 mm to be coated by mortar films.
Based on the above results, the WFT, PFT, and MFT values of each concrete mix may be calculated per Eq. (12), Eq. (15), and Eq. (18), respectively, as tabulated in the last columns of Tables 4 to 6. As shown in Table 4, the WFT is ranging between 0.072 µm and 0.588 µm, and is always increasing with the W/C ratio and CPV but decreasing with increasing F/T ratio. As shown in Table 5, the PFT is ranging between 26.5 µm and 63.9 µm, and is always increasing with the CPV but decreasing with increasing F/T ratio. As shown in Table 6, the MFT is ranging between 0.33 mm and 0.92 mm, and is always increasing with the CPV and F/T ratio. It should be noted that the respective ranges of WFT, PFT, and MFT values had different order of magnitudes.
7 Combined effects of WFT, PFT, and MFT
7.1 Effects of film thicknesses on flow spread
The flow spread is plotted against the WFT in Fig. 8a. The graph reveals that when the WFT was smaller than 0.14 µm, the flow spread was very close to 200 mm (because the slump cone had a base diameter of 200 mm, this flow spread value means no flowability). On the other hand, when the WFT was larger than 0.14 µm, the flow spread increased with the WFT at a diminishing rate. By conducting multi-variable regression analysis, the correlation between flow spread and WFT, PFT, and MFT is studied. The best-fit curves so obtained are plotted in the same figure, in which the formulas of regression result are also shown. It can be seen that every data point lies very closely to one of the flow spread versus WFT curves. The coefficient of correlation R2 achieved is as high as 0.961, demonstrating that the film thicknesses are key factors governing the flow spread.

(a) Flow spread versus WFT; (b) Variations of flow spread at WFT equal to 0.4 µm
In order to reflect the individual effects of the PFT and MFT, at a constant WFT of 0.40 µm, the flow spread is plotted against the PFT for distinct values of MFT using the regression formula obtained above, as shown in Fig. 8b. The graph reveals that at the same WFT, the flow spread increased with the PFT at a diminishing rate, indicating that the PFT has positive effect on the flow spread. In contrast, the flow spread changed with the MFT marginally, indicating that the MFT has minor effect on the flow spread.
For concrete mixes having segregation widths larger than 50 mm, the corresponding data points are circled in the figure. It is notable that at WFT exceeding 0.40 µm, serious segregation was likely to occur. Therefore, when the WFT is larger than 0.40µm, preventive measures against segregation such as reducing the SP dosage and/or lowering the W/CM ratio should be adopted.
7.2 Effects of film thicknesses on flow rate
The flow rate is plotted against the WFT in Fig. 9a. The graph reveals that at WFT smaller than 0.14 µm, the flow rate remained near to zero but at larger WFT, the flow rate increased with the WFT at a gradually increasing rate. By conducting multi-variable regression analysis, the correlation between flow rate and WFT, PFT, and MFT is studied. The best-fit curves so obtained are plotted in the same figure, in which the formulas of regression result are shown. A fairly high R2 value of 0.942 is achieved, demonstrating that the film thicknesses are key factors governing the flow rate.

(a) Flow rate versus WFT; (b) Variations of flow rate at WFT equal to 0.4 µm
In order to reflect the individual effects of the PFT and MFT, at a constant WFT of 0.40 µm, the flow rate is plotted against the PFT for distinct values of MFT using the regression formula obtained above, as shown in Fig. 9b. The graph reveals that at the same WFT, the flow rate increased linearly with the PFT, indicating that the PFT has positive effect on the flow rate. Conversely, the flow rate dropped significantly when the MFT increased, indicating that the MFT has negative effect on the flow rate. Such negative effect might be due to the need to overcome a higher viscosity of concrete with larger MFT by the dynamic shear strain arisen during the V-funnel test, resulting in a lower flow rate.
