
Abstract
Core acquisition is essential for the success of remanufacturing business. To describe the current status of the quantitative research in Core Acquisition Management and to indicate possible future research directions, a literature review is conducted in this paper about the quantitative modeling in Core Acquisition Management research area. The activities included in Core Acquisition Management are categorized into topics such as acquisition control, forecasting return, return strategies, quality classification and reverse channel design. While most of the studies focus on acquisition control, studies on return strategies and return forecast are relatively limited. Furthermore, this paper analyzes the research papers according to the key assumptions such as, hybrid/non-hybrid remanufacturing systems, acquisition functions, quality classification methods and perfect/imperfect substitutions. In conclusion, studies based on the assumptions of non-hybrid remanufacturing systems and imperfect substitution should gain more attentions, since these situations frequently occur in practice but are less investigated in the existing literature. In addition, empirical validation of the various forms of the acquisition function (relations between acquisition incentives and acquisition volume) should be important for further investigations.
Similar content being viewed by others

Introduction
A general definition of remanufacturing “is an industrial process whereby used products (referred as cores) are restored to useful life. During this process the core passes through a number of remanufacturing steps, e.g. inspection, disassembly, part replacement/refurbishment, cleaning, reassembly, and testing to ensure it meets the desired products standards” [98]. By using cores as the main material source instead of consuming virgin materials, and conserving their physical form during reprocessing, remanufacturing captures the remaining value of cores in the forms of materials, energy, and labor [71].
At the start of the remanufacturing process, core acquisition provides the main resource for remanufacturing production to meet the market demand, thus it is critical for the success of remanufacturing business. As stated by Caterpillar Inc., “core is the backbone of the Caterpillar Remanufacturing process; without it, we don’t exist” (Caterpillar Inc. 2014), [20]. Electronic Remanufacturing Company also indicates that, “who owns the core owns the market” [91]. The acquisition of cores is, however, challenging for remanufacturers. In the survey of Lund [70], “scarcity of quality cores at an acceptable price” is ranked as the first limiting factor for the growth of both OEM remanufacturers and independent remanufacturers. According to a multi-case study of five automobile engine remanufacturing companies and 130 interviews, Seitz [92] also confirms that core acquisition and competitions for cores are difficult barriers for remanufacturers realizing their profits.
The difficulties in core acquisition process are mainly due to the return uncertainties, which are the typical features of remanufacturing. These uncertainties include: the uncertain timing and volume of returns, the uncertainty in the quality of returned products [40]. The uncertainty of volume can depend on the types of relationships between the remanufacturers and customers. For examples, the remanufacturers can often have more control over the returned cores if the products are leased and owned by the remanufacturers, compared when the products are owned by the customer and no sufficient incentive is provided for returning cores. The uncertainty of return volume can also be affected by the life-cycle stage of a product, the customers’ environmental awareness, the market competition for cores, the logistics convenience, and so on. Similarly the volume uncertainty is related with the timing of returns, which can be affected by various factors, such as the types of supply chain relationships, the life-cycle stage of a product, product’s usage length, the technology change. The uncertainty about core quality is due to various environment conditions, time lengths and intensities of how the products are used.
The above uncertainties result in the unbalance of return and demand. On one hand, if there are not enough returned cores, the remanufacturers will have to salvage the low quality cores, convert other types of cores, tooling, or even use new products to meet the demand, and such operations can be very costly. On the other hand, if an overstock of cores occurs, it increases the holding cost and the risk of obsolescence. In addition, the above mentioned uncertainties also cause the complexities in resource planning, increase uncertainties in processing times and create difficulties in remanufacturing operations.
Instead of suffering from these uncertainties passively, remanufacturers can actively manage the process of core acquisition. For examples: Caterpillar Inc. adopts a deposit-refund policy with their customers, in order to ensure the quantity and quality of the returned cores [20]. ReCellular grades their returned cores in different classes based on the inspected quality [42]. There are also companies devoting to provide core collecting and managing services (third party collectors), as well as the platforms for core supply and demand information [19]. Researchers have noticed the importance of core acquisition related issues, a growing number of studies have been developed to deal with quantitative decisions in this specific topic [17].
Despite the importance of Core Acquisition Management and the increasing research interests in it, to our knowledge, there has not been a systematic literature review study focusing specifically on this subject. The existing literature review studies in remanufacturing related subjects are either in general perspectives such as closed-loop supply chains (CLSC) research [9, 97], reverse logistics [33, 86], or in operational perspectives such as production planning and control ([40, 65]; Akcali and Cetinkaya 2011), [3] disassembly [56], scheduling [76], aftermarket strategy [88], and design for remanufacturing [47]. With the increasing importance and academic interest, this paper conducts a literature review of the quantitative modeling research in Core Acquisition Management, with the aim to summarize the recent research development and outline possible further research in Core Acquisition Management.
In the following section, the definition of Core Acquisition Management and its included activities are discussed. Based on such discussions, in Section “Research data” the methods for conducting the literature review are explained. In Section “Analysis and comparison”, the collected literatures are categorized and analyzed according to their topics and several key assumptions. By doing so we are able to propose possible needs for future research and draw conclusion in Section “Discussions and conclusions”.
Core Acquisition Management
In this section, the concept of Core Acquisition Management is discussed within a closed-loop supply chain framework. Consequently the activities in Core Acquisition Management are discussed, which also serve as the criteria to refine the collected literature to be included in this review paper. The key assumptions in Core Acquisition Management research are also discussed. These key assumptions are used later as the criteria to classify and analyze the literature in Section “Analysis and comparison”.
Concept of Core Acquisition Management
In the early review on reverse logistics [33], handling the high uncertainties with respect to timing, quantity and quality of the return flows has been raised as one major task for planning of reuse activities. Furthermore, in order to coordinate, monitor, and provide an interface between reverse logistics and production planning and control activities, Guide and Jayaraman [41] firstly build up a framework for Product Acquisition Management based on their survey conducted among North American remanufacturers. They view the Product Acquisition Management as “a complex set of activities that requires careful coordination to avoid the uncontrolled accumulation of core inventory, or unacceptable levels of customer service (insufficient cores to meet demand)”.
Guide and Van Wassenhove [42] further explain the concept of Product Acquisition Management and describe two approaches in it: the waste stream approach, and the market-driven approach. In a waste stream system, the firms accept the returns passively due to legislation requirements. Such system is unable to control the quality of returns in the first place. As a result, usually a large number of units have to be disposed of, and additional facility and operations are needed for inspecting and grading. Consequently, operation complexity and cost become high. While in market-driven system, the customers are given financial incentive, such as deposit, credit or cash, to encourage the returns according to related quality standards. They show the positive impact of market-driven approach on decreasing the variations of return quality, quantity and timing. A combination of different approaches is possible in practice as demonstrated through the case studies by Östlin et al. [121]. In such cases, the firm has to adopt various ways to control the product acquisition process.
While “Product Acquisition Management” in Guide and Jayaraman [41] deals with all kinds of product recovery options, such as reuse, repair, refurbishment, remanufacturing and recycling, product recovery related research heavily emphasize in remanufacturing due to its complexity and high economic value added. For this reason, the focus in this paper is specifically set in remanufacturing area, thus the term Core Acquisition Management is used.
Following the principle in Guide and Jayaraman [41], Core Acquisition Management in this paper is described as, the active management of the core acquisition process in remanufacturing to achieve a better balance between return and demand, by dealing with the uncertainties in terms of return volume, timing and core quality. As illustrated in Fig. 1, Core Acquisition Management acts as an interface between the product market and manufacturing/remanufacturing operations, with the aim to achieve the balance between return and demand by managing and reducing the uncertainties in core acquisition processes.

Core Acquisition Management as an interface to reduce uncertainties of return and balance return with demand
In this paper, Core Acquisition Management is used as a term specifically for “core acquisition activities” in “remanufacturing”, as the word “core acquisition” indicates. The coverage of activities in Core Acquisition Management in this paper is based on, but different with that of Product Acquisition Management used in Guide and Jayaraman [41]. The purpose is to narrow down the research scope, therefore providing a more detailed description of this specific research field.
The differences between the terms of “reverse logistics”, “product return management” and “core acquisition management” in this review paper are further clarified in the following two aspects:
-
a)
“Reverse logistics” and “product return management” are more broad terms, which can also be used for other product recovery options besides remanufacturing, such as: reuse, repair and recycling, etc. Compared with other product recovery options, remanufacturing has its own topics and background settings, such as cannibalization, perfect substitution, and quality classification, which need specific research attention.
