
Abstract
The characteristics of composite materials can be enhanced by using it as functionally graded composites (FGM). In this work, four-layer FGMs are produced by using aluminum, silicon carbide,and magnesium peroxide. The entire fabrication process has been performed through the sintering process, in which, the powder methodology is used to blend the particles of each material. During the fabrication of FGM, three parameters such as sintering time, sintering temperature and compacting pressure are considered. Four layers of the FGM are formulated as 100% of pure aluminum, 90%Al + 10%SiC, 90%Al + 5%SiC + 5%MgO2, and 85%Al + 5%SiC + 10%MgO2 respectively. The created FGMs have been analyzed to find out the mechanical, tribological and microstructural characteristics. The microstructure and worn-out surface of the FGM layers are analyzed via the scanning electron microscopy. In the mechanical analysis, the compressive strength and hardness characteristics of FGM material are investigated. The outcomes of the mechanical analysis are exhibited that the FGMs deliver the finest compressive strength,microhardness,and macro hardness as 315 Mpa, 1.26 Gpa,and 1.87 Gpa which are higher than the composite materials. Finally, Taguchi optimization has been performed to determine the optimum process parameters in terms of mechanical characteristics. The results of the Taguchi optimization exhibited that the mechanical characteristics of FGM are highly depending upon the sintering temperature and slightly on compacting pressure and sintering time.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Now a days,few of the materials(aluminium, copper, titanium, etc) are applied on various engineering applications such as piping systems, diesel piston cylinders, crankshafts, engine cylinder liners, flywheels, and diving cylinders require some particular characteristics like high impact strength, low weight,and high tensile strength [1]. Aluminum is one of the most utilized material in marine, aircraft,and automobiles because it is light in weight, nevertheless, it has a limitation in terms of tensile strength and impact strength [2]. In order to eliminate the mentioned limitations, plenty of new aluminum-based materials are arisen in many sectors such as automobiles, aerospace, construction,anddefense, because of the evolution of material science [3]. Aluminum-based alloys and composite materials are prominently utilized in automobiles and aircraft, but, those have some limitations such as low susceptibility, strength and wear resistance [4]. For achieving the multiple characteristics within a single material, FGMs introduced as the alternatives for the composite and alloy materials. In the fabrication of FGM, different sorts of materials (with different temperature characteristics) are joined together, thus residual stress is created with the participating materials, this leads to new material compositions [5].
When compared with the base materials, the FGM shows some differences in lattice constant, structure, refractive index, composition, grain size,and density. Therefore, most of the researchers are interested in the field of FGM. Mostly, the characteristics of fabricated FGM are superior to conventional composites materials. In terms of the characteristics such as wear rate, corrosion resistance, toughness, thermal gradients, impact strength,and thermo-mechanical mismatch, the performance of FGM is very well [6]. FGM is also known as the mixture of composite materials because each layer of an FGM is different from other layers. The strength, as well as tribology characteristics of each layer, depends on the materials present in it. Because of the arrival of FGM, the performance and lifetime of mechanical components such as gears, bearings, shafts,and cams have been significantly improved [7]. The FGMs materials are utilized in many sectors such as biomedical, aerospace and automobile. In general, the fabrication techniques for aluminum-based metal matrix and FGM are categorized into powder metallurgy, semisolid processing and liquid state processing [8]. These techniques include chemical vapor deposition, conventional sintering, stir casting, infiltration method, plasma spraying method, spark plasma sintering (SPS) and powder metallurgical process [9, 10].
The melt-stirring process is the liquid state process that can be used for a variety of materials [11]. Stir casting is considered as one of the most employed liquid state processing because it has a simple procedure and provides some benefits like good wettability, maximum yield, less porosity and less damage to reinforcement [12]. But, the products of stir casting shows limitations in terms of mechanical characteristics because ofthe low viscosity and richness of resins. The unnecessary characteristics such as poor interfacial bonding, unwanted interfacial chemical reactions, reinforcement segregation, and higher porosity are formed in the aluminum-based metal matrix when using the traditions fabrication techniques are forging, casting and spraying [13]. In powder methodology, in order to produce the metal and composite powders, various techniques such as mechanical milling, chemical vapor deposition, water atomization, electrolysis, and centrifugal atomization are used. When compared with other techniques, the mechanical milling creates metal powders with an advantage of narrow broad size distribution in a single step [14]. The size of metal powders is directly proportional to milling time. In the fabrication of aluminum-based MMC (Metal Matrix Composite), the Powder metallurgy is prominently used because it provides some benefits such as the finest material distribution, non-wettability and less destructive interfacial reactions between the molten metals [15].
Powder methodology is mainly used in FGM fabrication to obtain the finest internal structure, at the same time, the entire process of FGM fabrication is not only conducted by Powder methodology, in which, anyone of the fabrication methods like conventional sintering, stir casting, infiltration method, plasma spraying method, spark plasma sintering (SPS) has also been considered. In the fabrication of aluminum-based FGM, the sintering process is mostly used because of its easy and simple working procedure [16, 17]. Before performing the sintering process, the thermomechanical characteristics and particle size of base materials and reinforcement must be analyzed, because, those can be created the crack and stress. Thus, in the fabrication of FGM, the composition and size of base materials must be properly arranged [18]. At present, the FGMs are generally utilized to attain suitable tribological or wear characteristics in products. The reduction of material weight during the sliding condition or working condition is known as wear. The strength of the material surface generally depends on its wear characteristics [19, 20]. Compared to the conventional composite materials, the FGM shows minimum weight and high strength, nevertheless, it does not show any superior performance in terms of wear rate. The material must be allowed to various tests such as wear, impact test, and microstructural, before its implementation [21]. The mechanical characteristics of FGMs are typically based on the characteristics of the fabrication method and base material [22]. After fabrication, some machining processes are performed on the FGM to enhance its quality [23]. The quality of FGM during the machining process is almost based on the composition of FGM and the parameters of the fabrication process. Therefore, the optimization of material composition and fabrication parameters is vital before the machining process and FGM fabrication. Taguchi [24] and ANOVA [25] are prominently utilized optimization techniques, in which the exact optimum point can be determined.