7.3 Effects of film thicknesses on SSI
The SSI is plotted against the WFT in Fig. 10a. The graph reveals that when the WFT was smaller than a certain value which is dependent on the PFT and MFT, the SSI was almost zero but at larger WFT, the SSI increased with the WFT at a gradually increasing rate. Furthermore, it should be noted that when the WFT increased to beyond 0.40 µm, the majority of SSI results exceeded the 20% limit, above which the concrete mix would be susceptible to segregation. By conducting multi-variable regression analysis, the correlation between SSI and WFT, PFT, and MFT is studied. The best-fit curves so obtained are plotted in the same figure, in which the formulas of regression result are shown. A reasonably high R2 value of 0.901 is achieved, demonstrating that the film thicknesses are key factors governing the SSI.

(a) SSI versus WFT; (b) Variations of SSI at WFT equal to 0.4 µm
In order to reflect the individual effects of the PFT and MFT, at a constant WFT of 0.40 µm, the SSI is plotted against the PFT for distinct values of MFT using the regression formula obtained above, as shown in Fig. 10b. The graph reveals that at the same WFT, the SSI increased with the PFT at an approximately constant rate, indicating that the PFT has negative effect on the cohesiveness. Such negative effect might be explained by the higher water content at larger PFT. On the other hand, the SSI decreased slightly at larger MFT, indicating that the MFT has a slight positive effect on the cohesiveness.
7.4 Effects of film thicknesses on filling height
The filling height is plotted against the WFT in Fig. 11a. The graph reveals that when the WFT was smaller than 0.14 µm, the filling height was almost zero but at larger WFT, the filling height increased with the WFT at a diminishing rate. Nonetheless, at WFT exceeding 0.40 µm, the filling height became independent on the WFT. In fact, when the WFT was within the range from 0.3 µm to 0.6 µm, the PFT and MFT appeared to be a lot more influential on the filling height compared to the WFT. By conducting multi-variable regression analysis, the correlation between filling height and WFT, PFT, and MFT is studied. The best-fit curves so obtained are plotted in the same figure, in which the formulas of regression result are shown. A reasonably high R2 value of 0.824 is achieved, demonstrating that the film thicknesses are key factors governing the filling height.

(a) Filling height versus WFT; (b) Variations of filling height at WFT equal to 0.4 µm
In order to reflect the individual effects of the PFT and MFT, at a constant WFT of 0.40 µm, the filling height is plotted against the PFT for distinct values of MFT using the regression formula obtained above, as shown in Fig. 11b. The graph reveals that at the same WFT, the filling height increased with the PFT up to a PFT value of 44 µm and it ceased further increasing. Besides, the filling height increased with the MFT. Therefore, both the PFT and MFT have positive effects on the passing ability. When the PFT exceeded 44 µm, the effect of MFT was a lot more significant compared to the PFT.
8 Three-tier mix design method
From the experimental findings, it has been clearly demonstrated that the governing factors affecting the rheology of concrete are the WFT, PFT, and MFT, in connection with which it is suggested to revamp the design philosophy of HPC by a scientific approach. On the basis of the packing and film thickness theories, the authors advocate the development of a new three-tier concrete mix design method. That is, to design the concrete mix in three tiers of increasing particle size range, firstly the paste tier, secondly the mortar tier, and finally the concrete mix tier, by adopting suitable values of film thicknesses. With incorporation of the redefined aggregate classification presented earlier, the three tiers are elaborated below:
-
(1)
First tier (paste tier): cementitious materials and powders (≤75 µm in size) which form the powder paste when mixed with water.
-
(2)
Second tier (mortar tier): fine aggregate particles (≤1.2 mm and >75 µm in size) which form the mortar when mixed with the powder paste.
-
(3)
Third tier (concrete mix tier): medium aggregate particles (≤5 mm and >1.2 mm in size) and coarse aggregate particles (>5 mm in size) which form the concrete when mixed with the mortar.
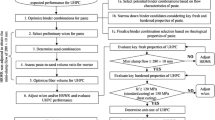
The mix design of each tier can be considered as a stage in the mix design process of HPC. Basically, the paste, mortar, and concrete phases are considered and optimised successively, leading to the optimised mix design of HPC. Fig. 12 illustrates the three-tier mix design method. In carrying out mix design, appropriate values of film thicknesses need to be chosen. In this regard, the experimental results provide guidelines to establish rational ranges for WFT, PFT, and MFT.