-
b)
In this review paper we narrow down the scope to “core acquisition” related topics in remanufacturing, as core acquisition is a critical and challenging issue for remanufacturing. While the term of “reverse logistics” usually includes many other research issues such as logistics network design, environment and sustainability, legislative issues, etc.
Activities in Core Acquisition Management
Following the above description, in this section the related activities in Core Acquisition Management are identified and categorized based on the results from Guide and Jayaraman [41], and in addition previous literature reviews of closed-loop supply chain (CLSC) research by Atasu et al. [9] and Souza [97]. The criteria for identifying an activity as in Core Acquisition Management in this paper are that, such an activity is used to reduce the uncertainties of return, and helps achieving a better balance between demand and core supply by applying control on the acquisition process.
There are five categories of activities identified in “product acquisition management” in Guide and Jayaraman [41], which are i) core acquisition ii) forecasting core availability, iii) balancing returns with demand, iv) resource planning and v) strategies to reduce uncertainties in returns. Among these five categories, i) “core acquisition” and v) “strategies to reduce uncertainties in returns” straightforwardly fit the criteria for Core Acquisition Management. ii) “forecasting core availability” is able to improve the control on the core acquisition process, thus it is also included as Core Acquisition Management in this paper. iii) “balancing returns with demand” is not included, since we interpret it as a goal of the management but not an activity. In fact all activities in Core Acquisition Management have the aim to contribute to the balance of returns and demand. iv) “resource planning” does not apply control on core acquisitions, but on the resources such as labor, parts supply, raw materials, thus it is excluded in Core Acquisition Management by our definition. In total, core acquisition (acquisition control), forecasting core availability (forecasting return) and strategies to reduce uncertainties in returns (return strategies) from Guide and Jayaraman [41] are decided to be included in Core Acquisition Management. These three types of activities are explained in more details below.
Acquisition control
To apply direct control on core acquisition, the remanufacturer can change the return incentives, such as deposit, buy-back price. These methods are usually used in a market driven return system. Besides, the remanufacturer can also adjust the disposal volume if there are excess returns. It is less proactive compared with adjusting acquisition incentive, but necessary, since a perfectly planned acquisition effort seldom exists and an overstock of cores often happens. The acquisition control can be dynamically changed with time, so that timing uncertainties can be managed to a certain extent.
Forecasting return
In order to make proper decisions on acquisition control, understanding the return pattern are critical. However, forecasting of return can be very challenging for remanufacturers due to the high complexity and uncertainty involved in the return process.
Return strategies
The strategies to reduce the uncertainties mentioned in Guide and Jayaraman [41] are deposits, leasing, customer-owned returns, and trade-ins, etc. While some of the strategies, for example, deposits, are effective at reducing volume uncertainty, very few are able to reduce the uncertainty of timing.
Besides the above activities identified in Guide and Jayaraman [41], other activities in CLSC research listed by Atasu et al. [9] and Souza [97] are also examined whether they fit the definition of Core Acquisition Management, i.e., managing the uncertainties of the return volume, timing and core quality to achieve a better balance between demand and return. The results are shown in Tables 1 and 2.
In Tables 1 and 2, the impacts of the activities on return are described in the third column, and the last column shows which category the activities can be classified in. As a result, other than activities that belong to the previous categories from Guide and Jayaraman [41], new identified activities can be categorized into quality classification and reverse channel design.
Quality classification
To be able to receive the cores with desired quality, it is important to inspect the cores and make proper quality classifications. The remanufacturer can make decisions on whether to accept the cores, and if accept, how much acquisition price to pay for the cores, and what kind of recovery options are performed to the cores. Quality classification can be conducted after the cores are returned to the remanufacturer, or proactively at the collection sites before the return.
Reverse channel design
To control the acquisition process from a strategic perspective, reverse channel design deals with problems such as who should collect the cores, competition between OEMs and independent remanufacturers, etc. The design greatly affects the acquisition cost and volume.
The impacts on return uncertainties of the above identified five categories of activities are illustrated in Fig. 2. Except that the quality classification has little effect on the uncertainty of return timing, all the other activities have obvious impacts on the uncertainties of return volume, timing and core quality. Thus quality classification is listed in a different box in Fig. 2.

The activities in Core Acquisition Management and their impacts on different return uncertainties
The five categories of activities are summarized from the previous literature reviews of CLSC research, rather than using a systematic conceptual approach. Therefore, some aspects in Core Acquisition Management may still be missing, if they have not appeared in the mentioned literature reviews. The readers should be aware of this limitation.
Key assumptions in Core Acquisition Management
It is always important to understand the assumptions when developing quantitative models. In a closed-loop remanufacturing system, the following assumptions are very important in that they define the volume and quality of acquired cores (quality classification methods, acquisition functions), the demand for remanufactured products (hybrid/non-hybrid remanufacturing system, perfect/imperfect substitutions). These assumptions are further explained as following.
-
hybrid/non-hybrid remanufacturing system
-
quality classification methods
-
acquisition functions
-
perfect/imperfect substitutions
Hybrid/non-hybrid system indicates whether a remanufacturing system also manufactures new products or not. A hybrid system is more complicated than a non-hybrid system in many ways. For example, in a hybrid system the remanufacturing and manufacturing operations may share the same production facility and other resources, even demand. Thus scheduling in production planning and cannibalization issues could be coordinated. In contrast, a non-hybrid system is dedicated to the remanufacturing process only.
Quality classification methods are used in Core Acquisition Management to control the quality of returned cores, to justify the economic feasibility of remanufacturing operations. Examples are ReCellular [42], Caterpillar [20], etc., where more than three quality classes are used to categorize the cores, and different incentives are given for different quality classes accordingly. Quality classification can be performed at the core supplier or collection sites.
Acquisition functions (the relation between acquisition volume and acquisition effort) directly affect how the remanufacturer controls the volume and timing of return. However, the exact relation can be difficult to predict, since it is influenced by various factors, such as the customers’ personal preferences, the competition on core acquisition market, the logistics cost, etc.
Perfect/imperfect substitution assumption describes the substitution between new products and remanufactured products. When the new products and remanufactured products are not distinguished by the customer, for examples, single-use cameras, heavy duty machines that are leased, etc., the demands for both products will be more difficult to be distinguished. Thus it becomes important to carefully coordinate the remanufacturing activities, including core acquisition, to maximize the profit (minimize the cost). Note that though remanufactured products have similar quality and warranty as new products, they may also be served in a different segment such as service market or sold at a considerable lower price. In this case, it will be quite different with the case of perfect substitution, in terms of core acquisition methods and volume.
As described in Fig. 3, the above important assumptions cover various aspects in a closed-loop supply chain, from product market to Core Acquisition Management and manufacturing/remanufacturing operations. However, it is important to notice that these assumptions are in no means trying to be a complete list, but rather to provide a guideline for indicating possible further research.

Investigated assumptions in the closed loop supply chain
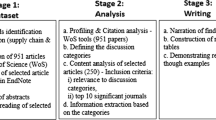
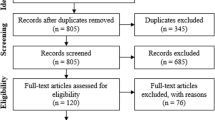
Research data
Based on the definition and content discussed in the last section, a literature search is conducted using the method as described below.
The search is operated in 2014 by using the databases of ScienceDirect and Scopus. It is limited in journal papers with English language. To represent the focused remanufacturing industry and the core acquisition subject, the search criteria are ‘remanufacturing’ AND (‘core’ OR ‘return’ OR ‘used products’) which are included in either Title, Keywords or Abstract. The time span for search is “until 2014” without a restriction on the starting time.
As a result, there are 91 entries from ScienceDirect, and 435 entries from Scopus, of which 58 entries are duplicates. Thus it ends with 468 papers in total. Since this study of Core Acquisition Management is from quantitative modeling perspective, a list of journals within the research scope on management science and operations management are chosen as in Table 3 (the second column). This helps to limit the remaining papers to be 296.