Aluminum-based Composite materials had been introduced to attain high strength material with good withstand ability to wear conditions. But, at the high temperature and load conditions, these show low resistance against the wear because of its low hardness. In addition, the production cost of composite materials is high. The toughness of composites materials is low, therefore, it can't perform well at highly loaded conditions. Owing to these drawbacks, the aluminum-based composites have exposed some limitations in applications such as turbine blades, gear crank shifts. The aim of the proposed work is to provide a superior FGM based on mechanical, tribological and microstructural characteristics by using aluminum, magnesium peroxide,and silicon carbide. The techniques like powder methodology and sintering process have been used in the preparation of FGM, in which, three parameters such as compacting pressure, sintering time and sintering temperature are considered. Finally, these parameters are optimized via the Taguchi method to get the optimum process parameters in terms of hardness and compressive strength.
2. Literature survey
By using both Al2O3 and pure Al, Saleh et al [26] had produced the functionally graded tubes via Centrifugal Casting. The created tubes were allowed to various tests like tensile, wear and hardness analysis. The wear test is performed at a constant speed, at which, the impact of three various loads was analyzed. The created tubes had the finest tensile and hardness strength on its outer and inner zones. The created tubes were performed well in the wear test, whilst, some cracks, delamination and wear debris were occurred on it.
A functionally graded material based on magnesium and hyper-eutectic A390 had prepared by Jayakumar et al [27] in which, the centrifugal casting technique was employed for the fabrication. The particles of magnesium were added with base A390 at the ratios of 2%and 4%. The capability of produced FGM was analyzed under various tests such as wear and microstructural. After the addition of magnesium, the wear characteristics of FGM had been enhanced significantly.
Gorkem et al [28] had created a functionally graded material (FGMs) which consists of silicon carbide as reinforcement and Al7075 as the base material. The silicon carbide added within Al7075 at four different ratios such as 5%, 10%, 15%, and 20%. During the fabrication, powder methodology had been used under various pressure and temperature levels. The hardness of created FGMs was enhanced with respect to the content of silicon carbide. The FGM was produced under the conditions of 400 Mpa and 500 °C had provided the finest performance in terms of ballistic resistance, hardness,and fracture toughness.
Radhika and Raghu [29] had prepared the aluminum-based FGM composites by using techniques like liquid metallurgy route and centrifugal casting. In which, Al/SiO2 FGM was fabricated by a liquid metallurgy route, likewise, Al/AlN was fabricated via centrifugal casting. The created two FGM composites were analyzed under the wear and hardness tests. When compared with SiO2 additive FGM composites, the AlN additive FGM was shown the finest hardness as well as wear characteristics.
With the help of powder metallurgy (PM), Farah et al [30] had prepared an FGM with four layers which consistof the Al2O3and aluminum. The four layers of FGM had ceramics at the percentages of 0%, 10%, 20%, and 30%. The prepared FGMswere allowed to sintering process for 120 min and 620° C. Then after, the internal structures of prepared FGMs were analyzed by energy-dispersive x-ray spectroscopy (EDS) and scanning electron microscopy (SEM), likewise, the strength of FGM was investigated through the Vickers microhardness test. The created FGM was shown the finest hardness properties without cracks.
In this work, the FGMs are produced with four layers through the powder methodology and sintering process. Aluminum is employed as base material and silicon carbide and magnesium peroxide as reinforcements. The produced FGMs are analyzed in terms of microstructural, mechanical and tribological characteristics. The organization of this article is as follows; some of the related works are discussed in sections 2, 3 comprises of the architecture of proposed work, working materials,and fabrication process. The characteristics of FGM are analyzed in the 4th section, likewise, the 5th section exhibited the Taguchi optimization. The conclusion of this research work has been explained in section 6.
3. Proposed research methodology
In the automobile sector, aluminum-based composite materials are prominently employed to frame the exterior structures owing to their superior characteristics such as high elasticity, low weight,and corrosion resistance. However, aluminum composites will not be utilized to make the engine parts such as crankshaft, piston,and camshaft because of some limitations with respect to tribological, hardness, compressive characteristics. Wear character is vital in the engine, because, if the crank material has high wear rate, more amount of material will be removed from the surface of the crank, this leads to the failure in the engine. On the other hand, the high amount of heat energy is generated within the engine at the combustion process of fuel, therefore, the crank will be softened, and this leads to a high wear rate if aluminum-based composite has been used. The relation between the hardness and wear rate is nonlinear, therefore, for achieving the minimum wear rate, the hardness of material must be enhanced. The strength of composites material mostly depends on its chemical composition, therefore, the selection of reinforcement plays a vital role in composite preparation. The non-suitable reinforcement material causes the crake, porosity and low boding strength in between the base material and reinforcements. At present, FGMs are mostly utilized instead of composites materials, in which, two or more various composite materials are arranged in a certain manner to obtain the desired properties. To improve the use of composite material in critical conditions in terms of wear rate, hardness,and compressive strength, an FGM material is provided in this work.
The flow of this investigation is illustrated in figure 1. The major intention of this work is to deliver the finest FGM based on the tribological, microstructural and mechanical characteristics. FGM has manufactured by using pure aluminum, silicon carbide,and magnesium peroxide, in which, pure aluminum taken as the base material. The material preparation is done by powder methodology, similarly, the fabrication of material is performed via the sintering process within a turbulence furnace. The fabricated FGM has four layers which are defined by 100% pure aluminum, 90%Al + 10%SiC, 90%Al + 5%SiC + 5%MgO2, and 85%Al + 5%SiC + 10%MgO2 respectively. The created FGM is allowed to various tests to find its characteristics via scanning electron microscope (SEM), universal testing machine (UTM) and Vickers hardness machine. At the preparation of FGM, three parameters are considered such as sintering time, sintering temperature and compacting pressure. The impacts of these parameters on the mechanical characteristics of FGM such as compressive strength and hardness have been analyzed. Eventually, by using Taguchi with L9 array, the optimum points of those parameters are found with respect to mechanical characteristics.