Three-tier concrete mix design method
On the role of WFT, it is the most important factor governing the rheological properties of concrete. Regarding the flowability, at WFT≤0.14 µm, the concrete would have no flowability and such should be avoided; at WFT>0.14 µm, the flow spread would increase with the WFT at a diminishing rate while the flow rate would increase with the WFT at an increasing rate. Regarding the cohesiveness, the SSI would increase with the WFT at an increasing rate and when WFT>0.40 µm, the SSI could exceed 20% and there would be high risk of segregation. Regarding the passing ability, the filling height would increase with the WFT at a diminishing rate up to a WFT of 0.40 µm, thereafter the filling height would cease further increasing. To sum up, the WFT has positive effects on the flow spread and flow rate, negative effect on the cohesiveness, and positive effect up to a WFT of 0.40 µm on the passing ability.
On the role of PFT, regarding the flowability, the flow spread would increase with the PFT at a diminishing rate while the flow rate would increase linearly with the PFT. Regarding the cohesiveness, the SSI would increase with the PFT at an approximately constant rate. Regarding the passing ability, the filling height would increase with the PFT up to a PFT of 44 µm, thereafter the filling height would cease further increasing. To sum up, the PFT has positive effects on the flow spread and flow rate, negative effect on the cohesiveness, and positive effect up to a PFT of 44 µm on the passing ability.
On the role of MFT, the flow spread would not change noticeably with the MFT while the flow rate would decrease with increasing MFT. Regarding the cohesiveness, the SSI would slightly decrease at larger MFT. Regarding the passing ability, the filling height would increase with the MFT. To sum up, the MFT has minor effect on the flow spread, negative effect on the flow rate, slight positive effect on the cohesiveness, and significant positive effect on the passing ability.
The roles of film thicknesses should be duly considered during the design of HPC. Firstly, for WFT, there is a lower limit of approximately 0.14 µm for flowability concern and an upper limit of approximately 0.40 µm for segregation stability concern. Therefore, a suitable value of WFT should be within the interval from 0.14 µm to 0.40 µm. The strength requirement is also a major design criterion to be satisfied. To start with, the highest W/CM ratio that would meet the required strength is selected. The WFT of cementitious materials paste may be calculated from the selected W/CM ratio, the packing density, and surface area of the cementitious materials. For conducting preliminary design, initially the WFT of the powder paste may simply be set as the WFT of the cementitious materials paste. If the calculated WFT is smaller than 0.14 µm, the packing density of cementitious materials shall be increased to bring the WFT upwards. To do so, the particle size distribution of cementitious materials should be optimised, and the addition of a fine-size cementitious material or filler finer than cement to fill into the voids is advisable. If the calculated WFT is larger than 0.40 µm, a lower W/CM ratio should be used to bring the WFT downwards.
Secondly, the PFT should be designed in accordance with the flowability and cohesiveness requirements. From the experience gained by the authors, it appeared that a PFT less than 20 µm would give a rather low flowability even if the WFT is increased to as large as 0.40 µm. On the other hand, a PFT of greater than 60 µm might lead to the problem of serious segregation. Hence, it is suggested to adopt a PFT within the interval from 20 µm to 60 µm. To meet the flow spread requirement, the PFT can be determined from Fig. 8 using the calculated value of WFT (the effect of MFT is relatively insignificant and therefore may be neglected). To meet the flow rate requirement, the PFT can be determined from Fig. 9 using the calculated value of WFT and an assumed value of MFT (which will subsequently be considered). To ensure adequate cohesiveness of the concrete mix, the SSI should be checked using Fig. 10 based on the chosen values of WFT and PFT. If necessary, the WFT should be reduced to improve the cohesiveness, and the PFT should be redesigned with respect to the updated value of WFT.