We further decide a paper to be included in current review study by examining whether its study can be categorized into the activities of Core Acquisition Management, i.e., acquisition control, forecast, quality classification, reverse channel design and return strategies. The examination is performed by firstly reading paper titles and abstracts, and then full texts if necessary. Topics which are excluded in this procedure are typically represented by disassembly scheduling, shop floor control, lot sizing (except acquisition lot sizing), reverse logistic network design, environmental impact, legislation and subsidies. Besides, since this review paper has a focus on quantitative modeling, empirical studies (case studies, survey), literature review and conceptual models are also excluded in this refining procedure. Finally we reach a set of 87 papers as the target for this literature review of Core Acquisition Management research (the last column in Table 3). In the next section, these selected papers are categorized and analyzed in details.
Analysis and comparison
In Section “Overview”, an overview of the research papers in Core Acquisition Management is firstly described. Then the research papers are categorized and analyzed from Section “Hybrid/non-hybrid system” to Section “Perfect/imperfect substitution”, according to their key assumptions concerning remanufacturing conditions and environment as previously discussed in Section “Core Acquisition Management”.
Overview
The total publication of Core Acquisition Management research has been growing rapidly during the last decade, especially the last 5 years from 2010 (Fig. 4). This shows a growing interest in the studies of active management of core acquisition in academy. Such a development responses well to the emphasis from Guide and Jayaraman [41] and Guide and Van Wassenhove [42] on the importance of Core Acquisition Management in practice.

The number of studies in Core Acquisition Management in last two decades (N = 87)
Figure 5 (detailed citations are included in Table 4 in Appendix at the end of this paper) describes an overview of the categorization of the papers according to their research topics. Notice that there are also research papers that belong to different topics. It is observed that the research papers in acquisition control are the most, followed by reverse channel design and quality classifications. The research papers on return strategies are less, while the research about forecasting return are very few. In the following, an overview of the research in the five categories is described. In this overview, the studies in the category of reverse channel design, return strategies and forecasting return are explained in more details, while the research in the categories of acquisition control and quality classification are introduced with more details in Sections “Acquisition functions” and “Quality classifications”, since these two categories are very closely related to the assumptions about acquisition function and quality classification methods.

The number of studies by topics in Core Acquisition Management research
The research papers in the category of acquisition control study the decisions to directly control the volume and timing of returned cores. In these studies, the most common method to control the return volume is to adjust the acquisition effort (including buy-back price). Various optimization modeling methods are used, such as game theory [16], optimal control [74], Markov chain [109], mixed integer programming [78]. However, the acquisition function (the relationship between the acquisition volume and acquisition effort) is less obvious. Return timing is usually controlled by dynamic acquisition effort, such as Kleber et al. [61], Xiong and Li [112], among others. Another method to control the return timing is to offer the consumers a leasing contract, where the leasing duration can be optimized by the remanufacturer [6, 84, 115]. Later in Section “Acquisition functions” different research assumptions about the acquisition function are further discussed.
Quality classification is often necessary when the quality of cores varies [32, 42, 119]. Even though many studies assume that there are several quality classes which can be managed differently, the classification methods, i.e., how the cores are inspected and categorized according to their quality levels, are usually predetermined. In the research about quality classification related methods, some studies aim to decide how the selective criteria for classification should be [34], some studies focus on the errors that exist in the classification process [105]. More detailed analysis regarding quality classification research is presented later in Section “Quality classifications”.
In the category of reverse channel design, most of the studies use game theory to compare the equilibrium policies and related system performances when cores are collected by different supply chain members, such as manufacturers, retailers, or third party collectors [10, 22, 90].
Studies such as Savaskan et al. [90], Savaskan and Van Wassenhove [89] and Kaya [53], focus on the competitions in core acquisition channel design. Savaskan et al. [90] investigate a system with one OEM remanufacturer who has three options to collect cores: 1) collecting by itself, where the remanufacturer decides the wholesale price and return rate while the retailer decides the product price accordingly, 2) collecting through the retailer with existed distribution channel, where the remanufacturer decides the wholesale price and buy back price, while the retailer decides the product price and return rate accordingly, 3) subcontracting to a third party collector, where the third party collector decides the return rate according to remanufacturer’s buyback price. Savaskan and Van Wassenhove [89] study a system with one OEM remanufacturer and two competing retailers, where the remanufacturer collects the cores directly from consumers, or indirectly through the retailers. Besides, the authors compare the centralized setting where the remanufacturer is the only decision maker, with decentralized settings where the remanufacturer decides the wholesale price of the product, and the collecting effort (direct collecting mode) or buyback price (indirect collecting mode), the competing retailers choose the product prices and collection efforts (indirect collecting mode) accordingly. Kaya [53] studies a system, where an OEM remanufacturer collects cores through incentive and remanufactured product and new products can be partially substituted with each other. They compare the centralized setting where the remanufacturer collects the core by itself, and the decentralized settings with a third party core collector, and decide the coordination parameters in the decentralized system.
There are recent studies focusing on the competition issues between OEM and independent remanufacturers. Örsdemir et al. [120] consider an OEM competing with an independent remanufacturer, where the OEM decides the quality of the new product, which in turn determines the quality of the competing remanufactured product. They then decide their production quantities. In Bulmus et al. [16], an OEM remanufacturer competes with an independent remanufacturer in both demand and core acquisition through acquisition prices. In the first period, the OEM decides the manufacturing volume in the first period. While in the second period, the OEM and independent remanufacturer decide their acquisition prices and remanufacturing volumes. Besides, the OEM also needs to decide its manufacturing volume.
Compared with the research in acquisition control, the number of research papers in return strategies is relatively limited. Ray et al. [83] investigate the trade-in (credit-based) programs for collecting cores. In such programs, the rebates paid to the replacement customers could be dependent on the age of the product in use, thus the return timing could be influenced by adjusting the rebates. Agrawal et al. [1] argue that leasing might be environmentally inferior than selling, since the firms might remove the off-lease products to avoid cannibalizing for new products. They show that, however, imposing disposal fees or encouraging remanufacturing can lead to environmental benefit under some conditions, and educating consumers to be more environmentally conscious can improve the environmental performance of leasing. Robotis et al. [84] optimize the leasing price and duration when the production and maintenance service capacity are constrained. They further investigate the relation of the optimal leasing duration, product lifecycle duration, and the remanufacturing savings. They also show that the leasing duration should be longer if the production capacity is smaller, while if the production capacity is very small, the leasing duration should be equal to the product lifecycle and no remanufacturing should be performed. Yalabik et al. [115] also study the leasing contract of a remanufacturer, and describe conditions when remanufacturing is profitable or not. In their paper, the remanufactured goods are in a secondary market.
Regarding forecasting return, only one paper [23] is confirmed according to the selection procedure in Section “Research data”. Clottey et al. [23] develop a method to determine the distribution of the returned used products, and then integrate it with an inventory model for production planning and control. The time lag of the return in the model is assumed to be exponential distribution. The developed method results in less inventory on average, and the cost savings are the most when demand volume is higher than the volume of returned cores. Notice that besides Clottey et al. [23], there are certainly more studies dealing with return forecast in remanufacturing, even though they are not included according to our selection procedure. For example, Marx-Gómez et al. [72] develop forecasting models for remanufacturing photocopiers. A fuzzy reasoning and neuro-fuzzy model is used to predict the return quantity and timing of the photocopiers. Weibull distribution is employed to describe new product sales and product failure rate, and the return quota is assumed to be uniformly distributed. Umeda et al. [103] describes the relation between product returns and demand for single-use cameras, photocopiers, and automatic teller machines based on empirical data. Liang et al. [67] develop forecasting models to describe both the quantity and the quality of the return. Using different mathematical models, such as Bass diffusion model, Weibull distribution and inverse Gaussian functions, this study incorporates information of product sales, customer return behavior and product life expectancy. In addition to the above studies which specifically focus on remanufacturing, there are also papers dealing with return forecast for other product recovery activities, such as the forecast for returnable bottles in Goh and Varaprasad [38]; reusable containers in Kelle and Silver [54]; disposable cameras in Toktay et al. [102]. The forecasting approaches in these studies can also be applied in remanufacturing sometimes. Notice that besides forecasting return, forecasting demand for remanufactured products is also studied [73]. However, this is not the focus in this review.
The main observations from the overview can be summarized as follow:
-
Research in Core Acquisition Management has been growing rapidly during the last decade;
-
Acquisition control is the most studied subject in Core Acquisition Management. In this category of research, buy-back and voluntary type of return are mostly studied;
-
The numbers of studies in return strategies and forecasting return are relatively limited.