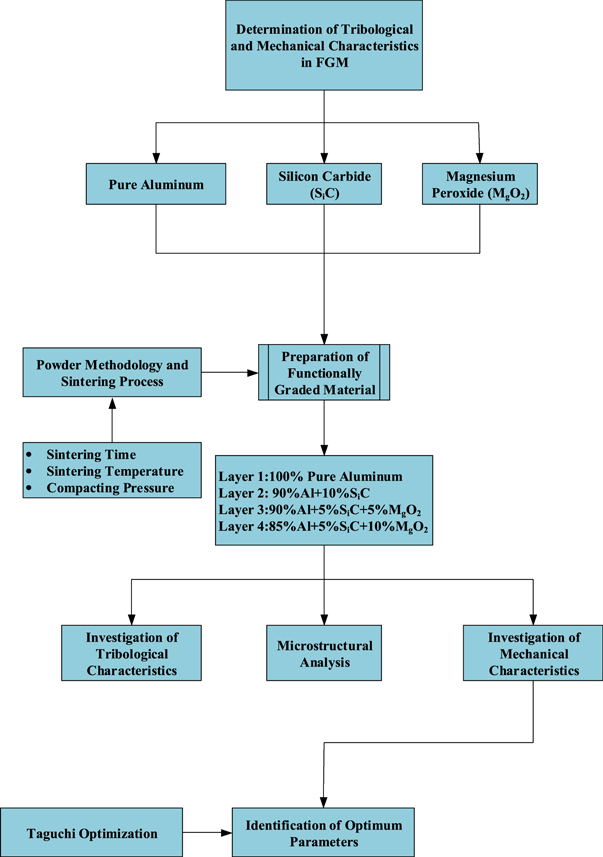
Figure 1. Architecture of proposed work.
Download figure:
Standard image High-resolution image3.1. Material and experimental setup
In this work, the powder methodology and sintering process are used, likewise, aluminum, silicon carbide,and magnesium peroxide are taken as working materials and their properties listed in this section.
Aluminum: Aluminum is a significant material in many applications used in aeronautical and automotive sectors. In this experimentation, pure Aluminum particles are used at the size of 200 microns, because, when applying the base material as powered particles in fabrication, the mechanical characteristics of FGMs are increased significantly. The chemical compositions of aluminum used in this work are listed in table 1.
Table 1. Chemical composition of pure aluminum.
| Composition | Al | Ti | Mg | Mn | Fe | Si |
|---|---|---|---|---|---|---|
| Percentage | 99.021 | 0.016 | 0.38 | 0.023 | 0.15 | 0.41 |
The physical properties of aluminum are exhibited in table 2. From table 2, the melting point of aluminum is 660 °C which very minimum compared with steel, but aluminum has good electrical and thermal conductivity characteristics.
Table 2. Physical properties of pure aluminum.
| Property | Aluminum |
|---|---|
| Density | 2700 kg m−3 |
| Modulus of Elasticity | 69 Gpa |
| Melting Point | 660 °C |
| Boiling point | 2467 °C |
| Specific Heat | 940 kJ kg−1 K |
| Electrical Conductivity | 3.8 × 107 s m−1 |
| Thermal Conductivity | 222w/m °k |
| Coefficient of linear expansion | 23.6 |
Silicon carbide (SiC): Silicon carbide contains the atoms of both carbon and silicon and that have good properties such as high hardness as well as wear resistance, low thermal expansion,and corrosion resistance. In this work, SiC particles are used as a reinforcement agent within the size of 50 microns. When we observe the particles of silicon carbide they are densely packed and the voids or the interstitial gap between the grains is very low owing to the hardness and due to which the silicon carbide is considered to the strongest material in ceramics classification and used in various applications where strength and hardened materials are required,the morphology of the silicon carbide particles with the aid of scanning electron microscopy (SEM) and particle distribution curve are shown in the figures 2 and 3 respectively. The characteristics of silicon carbide are listed in table 3.
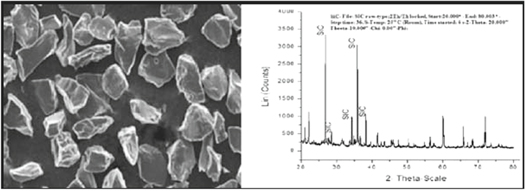
Figure 2. Morphology of silicon carbide.
Download figure:
Standard image High-resolution image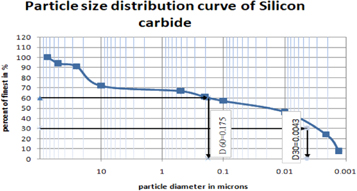
Figure 3. Particle distribution curve of silicon carbide.
Download figure:
Standard image High-resolution imageTable 3. Physical properties of silicon carbide.
| Property | SiC |
|---|---|
| Density | 3.1 kg m−3 |
| Modulus of Elasticity | 410 Gpa |
| Melting Point | 2830 °C |
| Boiling point | 2 °C |
| Specific Heat | 750 J kg−1 0K |
| Electrical Conductivity | 1 × 1014Ω cm |
| Thermal Conductivity | 120 w/m °k |
| Coefficient of linear expansion | 23.6 °k−1 |
Magnesium peroxide (MgO2): Magnesium Peroxide is formed by the bonding of two oxygen atoms with one magnesium atom. This is employed as a secondary reinforcement agent here. The color of magnesium Peroxide is white. To assess the grain structure and the bonding of the reinforcing elements with the matrix material we have taken the scanning electron microscopic image of magnesium peroxide(MgO2) we have observed that the molecules of magnesium are also densely packed but the particle size is very low owing to the ductile nature of the material and the corner voids shows it is effected to oxidation process. The particle size ,distribution and the microstructural features before the compaction process and also the particle distribution curve are shown in figure 4 and 5 respectively.
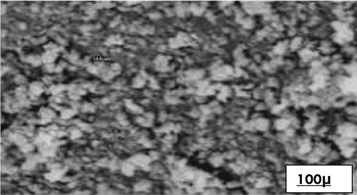
Figure 4. Morphology of magnesium peroxide.
