
Abstract
The uncontrolled recycling activities of waste species can lead to series problems to both environment and human health. In addition, the exploration of environmentally friendly materials has been received growing interests from researchers and academicians. Herein, we investigated the tribological and mechanical properties of wood flour reinforced polypropylene (WF/PP) composites. The WF/PP complexes were successfully fabricated via a controllable injection molding approach using PP frameworks incorporating 5 wt%, 15 wt%, 25 wt%, 35 wt%, 45 wt%, and 55 wt% WF in the presence of maleated polypropylene (MA-PP) as an effective coupling agent to enhance the WF adhesion to the polymeric matrix and promote the interfacial interaction and wettability. Results demonstrate improved mechanical properties and wear resistance of the as-synthesized composites with the increment of WF content, benefiting from the robust interfacial adhesion and collaborative effects of both natural filler and polymeric components. The inherent strength of natural fibers significantly contributes to the overall strength of the resultant composites. Remarkably, the embedment of coupling agent enables superior properties to certain dozens of WF due to further impregnation of filler along the matrix. Thus, our developed synthesis method holds a promise as efficient pathway to fabricate hybrids comprising polymer and natural fibers to achieve a maximum utilization.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Changes were made to this article on 12 February 2020. The third author's name was amended.
1. Introduction
The interest in natural fiber reinforced structural polymer composites as a cheap, lightweight, durable, and esthetic materials has been increased quite considerably for several issues including environmental consciousness and community considerations as well as industrial purposes [1]. The investigation of eco-friendly matrices for appliances and products is one of the most effective paths to accomplish the goal of sustainability [2, 3]. Recently, both researchers and manufacturers are attempting to widespread the usage of renewable resources in a wide range of applications and processes to further replace the synthetic fibers with natural based fillers tuned polymer hybrids for different applications, particularly automotive applications owing to their lower cost and high strength to weight ratio [4].
Natural fibers were emerged as realistic alternatives to produce polymer-based fiber composites because of their high abundance as most of them are agricultural crops [5]. These renewable fillers with a high specific strength have shown a great ability to improve the mechanical and thermal properties of polymeric supports due to their inherent properties [6–8]. Among all, WF is a lignocellulosic fiber which can be obtained from industrial processes as a waste product. These fibers are cheap, lightweight, biodegradable material, and can be easily recycled internally or transferred into a form of specialized plastic recycling for extra development into reusable parts. Such filler material revealed formidable potential as tribo-materials for numerous tribological applications [9, 10]. The longitudinal fibers in WF are joined by lignin that serves as an adhesive motif.
The implementation of reinforced composites integrating commodity polymers and earth abundant natural fibers is increasing at a very high rate in numerous applications, particularly automotive industry because of their favourable properties and superior merits of natural fiber [11–16]. More importantly, a considerable interest has been focused on wood /plastic composites (WPCs) because of their satisfactory mechanical properties and relatively low densities. Various attempts have been reported to synthesize and evaluate the performances of WPCs hybrids for several applications [17–20].
PP is a thermoplastic polymer and widely investigated in composite industry owing to its advantageous properties [21–23]. Moreover, PP-based composites have exhibited adequate mechanical and thermal performances with enhanced swelling resistances. Accordingly, the integration of PP and lignocellulosic fibers could provide advanced materials with better stiffness at low price, while maintaining the environmental advantage [24].