Thirdly, the MFT should be designed in accordance with the flow rate and filling height requirements. As the MFT has negative effect on the flow rate but positive effect on the filling height, the MFT should be small enough to avoid impairing the flow rate as far as possible, and at the same time sufficiently large to satisfy the filling height requirement. In concrete production practice, if the target HPC mix needs to possess self-consolidating property, this would impose a stringent requirement on the filling height. In such case, the MFT should be set as 0.9 mm or above, and the PFT should be taken as not less than 44 µm, as per Fig. 11. If the target HPC mix does not need to possess self-consolidating property but needs to be pumpable, this would impose a stringent requirement on the flow rate. In such case, the MFT should be set a smaller value, and the PFT should be determined from Fig. 9 with respect to the flow rate requirement.
The preceding concrete mix design procedures form currently an interim framework of the three-tier mix design method. Further research is needed to refine the design method and develop full details for its implementation, which leads the path advancing from concrete technology to concrete science (Kwan and Fung, 2010; Kwan et al., 2010b). The procedures for predicting the packing densities of solid particles, evaluating the WFT, PFT, and MFT, and estimating the rheological properties of concrete have been computerized, and field testing of the computer programme will be conducted to verify its applicability.
9 Concluding remarks
In the foregoing, the packing and film thickness theories for the mix design of HPC have been presented. For accurate measurement of packing density of concrete materials, the wet packing test had been developed by the authors’ research team. From the results of wet packing test, the WFT, PFT, and MFT could be determined. As verified by an extensive experimental investigation reported herein, the WFT, PFT, and MFT are governing factors of the rheological performance of concrete. To illustrate the above, a series of concrete mixes with different combinations of W/C ratio, CPV, and F/T ratio produced in laboratory and tested for their flowability, cohesiveness, passing ability, and packing density have been presented. The experimental results have revealed significant correlation of the flow spread, flow rate, SSI, and U-box filling height with the WFT, PFT, and MFT. The various mix parameters influence the rheology of concrete through the corresponding changes in the film thicknesses. Furthermore, in view of the tendency of portion of aggregate particles >75 µm to intermix with the cementitious materials paste, and the tendency of fine aggregate particles >1.2 mm to stay with the paste, the authors advocate the redefinition of aggregate classifications, where the fine aggregate is redefined as having a particle size of smaller than 1.2 mm, the coarse aggregate is redefined as having a particle size of larger than 5 mm, and a new class named medium aggregate is defined as having a particle size of larger than 1.2 mm but smaller than 5 mm.
The framework of the three-tier concrete mix design method has been developed. The concrete mix is designed in three stages, each focuses on one tier: firstly the paste tier, secondly the mortar tier, and finally the concrete mix tier. To facilitate the choice of suitable values of WFT, PFT, and MFT for mix optimisation in successive tiers, the roles of film thicknesses have been established from the experimental results. For the WFT, it has positive effects on the flow spread and flow rate, negative effect on the cohesiveness and positive effect up to a WFT of 0.40 µm on the passing ability. For the PFT, it has positive effects on the flow spread and flow rate, negative effect on the cohesiveness, and positive effect up to a PFT of 44 µm on the passing ability. For the MFT, it has minor effect on the flow spread, negative effect on the flow rate, slight positive effect on the cohesiveness, and significant positive effect on the passing ability.
Based on the research findings, the authors recommend that in carrying out mix design of HPC, the WFT should be chosen within 0.14 µm to 0.40 µm, the PFT should be chosen within 20 µm to 60 µm, whereas the MFT should be chosen in accordance with the flow rate and filling height requirements. If the concrete needs to possess self-consolidating property, the MFT should be set as 0.9 mm or above. If the concrete needs to be pumpable, the MFT should be set a smaller value. Apart from improvement in rheological performance, the three-tier mix design method would also lead to better sustainability performance by more rational aggregate proportioning to reduce the CPV in concrete. Finally, the procedures for predicting the packing densities of solid particles, evaluating the film thicknesses from the mix parameters, and estimating the rheological properties of concrete have been computerized. Further research to refine the three-tier mix design method and develop full details for its implementation and the corresponding computerization is needed. It is envisaged that through continual research along this line, the notion of HPC would be radically transformed to a definitive science, with every performance attribute able to be precisely designed for in the mix design process.