Download figure:
Standard image High-resolution image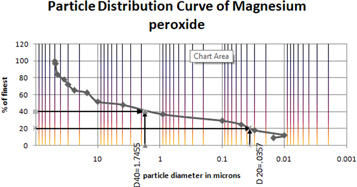
Figure 5. Particle distribution curve of magnesium peroxide.
Download figure:
Standard image High-resolution imageWear test apparatus: Pin on Disc Wear Test Apparatus is used in this work to perform the tribological characterization test forstudying the surface characteristics of the fabricated FGMs under various load conditions. In this work, a pin on disc wear test apparatus of Model TR-201 (figure 6) is employed and its specification is listed in table 4.
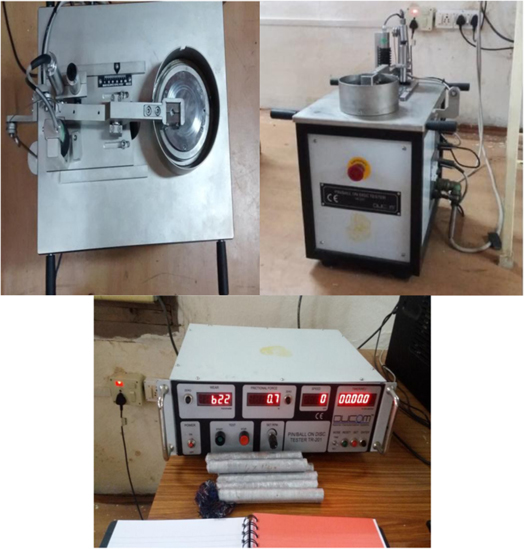
Figure 6. Pin on disc wear test apparatus of model TR-201.
Download figure:
Standard image High-resolution imageTable 4. Specification of pin on disc wear test apparatus.
| Pin material | 85%Aluminium + 15%Alumina |
|---|---|
| Disc material | EN 31 disc steel with a hardness of 75HRC |
| Pin dimensions | 15*8.5*8.5 mm3 |
| Time(minutes) | 30 |
| Load(N) | 50 |
| Track diameter (mm) | 60 |
| Disc speed(rpm) | 500 |
Process parameters and levels: The characteristics of FGM are mainly dependent on its fabrication process, in this work, the sintering process and powder methodology have been used. The sintering time, sintering temperature and compacting pressure are considered as the major factors which determine the quality of FGM. The experimentation is conducted based on the Taguchi L9 orthogonal array. The process parameters and their values are listed in table 5.
Table 5. Process parameters and values.
| Process parameters | Sintering time(min) | Sintering temperature (̊C) | Compacting pressure (Mpa) |
|---|---|---|---|
| Level 1 | 240 | 480 | 251.12 |
| Level 2 | 250 | 500 | 351.12 |
| Level 3 | 260 | 520 | 451.12 |
The above-mentioned process parameters arranged as per the Taguchi L 9 array in table 6 which reduces the complexity and experimentation trails.
Table 6. Taguchi L 9 array.
| Sintering time (min) | Sintering temperature (C) | Compacting pressure (Mpa) |
|---|---|---|
| 240 | 480 | 251.12 |
| 240 | 500 | 351.12 |
| 240 | 520 | 451.12 |
| 250 | 480 | 351.12 |
| 250 | 500 | 451.12 |
| 250 | 520 | 251.12 |
| 260 | 480 | 451.12 |
| 260 | 500 | 251.12 |
| 260 | 520 | 351.12 |
Preparation of FGM: With the help of the ball milling process, the finest particle of pure aluminum is obtained within the range of 200 microns, likewise, the particles of silicon carbide are created at the size of 50 microns. The magnesium peroxide powder is also taken here. The blends for preparing the FGM are consists of four layers starting from the bottom-most layer which has 85%Al + 5%SiC + 10%MgO2, and the subsequent layer consists of 90%Al + 5%SiC + 5%MgO2, the second layer consists of 90%Al + 10%SiC and the topmost layer consists of 100% of pure aluminum. This mixture is placed within a compression testing machine to get a good shape without porosity. The porosity exists in the mixture is removed by applying 17.8 KN load for the time duration of 30 min After the compaction process, a 9.75 KN load applied to eject the compacted specimen without breakages. The length and diameter of the ejected specimen are 34 mm and 9.5mm respectively. The strong bonding between the composition exists in the ejected specimens is not created still, because, the mixing process only performed at the room temperature.
In order to enhance the hardness as well as the strength of specimens, the sintering process is performed, in which, the fabrication is performed under various timesand temperatures. After those specimens are allowed to cooling within the same furnace (figure 7). The size of the created FGM is reduced by 70.882 mm2 to perform the mechanical analysis. Nine number of specimens are created based on the parameters present in the Taguchi L9 array. The fabricated FGM has exhibited in figure 8.

Figure 7. High Temperature with Cyclic Loading Inert Gas Equipped Tubular Furnace.
Download figure:
Standard image High-resolution image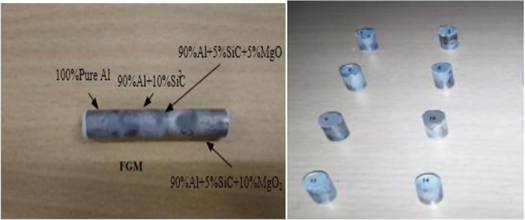
Figure 8. The fabricated FGM Specimens.
Download figure:
Standard image High-resolution image4. Results and discussions
The fabricated FGMs are allowed to various mechanical, microstructural and wear tests to determine their characteristics under various load. The outcomes of tests are delivered with some interesting information listed in this section.
4.1. Scanning electron microscopy analysis
SEM is employed for analyzing the arrangement of reinforcement within the base material, here, each layer of FGM has been analyzed at 5 mm depth. The thermal expansion may be created the bends after the sintering process, but, the fabricated FGM has no bend because of the finest compact process. The SEM images of four layers existing in the FGM are shown in figure 8, which taken at the range of 100  In figure 9, the microstructure of each layer available in FGM is exhibited.
In figure 9, the microstructure of each layer available in FGM is exhibited.