Hybrid/non-hybrid system
In a hybrid remanufacturing system, manufacturing of new products and remanufacturing of used products are conducted and optimized together. In this case both production processes may share the demand and even same production resources. This brings in the difficulty to coordinate the remanufacturing with manufacturing activities, and such a difficulty could exist in OEM remanufacturers.
Remanufacturing in hybrid systems setting has received more attentions than non-hybrid remanufacturing systems (Fig. 6). The reasons are probability that the operations in a hybrid remanufacturing systems are more complex and interesting for researchers. However, such hybrid remanufacturing systems are not for suitable for independent remanufacturers, which are very important parts of the remanufacturing industry [70]. Even for OEMs, remanufacturing business is very often conducted as a separate operation center to serve the customer for quality warranty purpose, rather than optimized together with manufacturing. Thus from practical viewpoint, it is also important to pay sufficient attention to the non-hybrid remanufacturing system.

The number of studies of hybrid and non-hybrid remanufacturing systems
The main observations from the analysis of this section are summarized as follows.
-
Hybrid remanufacturing system has received relatively more attention than non-hybrid remanufacturing system, even though non-hybrid remanufacturing system is more common in practice.
Acquisition functions
In many return strategies, such as buy-back, credit based and deposit based system, etc., the remanufacturer can adjust its acquisition effort to apply control over the acquisition volume. Therefore it becomes necessary to specify the relation between acquisition effort and acquisition volume. The acquisition effort in the research appears in different forms, such as acquisition price, acquisition cost or acquisition incentive.
The acquisition function, i.e., the relationship between the acquisition effort and return volume/quality is not trivial. In the quantitative models, the relation between acquisition effort and acquisition volume is sometimes described indirectly as the relation between acquisition effort and return rate (instead of volume). These two forms can be transformed between each other r = R/Q, if the total volume of available cores Q is known, where the return rate is denoted as r, return volume as R. In the following, different types of assumptions regarding the relations between acquisition effort p and acquisition volume R (or return rate r) are introduced, where the acquisition effort is denoted as p. See Fig. 7 for an illustration of three typical assumptions of the relations between acquisition volume and acquisition effort.

An illustration of typical assumptions of relations between acquisition effort and acquisition volume
Passive return
In the waste stream approach as mentioned in Guide and Wassenhove [42], the remanufacturer does not apply direct control of the return in the first place. Therefore, the acquisition function can be simply described as: r(p) = r 0 (or R(p) = R 0), where return rate r (or volume R) is constant r 0 (or R 0), and not related to acquisition effort p.
This type of relation is a very commonly used assumption for the acquisition function, for examples, Teunter and Vlachos [101], Ferguson et al. [31] and Clottey et al. [23]. This indicates that waste stream approach is still commonly studied, even though market driven approach is becoming more and more popular for remanufacturers in practice [42].
Linear relation
Another common assumption is a simple linear relationship between acquisition effort p and acquisition volume R (or return rate r), so that r(p) = α(p − p 0) [17, 18], or R(p) = α(p − p 0) ([34, 62, 69, 99, 100, 104], etc.), where p 0 is the minimum acquisition price, α > 0 the price sensitivity coefficient.
Such a linear relation between return rate and effort could be static such as in Bulmus et al. [17], or dynamically change with time so that the acquisition effort needs to be adjusted through time to meet dynamic relations. Such as in Cai et al. [18], Jayaraman [51] and Nenes and Nikolaidis [78]. In Galbreth and Blackburn [35], unit acquisition cost could be decreasing with time due to discount factor p d = p o e − βL, where L is the lead time and β the discount factor. Minner and Kiesmüller [74] investigate both static and dynamic linear relations in their models.
Nonlinear relation
More general assumption is that the acquisition volume is an increasing concave function of the acquisition effort, i.e., the first order and second order derivatives r ′ (p) ≥ 0, r ″ (p) ≤ 0. Such a relationship is used in Atamer et al. [7], Kaya [53], Klausner and Hendrickson [58] and Guide et al. [45].
Other kinds of nonlinear function are also used but less common. Xiong and Li [112], Xiong et al. [113] assume that return is a Poisson process with a rate λ(p), \( 0\le \lambda (p)\le \overline{\lambda} \), and the rate λ(p) increases with the acquisition effort p. In Zeng [116], there are three segments of customers assumed according the survey of Bai [11], the proportion of the three segments are ω 1 (incentive driven), ω 2 (awareness driven), and ω 3 (who never returns) respectively. For the incentive driven customers the return rate \( {r}_1(p)=\left(1-\beta \frac{p_0}{p}\right){\omega}_1 \), where p 0 is the minimum effort for a customer starts to return, β is a scale factor to ensure r 1 > 0. In addition, there is r 2(e) = (1 − e − 1)(1 − ρ)ω 2, where e ≥ 1 is the promotion effort spent to promote the need and importance of return, ρ is the fraction of the customers that are driven by both incentive and awareness. Total return rate is then r 1(p) + r 2(e).
Bulmus et al. [16] use competition model for modeling the core collection process as follows.
Where α o , α i , β and γ are constant coefficients, and 0 < β < 1, α 0 > 0, α i > 0, γ > 0. r o and r i are the return rates for OEM and independent remanufacturer. q 1n is the number of new products manufactured by OEM in period 1. s o and s i are the acquisition prices offered by the OEM and independent remanufacturers, respectively.
In El Saadany and Jaber [28], the authors suggest r(p, q) = (1 − ae − θp)be − ϕq, where (1 − ae − θP) is the price factor, and be − ϕq the quality factor, and in addition 0 < α < 1 and θ > 1, 0 < b < 1 and ϕ > 1. p is the price and q is the quality of returns.
Acquisition effort is usually directly used as the collection cost C in the objective function (C = pR), however, there are exceptions when other forms of relations between acquisition effort and related cost are specified, such as in Zhou and Yu [117], Savaskan et al. [90] and Savaskan and Wasshenhove [89]. For instance in Savaskan and Wasshenhove [89], the collection cost from the customers is set as C = βr 2. Savaskan et al. [90] assume a fixed unit acquisition cost to collect cores from collection centers (retailers, etc.), while the total collection cost is C(r) = p + ArD, where A is the unit handling cost, D the total demand, and \( r=\sqrt{p/\beta } \) with β as the scaling parameter.
Stochastic return
There are a few studies consider stochastic return volume. The stochastic factors can be expressed in a multiplicative expression \( R(p)=\overline{R}(p)\epsilon \) or an additive form \( R(p)=\overline{R}(p)+\epsilon \), where \( \overline{R}(p) \) is the deterministic term that changes with acquisition effort, and ϵ is a random variable representing the stochastic factor. Li et al. [66] compare both forms in their model, where \( \overline{R}(p) \) is set as a deterministic increasing and concave function.
Additive form is used in Shi et al. [93, 94] and Zhou and Yu [117]. In Shi et al. [93, 94], the deterministic term \( \overline{R}(p) \) is a linear function. In Zhou and Yu [117], the return volume \( R(p)=\overline{R}(p)+\epsilon \), where \( \overline{R}(p) \) is a strictly increasing concave function. Multiplicative form is used in Xu et al. [114], where \( \overline{R}(p) \) is an increasing concave function and \( \overline{R}(p)p \) is convex.
The main observations from the above analysis in this section can be summarized as follows:
-
There are various forms of functions (passive return, linear relation, non-linear relation) used to illustrate the relationship between acquisition effort and volume;
-
Mixed return strategies (leasing contract design, deposit, credit, etc.) are often used by remanufacturers in practice [121], but research usually focus on only one type of customer response (acquisition function).
Quality classifications
One main feature in remanufacturing is the variation of the quality of the cores. To tackle with this problem, in practice the remanufacturers commonly classify the cores into several categories according to their quality. The remanufacturers then acquire the classified cores in different quality classes with different costs and apply different operations accordingly, for examples ReCellular [42] and Caterpillar [20]. Such quality classification systems are shown to be able to reduce the costs in remanufacturing, according to Tagaras and Zikopoulos [99], Zikopoulos and Tagaras [119], and Van Wassenhove and Zikopoulos [105].
Single quality class is the mostly used assumption in literature (Fig. 8). In the studies dealing with quality classifications, the quality class varies. One common assumption is to have two quality classes: remanufacturable and non-remanufacturable, such as in Galbreth and Blackburn [34]. Alternatively there could be more than three quality classes such as in Ferguson et al. [32].