References
Aïtcin, P.C., 1998. High-Performance Concrete. E & FN Spon, London, UK, p.591.
Anderegg, F.O., 1931. Grading aggregates II: the application of mathematical formulas to mortars. Industrial and Engineering Chemistry, 23(9):1058–1064. http://dx.doi.org/10.1021/ie50261a018
Banfill, P.F.G., 1994. Rheological methods for assessing the flow properties of mortar and related materials. Construction and Building Materials, 8(1):43–50. http://dx.doi.org/10.1016/0950-0618(94)90007-8
BSI (British Standards Institution), 2000. BS 410: Test Sieves-Technical Requirements and Testing. Part 2: Test Sieves of Perforated Metal Plate. BSI, UK.
BSI (British Standards Institution), 2005. BS EN 196: Methods of Testing Cement. Part 3: Determination of Setting Time and Soundness. BSI, UK.
BSI (British Standards Institution), 2009a. BS EN 934: Admixtures for Concrete, Mortar and Grout. Part 2: Concrete Admixtures-Definitions, Requirements, Conformity, Marking and Labelling. BSI, UK.
BSI (British Standards Institution), 2009b. BS EN 12390: Testing Hardened Concrete. Part 3: Compressive Strength of Test Specimens. BSI, UK.
BSI (British Standards Institution), 2010a. BS EN 12350: Testing Fresh Concrete. Part 8: Self-compacting Concrete-Slump-flow Test. BSI, UK.
BSI (British Standards Institution), 2010b. BS EN 12350: Testing Fresh Concrete. Part 9: Self-compacting Concrete-V-funnel Test. BSI, UK.
BSI (British Standards Institution), 2010c. BS EN 12350: Testing Fresh Concrete. Part 11: Self-compacting Concrete-Sieve Segregation Test. BSI, UK.
BSI (British Standards Institution), 2011. BS EN 197: Cement. Part 1: Composition, Specifications and Conformity Criteria for Common Cements. BSI, UK.
BSI (British Standards Institution), 2013. BS EN 12620: Aggregates for Concrete. BSI, UK.
BSI (British Standards Institution), 2016. BS EN 196: Methods of Testing Cement. Part 1: Determination of Strength. BSI, UK.
Claisse, P.A., Lorimer, P., Omari, M.A., 2001. Workability of cement pastes. ACI Materials Journal, 98(6):476–482.
De Larrard, F., 1999. Concrete Mixture Proportioning: A Scientific Approach. E & FN Spon, London & New York, p.421.
De Schutter, G., Poppe, A.M., 2004. Quantification of the water demand of sand in mortar. Construction and Building Materials, 18(7):517–521. http://dx.doi.org/10.1016/j.conbuildmat.2004.04.004
Domone, P., 2006. Mortar tests for self-consolidating concrete. Concrete International, 28(4):39–45.
Ferraris, C.F., Obla, K.H., Hill, R., 2001. The influence of mineral admixtures on the rheology of cement paste and concrete. Cement and Concrete Research, 31(2):245–255. http://dx.doi.org/10.1016/S0008-8846(00)00454-3
Fung, W.W.S., Ng, P.L., Kwan, A.K.H., 2009a. Effects of superplasticizer on flowability and cohesiveness of mortar. Proceedings, Materials Science and Technology in Engineering Conference, HKIE, Hong Kong, China, p.160–168.
Fung, W.W.S., Kwan, A.K.H., Wong, H.H.C., 2009b. Wet packing of crushed rock fine aggregate. Materials and Structures, 42(5):631–643. http://dx.doi.org/10.1617/s11527-008-9409-3
Furnas, C.C., 1931. Grading aggregates I: mathematical relations for beds of broken solids of maximum density. Industrial and Engineering Chemistry, 23(9):1052–1058. http://dx.doi.org/10.1021/ie50261a017
Helmuth, R.A., 1980. Structure and rheology of fresh cement paste. 7th International Congress of Chemistry of Cement, Paris, France, Sub-theme VI-0, p.16–30.