The improvement of adhesion between WF and PP has got considerable attentions. The mechanical properties of these hybrids can be greatly enhanced by using a compatibilizing agent or surface modification modify interaction among all components. Specifically, the addition of MA-PP can efficiently improve the mechanical and thermal properties of PP/cellulose-fibers composites [25–28]. It is worthy mentioned that the intercalation of small amounts of coupling agent can significantly promote the mechanical performances these composites [29]. For example, Oksman and his colleagues [30] reported that the viscosity difference and interfacial gap among hydrophobic polymer and hydrophilic wood can direct the compatibilizer to preferential positions along the exposed surfaces of wood particles. Accordingly, the effect of MA–PP upon the mechanical properties of PP/soft or hard WF composites was presented by Bledzki et al, [31]. The study declared improved properties of the composites at a lower content of MA-PP compatibilizer (about 5 wt%), however, increasing the compatibilizer percentage up to 10 wt% led to a negligible change of both impact and tensile performances. Nowadays, the focus on friction and wear properties of natural fiber reinforced polymer composites is under progress to decrease the failure of mechanical components caused by tribological loading conditions. The tribological features of polymeric matrices could be noticeably promoted by natural fiber integration [32–39]. Taking into consideration the immense opportunities and advantages of natural fibers, it is a highly desirable to investigate the tribological behaviour of polymer/natural fiber-based composites. The reinforcement capability of natural fibers relies on the interfacial bonds between matrix and fiber, processing approach, and fiber properties. Injection molding and extrusions are the most commonly used methods to produce wood-fiber filled plastic parts [40, 41]. Precise control over the synthesis process provides composites with well-dispersed/uniformly mixed fillers and offers better interaction between the components.
Hence, the major objective of the present wok is to probe the possibility of considering WF filled PP complexes for tribological applications. A facile one-pot injection molding method was optimized to construct PP/WF composites using heterogeneous blends of WF (5 wt%, 15 wt%, 25 wt%, 35 wt%, 45 wt%, and 55 wt%) according to our specific design. The synergistic coordination between the polymeric matrix and natural fillers contributed directly to the improved mechanical and wear resistance properties of the obtained composites. The wear test was performed using three abraded surfaces with various surface roughness. Moreover, the wear mechanism was analyzed with a robust emphasize on microstructural and mechanical features. Results demonstrated the important role of WF particles in constructing tribo-composites and the incorporated filler achieved significant enhancements in the mechanical properties of PP and prohibited the grains from being pulled out throughout the wear test.
2. Experimental work
2.1. Synthesis
The raw WF and PP (supplementary information, tables S1 and S2) were treated before processing to remove the residual moisture. Different composites containing various WF doses were produced via a straightforward injection molding process (IS-805 model, TOSHEBA, Japan) in presence of MA-PP at 175°C with a feed speed of 160 rpm and a flow pressure of 40 MPa as schematically represented in figure 1. The adopted synthesis route produces items through three basic steps: melting, shaping, and cooling, with minimal post-manufacturing stages. Injection molding machine could form a continuous portrayal of plastic parts by forcing a mixture of MA-PP with WF through a die. Additionally, MA-PP was used to enhance the internal orientation of WF in the composites and therefore promote the mechanical performance. In this design, the wood particles and PP were manually mixed and inserted into the hopper of an injection machine with a twin screw. The main function of this screw is to convey the target precursors and further blends the heterogeneous components under defined operating conditions. The used mixtures were pushed through different zones of the screw and finally extruded into a pelletizer. Finally, the resulting extrudes were allowed to cool naturally to room temperature and then the test specimens were prepared from pelletized products.

Figure 1. Fabrication of WF filled PP matrix by a simple injection molding process in presence of MA-PP as a coupling agent.
Download figure:
Standard image High-resolution image2.2. Characterization
2.2.1. Tensile testing
Uniaxial tensile and flexural tests of the as-prepared WF/PP composites were performed on plate-shaped specimens (figure S1 is available online at stacks.iop.org/MRX/7/015313/mmedia) with different batches corresponding to ASTM D638 standard specification using an AGS-X table-top precision universal tester with 5 kN pneumatic flat grips (single-side file teeth grip faces) under a cross-head speed of 50 mm min−1. The straight gauge sector was designed with identified specifications of 10 mm length, 3.5 mm nominal width, and 1.5 mm uniform thickness. The ultimate tensile strength (TS, MPa), tensile modulus (TM, GPa), ultimate flexural strength (FS, MPa), and flexural modulus (FM, GPa) of each sample were measured from both tensile and flexural test data.