Number of quality classes in Core Acquisition Management research
One important aspect in multiple quality classes setting is about the quality distributions of the cores within each quality class. According to the quality distribution, related research can be categorized into two groups: discrete quality distribution and continuous distribution.
Discrete quality distribution
One common assumption regarding the distribution of core quality is that, the cores within the same quality class have the same quality value (or alternatively the same remanufacturing cost), so that the value of the cores becomes discrete based on the quality intervals. This is a simplification of the reality that the quality of the cores varies even within the same quality class. This simplification brings great convenience for mathematical tractability. Such an assumption is applied in, for examples, Aras et al. [5], Cai et al. [18] and Geyer et al. [37]. For the distribution of core volumes in different quality classes, most assume it deterministic with a constant ratio (or remanufacturable yield). Here we only list several exceptions of studies using different distributions for indicating the stochastic quality. For example, in Panagiotidou et al. [81], each core is considered to be remanufacturable with probability p, thus the total number of remanufacturable cores is a binomially distributed random variable. Fuzzy quality assumption about the core quality is made in Nenes and Nikolaidis [78], the quantities of cores in different quality classes are fuzzy numbers. In Denizel et al. [26], the core quality is described as a stochastic process. In Teunter and Flapper [100], a multinomial distribution is used. Zikopoulos and Tagaras [119] assume the random remanufacturable rate as a known distribution (with normal distribution used in their numerical experiments). While in Zhou et al. [118], Poisson distribution is used to illustrate cores within each quality class in the numerical part. In Van Wassenhove and Zikopoulos [105], beta distribution is used to describe the probability of quality overestimation error, which is at most overestimated by one quality class. In all, there are varied types of distributions used to describe the quality of the cores in each quality class.
Continuous quality distribution
Besides the discrete distributions to describe the quality in each quality class, there are studies assuming continuous distributions, such as in Ferguson et al. [32] and Robotis et al. [85]. Compared with discrete quality distribution assumption, this is more realistic but adds the modeling complexity. It becomes necessary to use this assumption when the quality classification or grading method itself is the research focus.
In Ferguson et al. [32], returned cores have a quality q ∈ [0, 1]. In order to classify the cores, q ∈ [0, q 0) is considered as scraps for material recovery, q ∈ [q 0, q 1] as scraps for parts harvesting and q ∈ [q 1, 1] for remanufacturing. Furthermore [q 1, 1] is divided into I quality classes for grading: [q 1, q 2), [q 2, q 3), …, [q I , 1]. Also the quality probability density function f t (q) changes with time periods. In this study beta distribution is used for numerical investigation.
Robotis et al. [85] assume that only a portion (0 ≤ ρ ≤ 1) of the whole product is reused for remanufacturing. The cost to remanufacture a whole product (ρ = 1) is c r , which is normally distributed. The cost to remanufacture ρ portion of the product increases linearly in ρ as ρc r . The cost to remanufacture a product, if ρ portion of the product is reused, is therefore r cm = ρc r + (1 − ρ)c, where c is the cost to manufacture a new product from virgin materials.
Quality classification errors
During the quality classification process, there could be inevitable classification errors when inspection is not perfect. The classification errors include both over-estimation and under-estimation. Quality over-estimation can result in high acquisition cost, while under-estimation causes waste of core resources. The influences of such errors are considered in Souza et al. [96], Tagaras and Zikopoulos [99], Zikopoulos and Tagaras [119], Robotis et al. [85] and Van Wassenhove and Zikopoulos [105].
Robotis et al. [85] compare two extreme settings of inspection environment: when the remanufacturer has no inspection ability so that all collected cores are remanufactured; and when the remanufacturer can inspect the cores without error. Souza et al. [96] use simulation to study a queueing system with multiple work stations. Cores within different quality classes are remanufactured with different costs and processing times at different work stations, and incorrect classification will lead to higher costs and processing time. Tagaras and Zikopoulos [99] consider two types of classification errors and develop the optimal core replenishment policy for the remanufacturer. In their study, system performance differs depending on whether the sorting decision is made centrally or locally. Zikopoulos and Tagaras [119] consider a similar problem with a single collection site and a random remanufacturable yield. In another study, Van Wassenhove and Zikopoulos [105] investigate the loss that the remanufacturer suffers from suppliers’ quality overestimation errors. In the above studies, by comparing the system performance under different inspection accuracies, the remanufacturer can identify the advantage of increasing the classification accuracy and decide the improvement of the effort.
Another question in quality classification is about how to decide the classification criteria, as the quality classification criteria affect both the volume and the quality of cores that are acquired, which then determines the remanufacturing cost and acquisition cost. However, most studies simply assume that the quality classification criteria are predetermined. Exceptions are Galbreth and Blackburn [34] and Guide et al. [44]. Given the distribution of the core quality, Galbreth and Blackburn [34] calculate the maximum cost (the cost to remanufacturer the core with lowest quality) to economically remanufacturing a core. The derived maximum cost serves as the standard to classify the cores into remanufacturable and non-remanufacturable. In Guide et al. [44], the core quality is related to its processing time, which are random variables. They calculate the critical value of the processing time to classify the return cores as remanufacturable and non-remanufacturable accordingly.
The main observations from the analysis in this section can be summarized as follow:
-
Single quality class is more often assumed than multiple quality classes;
-
Discrete quality distribution is more often used than continuous quality distribution;
-
Quality classification without an error is mostly assumed;
-
Quality classification criteria are mostly assumed to be predetermined.
Perfect/imperfect substitution
Perfect substitution assumption means that the customer does not distinguish new products and their remanufactured version. This assumption is reasonable only in some special cases, for example, when the customers cannot distinguish remanufactured products from new ones, or the remanufacturer leases products to provide service and has the ownership of products. However, there are also many cases when perfect substitution assumption is not valid. Since the customers sometimes have a lower willingness to pay for remanufactured products, many remanufactured products can only be sold at a much lower price than the new ones. In some countries, for example, China, it is even required by legislation that the remanufactured car parts can only be used in service market for maintenance purpose.
For a hybrid system, it is important to clearly state whether such assumption holds, while for non-hybrid system, it is not always necessary to state such an assumption, when there are no new products involved in the model.
Figure 9 shows that in hybrid remanufacturing systems, perfect substitution is more often used (42/54). On the other hand, the research uses imperfect substitution assumptions for hybrid systems are less common. The following studies in Core Acquisition Management consider the cannibalization between new and remanufactured products.

Perfect/imperfect substitution assumption in hybrid remanufacturing systems
In Bulmus [16], the consumers have lower willingness to pay for remanufactured products. Consumer’s willingness to pay for a single unit is distributed uniformly between 0 and 1, and each consumer uses at most one unit. Based on the utility function, the customer decides to buy a new product or a remanufactured one or nothing.
Ferguson and Toktay [30] derive the inverse demand function from customer’s willingness-to-pay for new products and remanufactured products as
where δ (0 ≤ δ ≤ 1) is consumers’ relative willingness to pay for remanufactured products. When δ is 1, the remanufactured product and new products become perfect substitutes. p 0 and p r are the sales price of the new products and remanufactured product, respectively. q 0 and q r are the demand size for new and remanufactured products respectively. The total demand size is ξ. In Örsdemir et al. [120], they adjust the inverse demand function in Ferguson and Toktay [30] as
by adding the term s to represent different product quality levels.
The main observations from the analysis in this section can be summarized as follow:
-
Imperfect substitution assumption is less studied in hybrid remanufacturing system.
-
Two kinds of functions are used to describe the cannibalization issues: one derived from customer’s willingness to pay, the other assumes partial substituted demand directly.
Discussions and conclusions
Core Acquisition Management is an important research area that is drawing more attention recently. This paper conducts a literature review of quantitative models in Core Acquisition Management area. It firstly discusses the concept of Core Acquisition Management research by summarizing the earlier research frameworks, and determine the coverage of this review include the topics: acquisition control, forecast return, return strategies, quality classification and reverse channel design.
The collected papers are firstly categorized according to the topics, and then analyzed based on their key assumptions such as: hybrid/non-hybrid remanufacturing systems, acquisition function (relation between acquisition effort and volume), quality classifications, perfect/imperfect substitutions. The main observations are summarized as the items below, followed by their discussions and indications of future research.