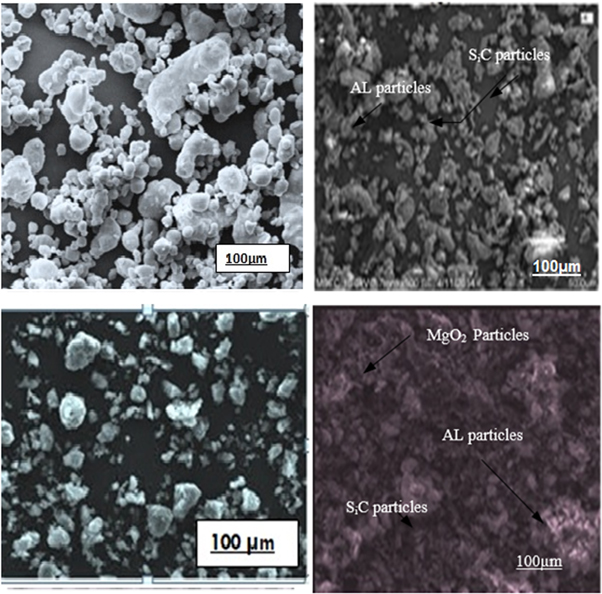
Figure 9. SEM micrographs of FGM.
Download figure:
Standard image High-resolution imageFigure 9(a) shows the internal structure of the first layer, in which, the aluminum particles have been arranged without cracks and porosity. The reduction in porosity is obtained by the accuracy of the compacting process, in the compacting process, the gases present in the layer mostly eliminated, likewise, the reduction in cracks is obtained by the conditions such as average temperature and the long cooling and heating time. Figure 9(b) exhibits the internal structure of the second layer which comprises Al and SiC particles. Silicon Carbide distributed in aluminum properly, at which, absence of crack and porosity, these benefits happened because of the accuracy of powder methodology. Figures 9(c) and (d) show the microstructures of 90%Al + 5%SiC + 5%MgO2 and 85%Al + 5%SiC + 10%MgO2 respectively, in both layers, the well-graded compositions are presented.figure 10 shows the interfacial region of the FGM where the bonding between the layers is occurred. The SEM analysis exhibited that the fabricated FGM from the sintering process has shown less porosity, crack and voids and the finest chemical composition in between each element. We can clearly observe in these images, that fewer voids and the grain boundaries are so perfect which shows the strong cohesive and adhesive bonding between the internal as well as the external molecules.
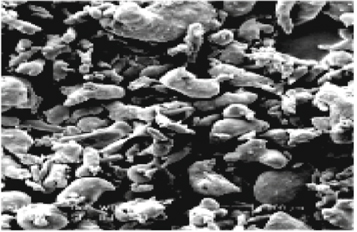
Figure 10. SEM image of the FGM at the interfacial region.
Download figure:
Standard image High-resolution imageEDS analysis is performed to analyse the chemical compositions of FGM and the results have been explained in figure 11. Figure 11(a) shows the chemical composition of pure aluminum, which generally along with the particles of magnesium and silicon. From figure 11(b), 90%Al-10% SiC layer of FGM have the particles of magnesium, carbon,and silicon at the weight percentage of 10.67, 23.66, and 6.94 respectively. After adding 5% of MgO2 in aluminum, the weight percentage of MgO2 increased up to 8.98%, whilst, figure 11(c) illustrates that carbon content is reduced slightly as 20.68%. Figure 11(d) shows that the content of carbon is very minimum (only 5.86%) in 85%Al + 5%SiC + 10%MgO2 layer when compared with the magnesium (10.83%).
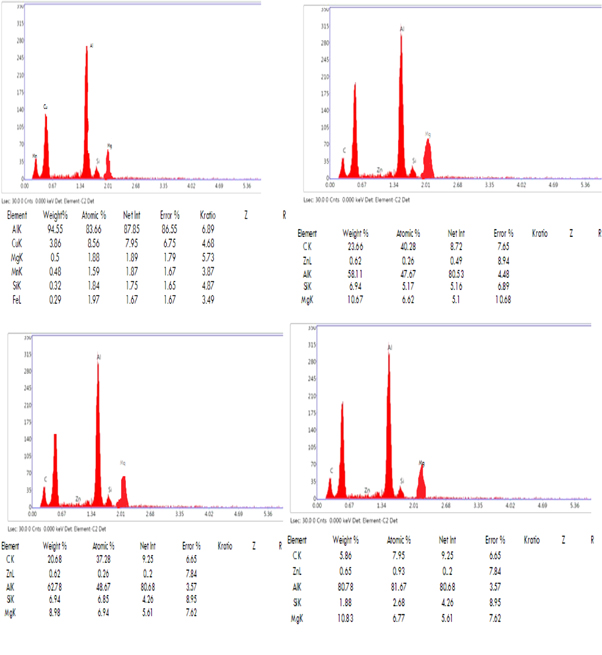
Figure 11. EDS images of FGM.
Download figure:
Standard image High-resolution image4.2. Evaluation of tribological properties
In order to understand the wear rate of each layer of produced FGM which permitted within a pin on disc machine, in which, the wear rate of FGM has been analyzed under the conditions of 55 N load, 473 rpm sliding speed and 30 min time duration. Before the wear test, the irregular edges that exist in the sample are eliminated by using both 60-grade emery paper and 100-grade sheets. In the wear test, a stainless steel EN 31 is applied on the FGM at 15N constant load for 1 min, then the load is extended up to 55 N. At 55 N, 473 rpm sliding speed, the experiment has been performed for 30 min The results of a wear test of pure aluminum have shown in figure 12 which consists of wear rate, coefficient of friction and friction forces.
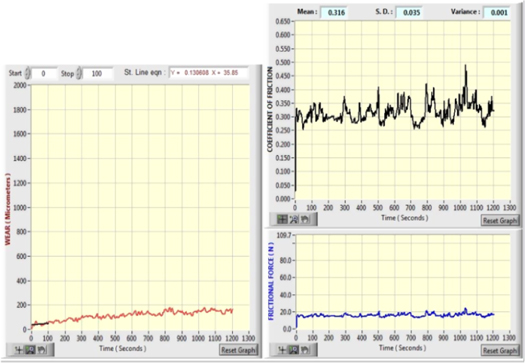
Figure 12. Wear rate, coefficient of force and frictional force of pure aluminum FGM at 55N, 473 rpm and 30 min wear time.