Kwan, A.K.H., Wong, H.H.C., 2007. Water film thickness: a fundamental parameter governing rheology of selfconsolidating concrete. Proceedings, 1st Cross-Strait Conference on Concrete Technology, Taiwan, China, p.63–74.
Kwan, A.K.H., Wong, H.H.C., 2008. Effects of packing density, excess water and solid surface area on flowability of cement paste. Advances in Cement Research, 20(1):1–11. http://dx.doi.org/10.1680/adcr.2008.20.1.1
Kwan, A.K.H., Ng, I.Y.T., 2008. Performance criteria for self-consolidating concrete. Transactions, Hong Kong Institution of Engineers, 15(2):35–41.
Kwan, A.K.H., Ng, I.Y.T., 2009. Optimum superplasticiser dosage and aggregate proportions for SCC. Magazine of Concrete Research, 61(4):281–292. http://dx.doi.org/10.1680/macr.2008.00010
Kwan, A.K.H., Fung, W.W.S., 2010. Concrete science for high-performance concrete: packing density, water film thickness and particle interactions. Proceedings, Asia Conference on Ecstasy in Concrete 2010, Chennai, India.
Kwan, A.K.H., Li, L.G., 2011. Water film thickness and paste film thickness: key factors for mix design of highperformance concrete. Proceedings, International RILEM Conference on Advances in Construction Materials through Science and Engineering, Hong Kong, China, p.793–801.
Kwan, A.K.H., Li, L.G., 2012. Combined effects of water film thickness and paste film thickness on rheology of mortar. Materials and Structures, 45(9):1359–1374. http://dx.doi.org/10.1617/s11527-012-9837-y
Kwan, A.K.H., Li, L.G., 2014. Combined effects of water film, paste film and mortar film thicknesses on fresh properties of concrete. Construction and Building Materials, 50:598–608. http://dx.doi.org/10.1016/j.conbuildmat.2013.10.014
Kwan, A.K.H., Ling, S.K., 2015. Lowering paste volume of SCC through aggregate proportioning to reduce carbon footprint. Construction and Building Materials, 93: 584–594. http://dx.doi.org/10.1016/j.conbuildmat.2015.06.034
Kwan, A.K.H., Fung, W.W.S., Wong, H.H.C., 2010a. Water film thickness, flowability and rheology of cement-sand mortar. Advances in Cement Research, 22(1):3–14. http://dx.doi.org/10.1680/adcr.2008.22.1.3
Kwan, A.K.H., Ng, P.L., Fung, W.W.S., 2010b. Research directions for high-performance concrete. Proceedings, Infrastructure Solutions for Tomorrow, HKIE Civil Division Conference 2010, Hong Kong, China.
Kwan, A.K.H., Li, L.G., Fung, W.W.S., 2012. Wet packing of blended fine and coarse aggregate. Materials and Structures, 45(6):817–828. http://dx.doi.org/10.1617/s11527-011-9800-3
Kwan, A.K.H., Ng, P.L., Huen, K.Y., 2014. Effects of fines content on packing density of fine aggregate in concrete. Construction and Building Materials, 61:270–277. http://dx.doi.org/10.1016/j.conbuildmat.2014.03.022
Lachemi, M., Hossain, K.M.A., Patel, R., et al., 2007. Influence of paste/mortar rheology on the flow characteristics of high-volume fly ash self-consolidating concrete. Magazine of Concrete Research, 59(7):517–528. http://dx.doi.org/10.1680/macr.2007.59.7.517
Li, L.G., Kwan, A.K.H., 2011a. Wet packing of particles in concrete and a three-tier mix design method for selfconsolidating concrete. Proceedings, 9th International Symposium on High Performance Concrete, Rotorua, New Zealand.