-
The majority of research in Core Acquisition Management are categorized into acquisition control, while the studies on return forecast and return strategies are relatively limited;
Acquisition control is closely related to research in production planning and control. It belongs to the classical IE/OR stream of research in CLSC, according to the evolution of the research description in Guide and Van Wassenhove [43]. Therefore it is not surprising to find that the majority of the Core Acquisition Management research falls in this category. There is a lack of return forecast related research, which is important as it provides the information for making acquisition control decisions consequently.
-
The research in acquisition control are mostly based on buy-back or volunteer-based return;
The return strategies used by remanufacturers varies. In Östlin et al. [121], seven different return strategies are identified through a multi-case study: ownership-based, direct order, service contract-based, deposit-based, credit-based, buy-back and voluntary-based. Some remanufacturers in their study are reported to use more than one return strategies. However, as observed from this literature review, most of the research focus on buy-back or voluntary-based return. Very few of them study the other commonly used return strategies such as service contract-based (leasing) and credit-based (trade-in), or even mixed return strategies. Therefore the studies of return strategies other than buy-back and volunteer-based, and how to combine several return strategies together could be interesting topics for further research.
-
More research models are set in a hybrid remanufacturing system, rather than in a non-hybrid remanufacturing system;
Hybrid manufacturing/remanufacturing systems exist for OEMs where the remanufacturing and manufacturing are organized and optimized together to satisfy the customer demand. The challenges of merging the manufacturing and the remanufacturing operations are caused by their very different capacities, lead times, costs and substitutable (one way or both) demand. However, such hybrid systems are actually not common in practice. In many cases, OEMs use their remanufactured products only for its after-market service. Thus the remanufacturing operations are not mixed with manufacturing. The importance and popularity of non-hybrid remanufacturing system deserve more attentions.
-
Perfect substitution rather than imperfect assumption is more widely used in hybrid remanufacturing settings.
Despite the fact that remanufactured products have the “same or like new” condition as new products, the customers usually have lower willingness-to-pay for them than the new products. Actually, according to the survey by Wei et al. [110], most of the remanufactured products are priced lower than the new products. This indicates that there does exist difference between new and remanufactured products, and in many cases they are not substituted perfectly, i.e. they cannot be substituted, or they can be substituted only in one direction.
However, the perfect substitution assumption is more commonly assumed in the hybrid remanufacturing system, as pointed out by Guide and Van Wassenhove [43], it is “rapidly becoming institutionalized, and can reduce modeling efforts to elegant solutions addressing nonexistent problems”.
-
Various mathematical forms have been used to describe the acquisition function, i.e., the relation between acquisition effort and volume;
In order to validate these assumptions, more detailed analysis and empirical work are needed for describing customer’s response to remanufacturers’ acquisition effort under different supply chain relationships. In the survey study of Bai [11], the customers are categorized into three types with the consideration of their return behavior: awareness driven ones who return the product without reward, reward-driven ones who return the product only if a certain amount of reward is provided, and those who will never return the product. According to such survey results, Zeng [116] set three segments of customers with different proportions and acquisition functions. Similar efforts to describe the return behaviors of customers should be welcome.
-
Quality classification is usually set as predetermined, and without inspection error;
Quality classification is an important measure to manage the quality of the acquired cores. Most of the models in acquisition control category assume that the classification is predetermined without any inspection error. In fact, the classification method itself (how to categorize the cores) depends on the quality distribution, as indicated by Galbreth and Blackburn [36] and Wei et al. [111]. In addition, the inspection errors are usually inevitable, and they have important influences on the remanufacturers’ acquisition decision [39, 105]. The research concerning such quality classification issues are relatively limited, and inter-discipline studies with quality control and management should be able to play an important role.
References
Agrawal, VV, Ferguson, M, Toktay, LB, Thomas, VM: Is leasing greener than selling? Manag. Sci. 58, 523–533 (2012)
Akan, M, Ata, B, Savaşkan-Ebert, RC: Dynamic pricing of remanufacturable products under demand substitution: a product life cycle model. Ann. Oper. Res. 211, 1–25 (2013)
Akcali, E., Cetinkaya, S., Quantitative models for inventory and production planning in closed-loop supply chains, 2011, International Journal of Production Reseaarch, 49, 8, 2373–2407.
Alinovi, A, Bottani, E, Montanari, R: Reverse logistics: a stochastic EOQ-based inventory control model for mixed manufacturing/remanufacturing systems with return policies. Int. J. Prod. Res. 50, 1243–1264 (2012)
Aras, N, Boyaci, T, Verter, V: The effect of categorizing returned products in remanufacturing. IIE Trans. 36, 319–331 (2004)
Aras, N, Güllü, R, Yürülmez, S: Optimal inventory and pricing policies for remanufacturable leased products. Int. J. Prod. Econ. 133, 262–271 (2011)
Atamer, B, Bakal, IS, Bayindir, ZP: Optimal pricing and production decisions in utilizing reusable containers. Int. J. Prod. Econ. 143, 222–232 (2013)
Atasu, A, Çetinkaya, S: Lot sizing for optimal collection and use of remanufacturable returns over a finite life-cycle. Prod. Oper. Manag. 15, 473–487 (2006)
Atasu, A, Guide Jr, VDR, Van Wassenhove, LN: Product reuse economics in closed-loop supply chain research. Prod. Oper. Manag. 17(5), 483–496 (2008)
Atasu, A, Toktay, LB, Van Wassenhove, LN: How collection cost structure drives a manufacturer’s reverse channel choice. Prod. Oper. Manag. 22, 1089–1102 (2013)
Bai, H: Reverse supply chain coordination and design for profitable returns: an example of ink cartridge, Master thesis, Worcester Polytechnic Institute, Worcester, MA. (2009)
Bakal, IS, Akcali, E: Effects of random yield in remanufacturing with price-sensitive supply and demand. Prod. Oper. Manag. 15, 407–420 (2006)
Bayindir, ZP, Erkip, N, Gullu, R: A model to evaluate inventory costs in a remanufacturing environment. Int. J. Prod. Econ. 81(2), 597–607 (2003)
Behret, H, Korugan, A: Performance analysis of a hybrid system under quality impact of returns. Comput. Ind. Eng. 56, 507–520 (2009)
Bera, UK, Maity, KM, Maiti, M: Production-Remanufacturing control problem for defective item under possibility constrains. Int. J. Oper. Res. 3, 515–532 (2008)
Bulmus, SC, Zhu, SX, Teunter, RH: Competition for cores in remanufacturing. Eur. J. Oper. Res. 233, 105–113 (2014)
Bulmus, SC, Zhu, SX, Teunter, RH: Optimal core acquisition and pricing strategies for hybrid manufacturing and remanufacturing systems. Int. J. Prod. Res. 52, 6627–6641 (2014)
Cai, X, Lai, M, Li, X, Li, Y, Wu, X: Optimal acquisition and production policy in a hybrid manufacturing/remanufacturing system with core acquisition at different quality levels. Eur. J. Oper. Res. 233, 374–382 (2014)
Car-Part.com. 2014. http://car-part.com/index.htm, retrieved on 2nd May, 2014
Caterpillar Inc: Core acceptance criteria. (2014). Available: http://china.cat.com/en/parts-and-services/reman/core, retrieved on 6th Apr 2014
Choi, TM, Li, Y, Xu, L: Channel leadership, performance and coordination in closed loop supply chains. Int. J. Prod. Econ. 146, 371–380 (2013)
Chuang, CH, Wang, CX, Zhao, Y: Closed-loop supply chain models for a high-tech product under alternative reverse channel and collection cost structures. Int. J. Prod. Econ. 156, 108–123 (2014)