Download figure:
Standard image High-resolution imageFrom figure 12, the wear rate of pure aluminum has been increased up to 200 microns because of its low hardness value. As a result of thislow hardness, the coefficient friction is almost in between the range of 0.3–0.5 which indicated that a minimum amount of force is required to conduct the sliding process on the surface of pure aluminum.
The wear rate of the Al-SiC layer of FGM is illustrated in figure 13 which exhibited a wear rate at the 55N, 473 rpm and 30 min wear time. The reduction in wear rate is happened on the material surface due to the presence of silicon carbide particles which have high hardness. The silicon carbide reduces the wear rate up to 75 microns at 55N load in aluminum. The coefficient of friction for the material removal process is more than 0.65 which exhibited that the hardness of aluminumis enhanced by the SiC particles. A high amount of friction rate has happened at the removal of silicon carbide from the surface of Al-SiC.
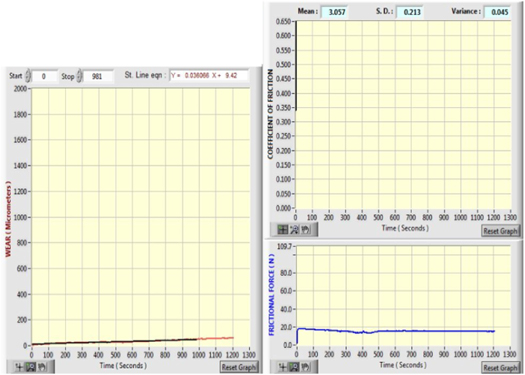
Figure 13. Wear rate, coefficient of force and frictional force of 90%Al + 10%SiCFGM at 55N, 473 rpm and 30 min wear time.
Download figure:
Standard image High-resolution imageThe outcomes obtained from the wear test of Al-SiC- MgO2 aredepicted in figure 14. Both the third and fourth layers have the same element, therefore, we conduct wear tests only on the third layer. The outer region exhibits a low wear rate due to the presence of hard silicon carbide particles which play a vital role in redistricting of wear at the surface, but, the wear rate in the middle surface is low due to the presence of magnesium particles that have low density and ductile nature. At the starting of the wear test, a high amount of force is required to remove the particles from the surface of aluminum FGM, which exhibited that most of the silicon particles are present on the outer region of the layer. From wear test, we find that SiC is less worn out when compared to magnesium peroxide elements because it has high density, hardness,and low brittleness.
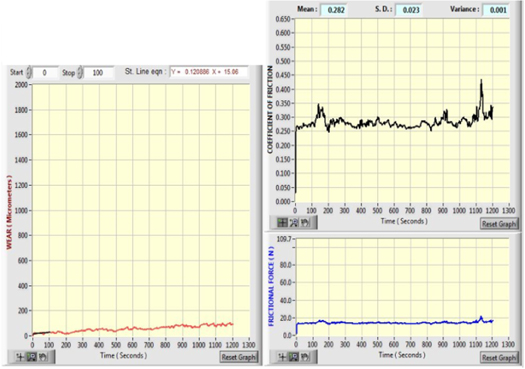
Figure 14. Wear rate, coefficient of force and frictional force of 90%Al + 5%SiC + 5%MgO2FGM At 55N, 473 rpm And 30 min wear time.
Download figure:
Standard image High-resolution image4.3. Worn-out surface analysis
After the wear test,in order to examine the microstructural behavior we have utilized SEM analysis. In the SEM analysis, we have observed the worn out surfaces of the composites that occurred by the EN 31 disc material. The worn-out surface analysis has been conducted to study the characteristics of FGM under the wear test. The worn-out surface characteristics explained via SEM images (at the range of 100  ) which captureafter the completion wear test.
) which captureafter the completion wear test.
Figure 15(a) illustrates the worn-out surface of pure aluminum which shows very minimum resistance against the wear, in which, a small number of scratches and debris are present due to the oxidation properties. The delamination occurs along the edges of the groove path, whilst, any delamination is not present on the groove path, because of the high wear rate which causes the scratch also. The delamination is present along the path of grooves in figure 15(b) which exhibit the worn-out surface of 90%Al + 10%SiC layers, at which, the delaminationis occurred by the attendance of silicon carbide, whilst, the material removal rate increased on the region of aluminum particles. Figure 15(c) shows the worn-out surface image of 90%Al + 5%SiC + 5%MgO2 layer which has a high amount of delamination and debris, but, it has less number of shallow grooves. Because of the MgO2, the brittle properties exceed on the material surface this leads toa reduction in hardness, in which, the particles of silicon carbide have increased the hardness of base material. At the same time, the increment in MgO2 leads to the reduction in hardness from figure 15(d) which shows the wear surface of 85%Al + 5%SiC + 10%MgO2. Less amount of wear has been found on the surface of 90%Al + 10%SiC because of the content of silicon carbide which increases the hardness of FGM highly compared with MgO2.
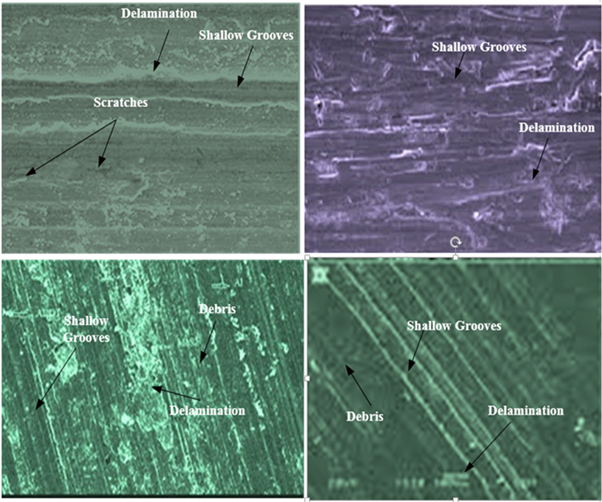
Figure 15. SEM images for worn out surface of (a)Pure aluminum FG (b) 90%Al + 10%SiC (C) 90%Al + 5%SiC + 5%MgO2 (d) 85%Al + 5%SiC + 10%MgO2.