2.2.2. Tribological test
The tribological and frictional properties of the composites were evaluated at room temperature under dry sliding conditions on HEIDON-HHS 2000 tribometer with a linearly reciprocating ball-on-disk sliding test as illustrated in figure S2. Plate-shaped samples were prepared having the dimensions of 29 mm × 23 mm × 3 mm and a load of 10 N was applied using a dead weight loading lever, which optimized according to the composite response. The samples were fitted perpendicular to the counterface at a constant sliding speed of 20 mm s−1 for 1200 successive cycles. Three identical specimens were tested for each composition and the average results are reported. A stainless-steel ball of 12 mm diameter served as the counterface against the samples and equipped with a surface roughness of Ra1 = 340.7 nm, Ra2 = 391 nm, and Ra3 = 431 nm. A soft brush and dry air were used to gently clean the samples before and after each run to remove the duct and impurities. Subsequently, the specific wear rates of the composites were measured using 10−4 g accuracy balance by comparing the weights obtained before and after each test.
The specific wear rate (Ko, mm3 N−1 m−1) was calculated as follow:

Where ∆V is the Volume loss in mm3 as function of weight loss in gm in their samples density in gm cm−3, Fn represents the applied load in Newton, and Sd is the sliding distance of abraded samples in meter. The surfaces of the composites were examined by a laser microscope (Model VK-X200 series KEYENCE, Japan) to check their surfaces after the test.
3. Results and discussion
The development of green materials from natural resources is considered as an important pathway to protect the environment and decrease the dependency on conventional petroleum resources. The conjunction of low density and stiff wood fibers with PP matrices can effectively increase the economical property of final products because of their low cost and high abundance in nature. These functional materials can be utilized for a wide range of applications including, automobile parts, packaging, textiles, films, and etc. However, the integration of polymeric counterparts and natural fillers is still a great challenge because of their different chemical structure. This major obstacle can diminish the effectual stress transfer between the filler and matrix at interfaces. More importantly, both organic and inorganic fillers have combined effects on wear characteristics of polymeric matrices [42]. Thus, the accomplishment of a desired tribological performance of PP with a robust reinforcement of WF is a main purpose. The newly developed WF/PP hybrids can be employed in various practical applications as a cost-effective structural materials and protective coatings. The melting flow rate (MFR) of the as-prepared composites was calculated according to the standard specifications and given in g 10 min−1 to get more insights into the viscosity of mixture as a function of WF filler amount. As expected, the MFR decreases gradually as the deposited WF content increases into the complex (figure 2) owing to improved density of the composites and thereby weak flow rate of composite during the test compared to pristine PP.

Figure 2. MFR of the composites as a function of WF contents.
Download figure:
Standard image High-resolution imageTo further figure out the reaction mechanism, the Fourier transform infrared spectroscope (FT-IR) spectra of the WF/PP composites were measured using NICOLET IS 10 instrument in the range from 400 to 4000 cm−1 at a resolution of 5 cm−1 with 30 scans. The recorded responses (figure 3) exhibit a major peak between 3200 and 3500 cm−1 bands assignable to the exposed hydroxyl groups. These groups represent the hydroxyl functional group in the cellulose structure, aromatic hydroxyl group in the lignin, and water absorbed by moisture sorption. Such groups are strongly bound through intermolecular hydrogen bonding [24]. The C–H asymmetric and symmetric vibration is evident from the multi-peaks existed near 3000 cm−1 and reflects the aliphatic moieties in cellulose and hemicellulose. While, the two intensive peaks at 1375 cm−1 and 1452 cm−1 were ascribed to the C–H bending vibration of PP frameworks. The multiple peaks in the window from 1800 to 1500 cm−1 (∼1647−1, 1516−1, and 1744−1) correspond to the O–H and C=O vibration of MA-PP functional groups [29]. These peaks indicate that the MA-PP can be interacted with the hydroxyl groups of the natural WF fibers and create covalent bonding and esterification reaction. The MA-PP groups might easily be opened and turned into dicarboxylic acid groups during the high temperature mixing reaction and subsequently, hydrogen bonding can be formed with the amine groups between the fillers and polymeric matrix, leading to intensive improvement of the interfacial adhesion of composites. Apart from that, the peaks at 841 cm−1, 1058 cm−1, 1265 cm−1 are originated from some lignin and hemicelluloses components of the deposited WF fibers. These findings demonstrate the enhanced interaction among the constituents due to the generated hydrogen and covalent bonds.

Figure 3. FT-IR spectra of the composites.