Clottey, T, Benton, WC, Srivastava, R: Forecasting product returns for remanufacturing operations. Decis. Sci. 43, 589–614 (2012)
Corominas, A, Lusa, A, Olivella, J: A manufacturing and remanufacturing aggregate planning model considering a non-linear supply function of recovered products. Prod. Plan. Control 23, 194–204 (2012)
Decroix, GA: Optimal policy for a multiechelon inventory system with remanufacturing. Oper. Res. 54, 532–543 (2006)
Denizel, M, Ferguson, M, Souza, GGC: Multiperiod remanufacturing planning with uncertain quality of inputs. IEEE Trans. Eng. Manag. 57, 394–404 (2010)
Dobos, I: Optimal production-inventory strategies for a HMMS-type reverse logistics system. Int. J. Prod. Econ. 81(2), 351–360 (2003)
El Saadany, AMA, Jaber, MY: A production/remanufacturing inventory model with price and quality dependant return rate. Comput. Ind. Eng. 58, 352–362 (2010)
Feng, L, Zhang, JX, Tang, WS: Optimal control of production and remanufacturing for a recovery system with perishable items. Int. J. Prod. Res. 51, 3977–3994 (2013)
Ferguson, ME, Toktay, B: The effect of competition on recovery strategies. Prod. Oper. Manag. 15, 351–368 (2006)
Ferguson, ME, Fleischmann, M, Souza, GC: A profit-maximizing approach to disposition decisions for product returns. Decis. Sci. 42, 773–798 (2011)
Ferguson, M, Guide Jr, VD, Koca, E, Van Souza, GC: The value of quality grading in remanufacturing. Prod. Oper. Manag. 18, 300–314 (2009)
Fleischmann, M, Bloemhof-Ruwaard, J, Dekker, R, van der Laan, E, van Nunen, J, Van Wassenhove, LN: Quantitative models for reverse logistics: a review. Eur. J. Oper. Res. 103(1), 1–17 (1997)
Galbreth, MR, Blackburn, JD: Optimal acquisition and sorting policies for remanufacturing. Prod. Oper. Manag. 15, 384–392 (2006)
Galbreth, MR, Blackburn, JD: Offshore remanufacturing with variable used product condition. Decis. Sci. 41, 5–20 (2010)
Galbreth, MR, Blackburn, JD: Optimal acquisition quantities in remanufacturing with condition uncertainty. Prod. Oper. Manag. 19, 61–69 (2010)
Geyer, R, Van Wassenhove, LN, Atasu, A: The economics of remanufacturing under limited component durability and finite product life cycles. Manag. Sci. 53, 88–100 (2007)
Goh, TN, Varaprasad, N: A statistical methodology for the analysis of the life-cycle of reusable containers. IIE Trans. 18(1), 42–47 (1986)
Gu, Q, Tagaras, G: Optimal collection and remanufacturing decisions in reverse supply chains with collectors imperfect sorting. Int. J. Prod. Res. 52, 5155–5170 (2014)
Guide, VDR: Production planning and control for remanufacturing: industry practice and research needs. J. Oper. Manag. 18, 467–483 (2000)
Guide, VDR, Jayaraman, V: Product acquisition management: current industry practice and a proposed framework. Int. J. Prod. Res. 38, 3779–3800 (2000)
Guide, VDR, Van Wassenhove, LN: Managing product returns for remanufacturing. Prod. Oper. Manag. 10, 142–155 (2001)
Guide, VDR, Van Wassenhove, LN: The evolution of closed-loop supply chain. Oper. Res. 57(1), 10–18 (2009)
Guide, VDR, Gunes, ED, Souza, GC, Van Wassenhove, LN: The optimal disposition decision for product returns. Oper. Manag. Res. 1, 6–14 (2008)
Guide, VDR, Teunter, RH, Van Wassenhove, LN: Matching demand and supply to maximize profits from remanufacturing. Manuf. Serv. Oper. Manag. 5, 303–316 (2003)
Guo, SS, Aydin, G, Souza, GC: Dismantle or remanufacture? Eur. J. Oper. Res. 233, 580–583 (2014)
Hatcher, GD, Ijomah, WL, Windmill, JFC: Design for remanufacture: a literature review and future research needs. J. Clean. Prod. 19, 2004–2014 (2011)
Huang, M, Song, M, Lee, LH, Ching, WK: Analysis for strategy of closed-loop supply chain with dual recycling channel. Int. J. Prod. Econ. 144, 510–520 (2013)
Inderfurth, K: Simple optimal replenishment and disposal policies for a product recovery system with leadtimes. OR Spektrum 19, 111–122 (1997)
Inderfurth, K, De Kok, AG, Flapper, SDP: Product recovery in stochastic remanufacturing systems with multiple reuse options. Eur. J. Oper. Res. 133, 130–152 (2001)
Jayaraman, V: Production planning for closed-loop supply chains with product recovery and reuse: an analytical approach. Int. J. Prod. Res. 44, 981–998 (2006)
Karamouzian, A, Naini, SGJ, Mazdeh, MM: Management of returned products to a remanufacturing facility considering arrival uncertainty and priority processing. Int. J. Oper. Res. 20, 331–340 (2014)
Kaya, O: Incentive and production decisions for remanufacturing operations. Eur. J. Oper. Res. 201, 442–453 (2010)
Kelle, P, Silver, EA: Purchasing policy of new containers considering the random returns of previously issued containers. IIE Trans. 21(4), 349–354 (1987)
Kiesmüller, GP: Optimal control of a one product recovery system with leadtimes. Int. J. Prod. Econ. 81(2), 333–340 (2003)
Kim, HJ, Lee, DH, Xirouchakis, P: Disassembly scheduling: literature review and future research directions. Int. J. Prod. Res. 45, 4465–4484 (2007)
Kim, E, Saghafian, S, Van Oyen, MP: Joint control of production, remanufacturing, and disposal activities in a hybrid manufacturing-remanufacturing system. Eur. J. Oper. Res. 231, 337–348 (2013)
Klausner, M, Hendrickson, CT: Reverse-logistics strategy for product take-back. Interfaces 30, 156–165 (2000)
Kleber, R: The integral decision on production/remanufacturing technology and investment time in product recovery. OR Spectr. 28, 21–51 (2006)
Kleber, R, Minner, S, Kiesmüller, G: A continuous time inventory model for a product recovery system with multiple options. Int. J. Prod. Econ. 79, 121–141 (2002)
Kleber, R, Schulz, T, Voigt, G: Dynamic buy-back for product recovery in end-of-life spare parts procurement. Int. J. Prod. Res. 50, 1476–1488 (2012)
Kleber, R, Zanoni, S, Zavanella, L: On how buyback and remanufacturing strategies affect the profitability of spare parts supply chains. Int. J. Prod. Econ. 133, 135–142 (2011)
Konstantaras, I, Skouri, K, Jaber, MY: Lot sizing for a recoverable product with inspection and sorting. Comput. Ind. Eng. 58, 452–462 (2010)
Kumar Jena, S, Sarmah, SP: Price competition and co-operation in a duopoly closed-loop supply chain. Int. J. Prod. Econ. 156, 346–360 (2014)
Lage, M, Godinho, M: Production planning and control for remanufacturing: literature review and analysis. Prod. Plan. Control 23, 419–435 (2012)
Li, X, Li, YJ, Saghafian, S: A hybrid manufacturing/remanufacturing system with random remanufacturing yield and market-driven product acquisition. IEEE Trans. Eng. Manag. 60, 424–437 (2013)
Liang, X, Jin, X, Ni, J: Forecasting product returns for remanufacturing systems. Journal of Remanufacturing. 4, 1 (2014)
Liang, Y, Pokharel, S, Lim, GH: Pricing used products for remanufacturing. Eur. J. Oper. Res. 193, 390–395 (2009)
Loomba, APS, Nakashima, K: Enhancing value in reverse supply chains by sorting before product recovery. Prod. Plan. Control 23, 205–215 (2012)
Lund, RT: Remanufacturing. Technol. Rev. 87, 18–23 (1984)
Lund, RT: The remanufacturing industry: hidden giant. Boston University, Boston, Massachusetts (1996)
Marx-Gómez, J, Rautenstrauch, C, Nürnberger, A, Kruse, R: Neuro-fuzzy approach to forecast returns of scrapped products to recycling and remanufacturing. Knowledge Based System 15(1), 119–128 (2002)
Matsumotol, M, Ikeda, A: Examination of\ demand forecasting by time series analysis for auto parts remanufacturing. Journal of Remanufacturing 5, 1 (2015)
Minner, S, Kiesmüller, GP: Dynamic product acquisition in closed loop supply chains. Int. J. Prod. Res. 50, 2836–2851 (2012)
Minner, S, Kleber, R: Optimal control of production and remanufacturing in a simple recovery model with linear cost functions. OR Spektrum 23, 3–24 (2001)
Morgan, SD, Gagnon, RJ: A systematic literature review of remanufacturing scheduling. Int. J. Prod. Res. 51(16), 4853–4879 (2013)
Mutha, A, Pokharel, S: Strategic network design for reverse logistics and remanufacturing using new and old product modules. Comput. Ind. Eng. 56, 334–346 (2009)
Nenes, G, Nikolaidis, Y: A multi-period model for managing used product returns. Int. J. Prod. Res. 50, 1360–1376 (2012)
Niknejad, A, Petrovic, D: Optimisation of integrated reverse logistics networks with different product recovery routes. Eur. J. Oper. Res. 238(1), 143–154 (2014)
Nowak, T., Hofer, V., 2014, On stabilizing volatile product returns, European Journal of Operational Research 234 (3): 701–708.