Download figure:
Standard image High-resolution image4.4. Evaluation of mechanical characteristics
Mechanical Characteristics have been investigated with the help of the universal Testing Machine (UTM), Vickers Hardness Testing machine and Brinell Hardness Tester. The compression strength of the materials is measured via the universal testing machine, likewise, microhardness and macrohardness are measured via the Vickers hardness testing machine and Brinell Hardness Tester. In the Vickers hardnesstest, a load of 15 kg is applied to the individual specimens made of different compositions for a time of 30 s. After this, based on the penetration level of the indenter, the hardness of the specimen will be calculated. In the Brinell hardness testing, a 1500 kg load is applied on FGMs via a 10 mm diameter hardened steel ball for 30 s. Here, with respect to the penetration level of hardened steel on FGMs, the macrohardness values for FGMs are calculated. In the compression test, the specimens are allowed to compression force until its attaining the plastic deformation. The result of the microhardness, compressive strength,and macrohardness are listed in table 7.
Table 7. Hardness and compressive strength results.
| Specimen no | Sintering time (min) | Sintering temperature (C) | Compacting pressure (MPa) | Compressive strength (Mpa) | Vickers hardness (Gpa) | Brinell hardness (Gpa) |
|---|---|---|---|---|---|---|
| 1 | 240 | 480 | 211.62 | 255 | 0.85 | 0.7944 |
| 2 | 240 | 500 | 225.73 | 261 | 1.02 | 0.9317 |
| 3 | 240 | 520 | 239.84 | 294 | 1.15 | 1.049 |
| 4 | 250 | 480 | 225.73 | 257 | 0.99 | 0.8826 |
| 5 | 250 | 500 | 239.84 | 315 | 1.26 | 1.187 |
| 6 | 250 | 520 | 211.62 | 276 | 1.10 | 1.03 |
| 7 | 260 | 480 | 239.84 | 271 | 1.08 | 1.01 |
| 8 | 260 | 500 | 211.62 | 289 | 1.13 | 1.049 |
| 9 | 260 | 520 | 225.73 | 300 | 1.17 | 1.089 |

Figure 16. Computerised density measuring apparatus.
Download figure:
Standard image High-resolution imageFrom table 7, the macro hardness (Brinell Hardness) is lower than the microhardness (Vickers hardness). The produced FGMs exhibited low resistance against the penetration of bulk (large surface areas) materials. In the upcoming sections, microhardness is considered for analyzing the impact of process parameters. In figure 17, the impact of process parameters is illustrated in terms of microhardness and compressive strength.
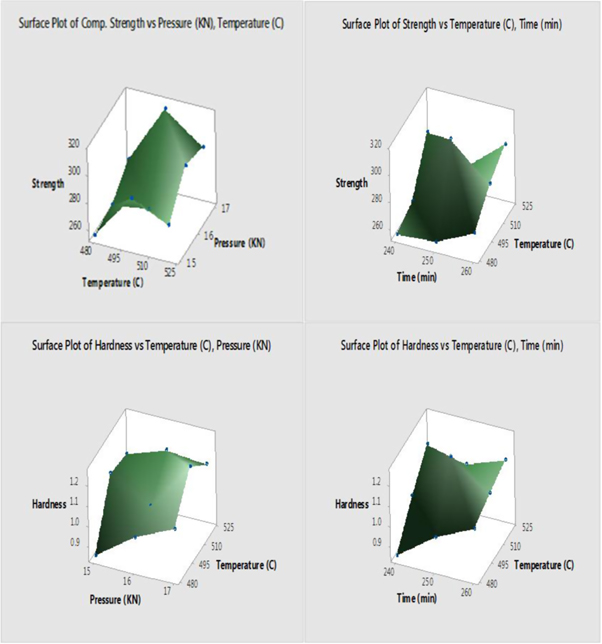
Figure 17. Surface plots of hardness and compressive strength.
Download figure:
Standard image High-resolution imageThe most prominent material property in industrial and commercial application of functionally graded material (FGM) is the density, in order to assess it ,we have tested on computerized density apparatus[16] which works on the principle of Archimedes rule of weight variation in air and liquid medium. It evaluates the specimen and gives the density in dimensionless parameter named as relative density. Therefore relative density is then converted to exact density with specified calculations which is illustrated in table 8.
Table 8. Experimental values of the densities for the FGM specimens.
| FGM(Layer) | Composition (weight %) | Density(gm/cc) |
|---|---|---|
| 1 | 100% Al | 2.72 |
| 2 | 90%Al + 10%SiC | 2.67 |
| 3 | 90%Al + 5%SiC + 5%MgO2 | 2.75 |
| 4 | 85%Al + 5%SiC + 10%MgO2 | 2.68 |
To validate any experimental method it has to be compared with the theoretical methodology and the error and error percentage is to be determined and the error percentage if it is less than five percentage (5%) then only the methodology is accepted. So in order to validate the values which are found out by using computerized density apparatus is to be compared with the theoretical density values which are calculated by using the following formula and the values are illustrated in the table 9.

where ρFGM = density of the functionally graded material. ρm = density of the matrix material. Vfm = volume fraction of the matrix material. ρr = density of the reinforcement material. Vfr = volume fraction of the reinforcement material. M = Number of layers.