Li, L.G., Kwan, A.K.H., 2011b. Mortar design based on water film thickness. Construction and Building Materials, 25(5):2381–2390. http://dx.doi.org/10.1016/j.conbuildmat.2010.11.038
Li, L.G., Kwan, A.K.H., 2013. Concrete mix design based on water film thickness and paste film thickness. Cement and Concrete Composites, 39:33–42. http://dx.doi.org/10.1016/j.cemconcomp.2013.03.021
Li, L.G., Kwan, A.K.H., 2014. Packing density of concrete mix under dry and wet conditions. Powder Technology, 253:514–521. http://dx.doi.org/10.1016/j.powtec.2013.12.020
Li, L.G., Kwan, A.K.H., 2015. Effects of superplasticizer type on packing density, water film thickness and flowability of cement paste. Construction and Building Materials, 86:113–119. http://dx.doi.org/10.1016/j.conbuildmat.2015.03.104
Li, Y., Chen, J.J., Kwan, A.K.H., 2013. Roles of water film thickness in fresh and hardened properties of mortar. Advances in Cement Research, 25(3):171–182. http://dx.doi.org/10.1680/adcr.12.00003
Ling, S.K., Kwan, A.K.H., 2015. Adding ground sand to decrease paste volume, increase cohesiveness and improve passing ability of SCC. Construction and Building Materials, 84:46–53. http://dx.doi.org/10.1016/j.conbuildmat.2015.03.055
Mehdipour, I., Khayat, K.H., 2016. Effect of supplementary cementitious material content and binder dispersion on packing density and compressive strength of sustainable cement paste. ACI Materials Journal, 113(3):361–372.
Miyake, J.I., Matsushita, H., 2007. Evaluation method for consistencies of mortars with various mixture proportions. Journal of Advanced Concrete Technology, 5(1): 87–97. http://dx.doi.org/10.3151/jact.5.87
Nanthagopalan, P., Haist, M., Santhanam, M., et al., 2008. Investigation on the influence of granular packing on the flow properties of cementitious suspensions. Cement and Concrete Composites, 30(9):763–768. http://dx.doi.org/10.1016/j.cemconcomp.2008.06.005
Neville, A.M., 2011. Properties of Concrete, 5th Edition. Pearson Education, Harlow & New York, p.846.
Neville, A.M., Brooks, J.J., 2010. Concrete Technology, 2nd Edition. Prentice Hall, Harlow & New York, p.442.
Ng, I.Y.T., Wong, H.H.C., Kwan, A.K.H., 2006. Passing ability and segregation stability of self-consolidating concrete with different aggregate proportions. Magazine of Concrete Research, 58(7):447–457. http://dx.doi.org/10.1680/macr.2006.58.7.447
Ng, I.Y.T., Fung, W.W.S., Kwan, A.K.H., 2008. Effects of coarse aggregate grading on performance of selfconsolidating concrete. Proceedings, 3rd North American Conference on the Design and Use of Self-consolidating Concrete (SCC 2008), Chicago, USA.
Ng, I.Y.T., Ng, P.L., Kwan, A.K.H., 2009a. Rheology of mortar and its influences on performance of selfconsolidating concrete. Key Engineering Materials,400–402:421–426. http://dx.doi.org/10.4028/www.scientific.net/KEM.400-402.421
Ng, I.Y.T., Fung, W.W.S., Ng, P.L., et al., 2009b. Significance of mortar film thickness to the workability of SCC. Proceedings, 2nd International Symposium on Design, Performance and Use of Self-consolidating Concrete (SCC 2009), Beijing, China, p.277–286.
Oh, S.G., Noguchi, T., Tomosawa, F., 1999. Toward mix design for rheology of self-compacting concrete. 1st International RILEM Symposium on Self-compacting Concrete, RILEM Publications SARL, Stockholm, Sweden, p.361–372.
Okamura, H., Ouchi, M., 2003. Self-compacting concrete. Journal of Advanced Concrete Technology, 1(1):5–15. http://dx.doi.org/10.3151/jact.1.5
Park, C.K., Noh, M.H., Park, T.H., 2005. Rheological properties of cementitious materials containing mineral admixtures. Cement and Concrete Research, 35(5):842–849. http://dx.doi.org/10.1016/j.cemconres.2004.11.002
Powers, T.C., 1968. The Properties of Fresh Concrete. John Wiley & Sons, New York, USA, p.664.