Panagiotidou, S, Nenes, G, Zikopoulos, C: Optimal procurement and sampling decisions under stochastic yield of returns in reverse supply chains. OR Spectr. 35, 1–32 (2013)
Pokharel, S, Liang, Y: A model to evaluate acquisition price and quantity of used products for remanufacturing. Int. J. Prod. Econ. 138, 170–176 (2012)
Ray, S, Boyaci, T, Aras, N: Optimal prices and trade-in rebates for durable, remanufacturable products. Manuf. Serv. Oper. Manag. 7, 208–228 (2005)
Robotis, A, Bhattacharya, S, Van Wassenhove, LN: Lifecycle pricing for installed base management with constrained capacity and remanufacturing. Prod. Oper. Manag. 21, 236–252 (2012)
Robotis, A, Boyaci, T, Verter, V: Investing in reusability of products of uncertain remanufacturing cost: the role of inspection capabilities. Int. J. Prod. Econ. 140, 385–395 (2012)
Rubio, S, Chamorro, A, Miranda, FJ: Characteristics of the research on reverse logistics (1995–2005). Int. J. Prod. Res. 46, 1099–1120 (2008)
Rubio, S, Corominas, A: Optimal manufacturing-remanufacturing policies in a lean production environment. Comput. Ind. Eng. 55, 234–242 (2008)
Subramoniam, R, Huisingh, D, Chinnam, RB: Remanufacturing for the automotive aftermarket-strategic factors: literature review and future research needs. J. Clean. Prod. 17, 1163–1174 (2009)
Savaskan, RC, Van Wassenhove, LN: Reverse channel design: the case of competing retailers. Manag. Sci. 52, 1–14 (2006)
Savaskan, RC, Bhattacharya, S, Van Wassenhove, LN: Closed-loop supply chain models with product remanufacturing. Manag. Sci. 50, 239–252 (2004)
Schinzing R. Cores-Cores-Cores. 2010. http://e-reman.com/blog/cores-cores-cores/. Last retrieved 3rd April, 2013.
Seitz, A: A critical assessment of motives for product recovery: the case of engine remanufacturing. J. Clean. Prod. 15, 1147–1157 (2007)
Shi, J, Zhang, G, Sha, J: Optimal production and pricing policy for a closed loop system. Resour. Conserv. Recycl. 55, 639–647 (2011)
Shi, J, Zhang, G, Sha, J: Optimal production planning for a multi-product closed loop system with uncertain demand and return. Comput. Oper. Res. 38, 641–650 (2011)
Shi, W, Min, KJ: Product remanufacturing: a real options approach. IEEE Trans. Eng. Manag. 61, 237–250 (2014)
Souza, GC, Ketzenberg, ME: Two-stage make-to-order remanufacturing with service-level constraints. Int. J. Prod. Res. 40(2), 477–493 (2002)
Souza, GC: Closed-loop supply chains: a critical review, and future research. Decis. Sci. 44(1), 7–38 (2013)
Sundin, E: Product and process design for successful remanufacturing. Dissertation no. 906, Linköping University, Linköping, Sweden. (2004)
Tagaras, G, Zikopoulos, C: Optimal location and value of timely sorting of used items in a remanufacturing supply chain with multiple collection sites. Int. J. Prod. Econ. 115, 424–432 (2008)
Teunter, RH, Flapper, SDP: Optimal core acquisition and remanufacturing policies under uncertain core quality fractions. Eur. J. Oper. Res. 210, 241–248 (2011)
Teunter, RH, Vlachos, D: On the necessity of a disposal option for returned items that can be remanufactured. Int. J. Prod. Econ. 75, 257–266 (2002)
Toktay, B, Wein, L, Zenios, S: Inventory management of remanufacturable products. Manag. Sci. 46(11), 1412–1426 (2000)
Umeda, Y, Kondoh, S, Sugino, T: Proposal of “marginal reuse rate” for evaluating reusability of products. Proceedings of International Conference on Engineering Design, Melbourne. (2005)
Vadde, S, Kamarthi, SV, Gupta, SM: Optimal pricing of reusable and recyclable components under alternative product acquisition mechanisms. Int. J. Prod. Res. 45, 4621–4652 (2007)
Van Wassenhove, LN, Zikopoulos, C: On the effect of quality overestimation in remanufacturing. Int. J. Prod. Res. 48, 5263–5280 (2010)
van der Laan, E, Salomon, M: Production planning and inventory control with remanufacturing and disposal. Eur. J. Oper. Res. 102, 264–278 (1997)
van der Laan, E, Dekker, R, Salomon, M: Product remanufacturing and disposal: a numerical comparison of alternative control strategies. Int. J. Prod. Econ. 45, 489–498 (1996)
van der Laan, E, Dekker, R, Salomon, M, Ridder, A: An (s, Q) inventory model with remanufacturing and disposal. Int. J. Prod. Econ. 46, 339–350 (1996)
Vercraene, S, Gayon, JP, Flapper, SD: Coordination of manufacturing, remanufacturing and returns acceptance in hybrid manufacturing/remanufacturing systems. Int. J. Prod. Econ. 148, 62–70 (2014)
Wei, S, Cheng, D, Sundin, E, Tang, O: Motives and barriers of the remanufacturing industry in China. J. Clean. Prod. 94, 340–351 (2015)
Wei, S, Tang, O, Liu, W: Refund policies for cores with quality variation in OEM remanufacturing. Int. J. Prod. Econ. (2014). doi:10.1016/j.ijpe.2014.12.006
Xiong, Y, Li, G: The value of dynamic pricing for cores in remanufacturing with backorders. J. Oper. Res. Soc. 64, 1314–1326 (2013)
Xiong, Y, Li, G, Zhou, Y, Fernandes, K, Harrison, R, Xiong, Z: Dynamic pricing models for used products in remanufacturing with lost-sales and uncertain quality. Int. J. Prod. Econ. 147, 678–688 (2014)
Xu, X, Li, Y, Cai, X: Optimal policies in hybrid manufacturing/remanufacturing systems with random price-sensitive product returns. Int. J. Prod. Res. 50, 6978–6998 (2012)
Yalabik, B, Chhajed, D, Petruzzi, NC: Product and sales contract design in remanufacturing. Int. J. Prod. Econ. 154, 299–312 (2014)
Zeng, AZ: Coordination mechanisms for a three-stage reverse supply chain to increase profitable returns. Nav. Res. Logist. 60, 31–45 (2013)
Zhou, SX, Yu, Y: Optimal product acquisition, pricing, and inventory management for systems with remanufacturing. Oper. Res. 59, 514–521 (2011)
Zhou, SX, Tao, ZJ, Chao, XL: Optimal control of inventory systems with multiple types of remanufacturable products. Manuf. Serv. Oper. Manag. 13, 20–34 (2011)
Zikopoulos, C, Tagaras, G: On the attractiveness of sorting before disassembly in remanufacturing. IIE Trans. 40, 313–323 (2008)
Örsdemir, A, Kemahlioǧlu-Ziya, E, Parlaktürk, AK: Competitive quality choice and remanufacturing. Prod. Oper. Manag. 23, 48–64 (2014)
Östlin, J, Sundin, E, Björkman, M: Importance of closed-loop supply chain relationships for product remanufacturing. Int. J. Prod. Econ. 115(2), 336–348 (2008)
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
In this paper Shuoguo Wei takes the leading role in initiating the research idea, collecting data, data analysis and writing. Ou Tang and Erik Sundin also contribute in improving the research idea, formulating the data collection and selection procedure, conducting the data analysis, and the revision of writing as well. All authors read and approved the final manuscript.
Appendix
Appendix
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Wei, S., Tang, O. & Sundin, E. Core (product) Acquisition Management for remanufacturing: a review. Jnl Remanufactur 5, 4 (2015). https://doi.org/10.1186/s13243-015-0014-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s13243-015-0014-7