Table 9. Experimental and theoretical values of the densities for the FGM specimens.
| FGM(Layer) | Composition (weight %) | Experimental density(gm/cc) | Theoretical density(gm/cc) | Error | % of error |
|---|---|---|---|---|---|
| 1 | 100% Al | 2.72 | 2.87 | 0.15 | 5.22 |
| 2 | 90%Al + 10%SiC | 2.67 | 2.52 | −0.15 | 5.95 |
| 3 | 90%Al + 5%SiC + 5%MgO2 | 2.75 | 2.94 | 0.19 | 6.46 |
| 4 | 85%Al + 5%SiC + 10%MgO2 | 2.68 | 2.73 | 0.05 | 1.83 |
Figure 17(a), the compressive strength value of the FGM is high at the condition of 500°C sintering temperature, but, the fabricated FGM at 520°C has low compressive strength. The lowest compressive strength specimen has occurred at 480°C. The compacting pressures of 16 KN and 17 KN are provided the finest compressive strength specimen compared with the 15 N. High compressive strength specimen has been attained at both conditions of 240 and 260 minutessintering times which found from figure 17(b). From figure 17 (c), high sintering temperature delivers the finest microhardness on the surface of FGM specimens. Likewise, figure 17(d) exhibited that the microhardness values are high at intermediate compact pressures of 16 KN and 17KN. High sintering times such as 250 and 260 min are provided high microhardness at the high temperatures.
5. Taguchi optimization of process parameters
Taguchi optimization is performed to determine the optimum fabrication conditions for getting superior microhardness and compressive strength characteristics. The material required high hardness and compacting strength in 90% of the application, therefore, we have used the larger isbetter condition (1) of Taguchi optimization.

Based on this, the SN (Signal to Noise) ratios are calculated for compressive strength values and these used to plot figure 18.
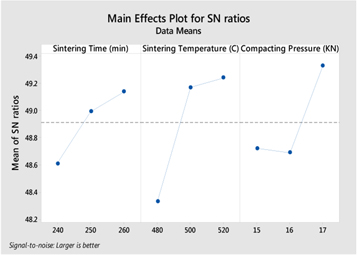
Figure 18. SN ratio plots for compressive strength.
Download figure:
Standard image High-resolution imageFigure 18 illustrates the SN ratio Plots for Compressive Strength that exhibited the impact of each parameter used in the fabrication and blend preparation. The conditions such as compacting pressure, sintering pressure and sintering time have provided good compressive strength at high ranges. Sintering temperature makes the high deviations in compressive strength compared with compacting pressure and sintering time, at the same time, the sintering time has enhanced the compressive strength.
The influence of each parameter in the compressive strength of FGM is exhibited via table 10 based on the delta values. The delta value of sintering temperature is 29 which higher than other parameters such as sintering time and compacting pressure. From this, we understand that the sintering temperature is vital to enhance the compressive strength of FGM. Compressive pressure show delta value as 20.7, therefore, the compacting pressure can also improve the compressive strength of FGM significantly.
Table 10. Response table for meansof the SN ratio of compressive strength.
| Level | Sintering time | Sintering temperature (C) | Compacting pressure (KN) |
|---|---|---|---|
| 1 | 270 | 261 | 273.3 |
| 2 | 282.7 | 288.3 | 272.7 |
| 3 | 286.7 | 290 | 293.3 |
| Delta | 16.7 | 29.0 | 20.7 |
| Rank | 3 | 1 | 2 |
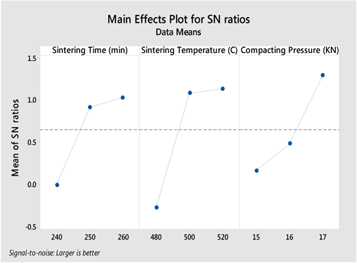
After the Taguchi analysis on compressive strength, it performed on the hardness of values of FGM with respect to compacting pressure, sintering temperature and sintering time. The condition (1) has been employed and that provide the plots shown in figure 19.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 19. SN ratio plots for compressive strength.
Download figure:
Standard image High-resolution image{kind=link}
The mean SN plots of hardness values are exhibited that the optimum microhardness is obtained at the sintering temperature of 260 min, compacting pressure of 17 KN and sintering temperature of 520 °C. Likewise, the lowest microhardness values have happened at the conditions of 240 min sintering time, 480 °C sintering temperature and 17 KN compacting pressure.
From the above table 11, the microhardness of the FGM is mostly changed by the sintering temperature because that has the delta value as 0.1667 which higher than other parameters such as compacting pressure and sintering time. The compacting pressure is highly influenced the FGM hardness compared with the sintering time.
Table 11. Response table for means of the SN ratio of microhardness.
| Level | Sintering time (min) | Sintering temperature (°C) | Compacting pressure (KN) |
|---|---|---|---|
| 1 | 1.0067 | 0.9733 | 1.0267 |
| 2 | 1.1167 | 1.1367 | 1.0600 |
| 3 | 1.1267 | 1.1400 | 1.1633 |
| Delta | 0.1200 | 0.1667 | 0.1367 |
| Rank | 3 | 1 | 2 |
6. Conclusion
The main target of this work is to deliver the superior functionally graded material with four-layer by using aluminum as the base material, and, the silicon carbide and magnesium peroxide as reinforcements. The preparation of FGM has done by the powder methodology and sintering process under the parameters such as compacting pressure, sintering temperature and sintering time. Then, the produced FGM is allowed to microstructural analysis, in which, the dispersion of reinforcements in aluminum has investigated. The tribological characteristics of each FGM layer are investigated via a pin on disc machines. The tribological analysis exhibited that the second layer of FGM consists of 90%Al + 10%SiC, which delivers the finest resistance against wear at 55N, 473 rpm and 30 min Worn surfaces obtained from the wear test have been analyzed via SME which displays some debris, delamination, shallow groove and scratch. The performance of FGM has investigated based on mechanical characteristics like microhardness, macro hardness, and compressive strength which attained high as 1.26 Gpa,1.187 Gpa and 315 Mpa respectively. Eventually, the Taguchi analysis has been performed to optimize the process parameters. The results of Taguchi analysis showed that the mechanical characteristics of FGM are prominently dependent on the sintering temperature and slightly depend on sintering time and compacting pressure.
Acknowledgments
I sincerely thank the Management of Gudlavalleru Engineering College,Krishna district,Andhra Pradesh and also the Department of Mechanical Engineering for assisting me during the experimentation work and also the consistent support given by the professors. I also thank the Department of Mechanical Engineering of LBRCE Mylavaram and Vignan university, Vadlamudi, Guntur district for their cooperation in Material characterization work.