Download figure:
Standard image High-resolution imageThe stiffness is a crucial parameter for structural materials and can provide useful information about the WF/PP integrated structure.
The Brinell hardness test was conducted on a Llyod Ametek testing machine according to EN 1534 :2000 specification using a steel ball of 10 mm diameter under 3 kN applied load. In addition, the hardness of the samples was further probed by Shore D (Durometer) with resolution of 0.5 HD according to ASTM D2240 00. Table 1 displays the hardness values for the composites at different WF fractions.
Table 1. Summery of the hardness value obtained for the WF/PP composites.
| WF content (wt%) | 0 | 5 | 15 | 25 | 35 | 45 | 55 |
|---|---|---|---|---|---|---|---|
| hardness Brinell (N mm−2) | 50 | 56 | 62 | 72 | 85 | 100 | 125 |
| hardness Shore D (N mm−2) | 74 | 76 | 78 | 80 | 82 | 83 | 84 |
Results show evidence of effective enhancement of the hardness values of the resulting hybrids with the increment of WF fraction, suggesting the vital role of the deposited natural filler. These findings well illustrate the increase in the relative resistance of the WF/PP composites to indentation due to the synergistic effects of all components [6].
The tensile and flexural strengths are plotted against WF content for series of composites as depicted in figure 4(A). It can be seen that the strength of the composites increases linearly with the increase of fiber content, demonstrating the formation of stiff materials due to natural filler incorporation. Thus, the composite can endure higher load before failure compared to the unfilled PP. Further, the intercalated WF indirectly contributed more in bridging the grains against crack propagations during the micro-chipping and grain pull-outs, and hence improving the mechanical properties of WF/PP composites. It is expected that the improved mechanical properties are beneficial to wear performances of the as-prepared composites. The WF/PP composites displayed an increasing fashion in the mechanical properties up to a fiber percentage of 55 wt% compared to pristine PP. This is mainly attributed to the effective transfer of stresses between the matrix and filler and better compatibility at interfacial regions between both constituents. The change in tensile and flexural modulus of the composites with the fiber fractions displays the same behaviour as that for the strength (figure 4(B)). These results are much consistent with the reported literature, which indicated higher elastic modulus with successful incorporation of natural lignocellulosic fillers compared to pure PP [43]. The embedded WF improves both tensile and flexural strength of the composites due to improved stiffness, proving that the WF reinforced PP considerably and the generated interfacial adhesion influenced the stiffness due to large extent of embedment. Furthermore, the MA–PP facilitated the complete encapsulation of WF particles within the formed structure. Side-by side, the strong chemical bonding at the interface of the WF/PP composites induced a harmonious interfacial adhesion between the fillers and matrix [44], promoted the dispersion and surface wetting of WF in the matrix. Thus, the feasibility of implementing new composites integrating earth abundant WF filler for scalable industrial applications such as low-cost housing can be greatly improved.
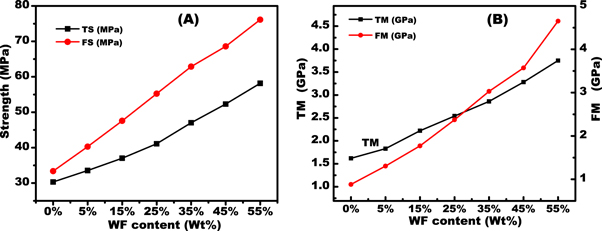
Figure 4. Mechanical properties of WF/PP composites as a function of filler content obtained according to ASTM code. (A) Tensile strength (TS) and flexural strength (FS). (B) Tensile modulus (TM) and flexural modulus (FM).