Reddy, B.V.V., Gupta, A., 2008. Influence of sand grading on the characteristics of mortars and soil-cement block masonry. Construction and Building Materials, 22(8): 1614–1623. http://dx.doi.org/10.1016/j.conbuildmat.2007.06.014
Russell, H.G., 1999. ACI defines high-performance concrete. Concrete International, 21(2):56–57.
Wong, H.H.C., Kwan, A.K.H., 2005. Packing density: a key concept for mix design of high performance concrete. Proceedings, Materials Science and Technology in Engineering Conference, HKIE, Hong Kong, China, p.1–15.
Wong, H.H.C., Kwan, A.K.H., 2008a. Packing density of cementitious materials: measurement and modelling. Magazine of Concrete Research, 60(3):165–175. http://dx.doi.org/10.1680/macr.2007.00004
Wong, H.H.C., Kwan, A.K.H., 2008b. Packing density of cementitious materials: part 1-measurement using a wet packing method. Materials and Structures, 41(4): 689–701. http://dx.doi.org/10.1617/s11527-007-9274-5
Wong, H.H.C., Kwan, A.K.H., 2008c. Rheology of cement paste: role of excess water to solid surface area ratio. Journal of Materials in Civil Engineering, 20(2):189–197. http://dx.doi.org/10.1061/(ASCE)0899-1561(2008)20:2(189)
Zhang, T., Yu, Q., Wei, J., et al., 2011. A new gap-graded particle size distribution and resulting consequences on properies of blended cement. Cement and Concrete Composites, 33(5):543–550. http://dx.doi.org/10.1016/j.cemconcomp.2011.02.013
Author information
Authors and Affiliations
Corresponding author
Additional information
Project supported by the Research Grants Council of the Hong Kong Special Administrative Region, China (No. 17203514), the Guangdong Provincial Natural Science Foundation (No. 2015A030310282), and the Guangzhou Science (Technology) Research Project of China (No. 20160701329)
ORCID: Pui-Lam NG, http://orcid.org/0000-0003-0230-6874
Introducing editorial board member
Ir Dr. Pui-Lam NG is a visiting adjunct professor at Vilnius Gediminas Technical University in Lithuania. He obtained his Bachelor of Civil Engineering and Doctor of Philosophy degrees at the University of Hong Kong, China, in which he has been appointed as an honorary research associate. Before returning to academia, he had been involved in the design, construction, and project management of a number of major infrastructure projects in Hong Kong. He is chartered civil engineer in Hong Kong SAR of China, United Kingdom, and Europe. He is a fellow member, an Executive Board member, and an honorary secretary of the Hong Kong Concrete Institute, a fellow member, a Council member, and an honorary secretary of the Hong Kong Institute of Utility Specialists, and a fellow member of the Asian Institute of Intelligent Buildings. His research interests are in the areas of sustainable concrete materials and concrete structures. He is serving in the editorial board of four international journals, and he has served in the scientific committee, programme committee, organising committee, or as session chairperson of various international conferences. Dr. NG has published more than 80 papers in international journals and conferences, and has delivered more than 40 technical speeches. He was the recipient of a number of awards including the Hong Kong Institution of Engineers (HKIE) Outstanding Paper Award for Young Engineers/Researchers, Certificate of Merit of the HKIE Innovation Awards for Young Members, and Sir Edward Youde Memorial Fellowship.
Rights and permissions
About this article

Cite this article
Ng, PL., Kwan, A.KH. & Li, L.G. Packing and film thickness theories for the mix design of high-performance concrete. J. Zhejiang Univ. Sci. A 17, 759–781 (2016). https://doi.org/10.1631/jzus.A1600439
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1631/jzus.A1600439
Key words
- Concrete mix design
- Concrete science
- Film thickness
- High-performance concrete
- Packing density
- Sustainability