Download figure:
Standard image High-resolution imageFigure 4 shows the weight loss of composites in abrasive wear mode as a function of WF content at 10 N applied load. The load-carrying capacity of PP was improved with the addition of WF under identical sliding distance, which is attributed to the good WF resistance to crack initiation and propagation of brittle PP matrix. The lowest value for weight loss was observed for 25 wt% with a 60% reduction compared with that of single PP. However, in case of composites with higher WF concentrations (>25 wt%), the WF particles produced a maximum roughening of steel counterface in sliding wear mode and hence the composites delivered improved values of weight loss. This is probably ascribed to the lack of binder resins and subsequently rapid bonding peel off between the WF and PP under an applied shear loading. As shown, the optimum wear resistance was obtained for the composite containing WF fraction of 25 wt%, while lower values were obtained with higher contents of filler. The specific wear rate of composites (Ko) under an applied load of 10 N was analyzed against the WF contents as presented in figure 5. The composites with 25 wt% WF showed the minimum wear rate while the maximum value was observed with 55 wt%. This can possibly be attributed to increased wear debris at higher WF contents. Accordingly, the abrasive wear mode is strongly correlated with the WF particles which serve as the wear debris. It is worthy mentioned that the observed wear rate was maximum at the start of test because of freshness of abrasive surfaces. Additionally, the density of the composite as a function of WF content is measured as shown in figure 6(B). Results indicate a linear dependency of composite density on the WF fraction.
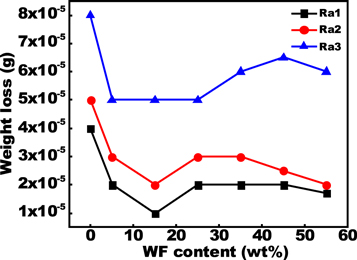
Figure 5. (A) Specific wear rate (Ko) of WF/PP composites with dry sliding conditions versus WF content and (B) plot of density versus the WF content.
Download figure:
Standard image High-resolution image
Figure 6. Effect of WF contents on weight loss of WF/PP in with dry sliding conditions.
Download figure:
Standard image High-resolution imageWhilst after successive runs, the wear rate decreased gradually owing to the smoothness of the designed abrasive surfaces (figure 7). This is mainly assigned to the accumulation of wear debris into the open spaces among the abrasives, which subsequently reduce the depth of penetration inside the sample. At higher filler loading, the wear mechanism is dominated by WF which is less brittle than unreinforced PP resin matrix, and therefore an enhanced specific wear rate is accomplished.
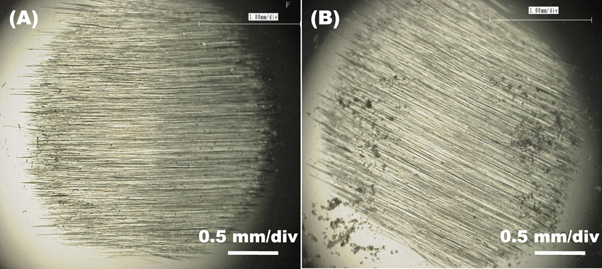
Figure 7. Microscopic photos of the samples after wear test. (A) Pure PP tested with Ra1 surface. (B) WF/PP composite with 5 wt% WF tested with Ra2 surface.
Download figure:
Standard image High-resolution imageFigure 7 illustrates the variation of coefficient of friction (COF) versus the wear area at different WF contents with a radial load of 10 N and a sliding speed of 20 mm s−1 for a sliding distance of 1200 cycles. Under the applied load, the abrasive surfaces Ra1 and Ra2 showed minimum COF values for the sample with 25 wt% WF corresponding to about 28% reduction compared to that of pure PP sample (figure 8(A)). Meanwhile, for the abrasive surface Ra3, the COF decreases as the WF content increases. It was found that the deformation of test specimen could result in a continuous decrease of friction coefficient with lower filler contents due to the deformation features of polymeric matrix generated by exposing to the sliding counterface. A gradual increase of frictional values at higher filler contents can be observed which ascribed to higher material removal rate. Besides, the fine wear particles could not be observed by the naked eyes, which might possibly be attributed to their diffusion between the interfaces. Rupture of the surface from the test specimen took place when sliding started, and thereby the tendency for a third body interaction between interfaces is possible. The different plateaus during wear are attributable to the properties of samples and wear mechanism of abrasive surfaces (abraded surface profiles). It can be found that at a relatively low content of 25 wt% WF, the performance of composites outperformed that of pristine PP, while deteriorated at high WF fraction. These outcomes are much consistent with the previous study that revealed a significant enhancement of wear resistance of resultant hybrid at an appropriate weight percentage of filler [45]. In fact, the unreinforced PP showed a degraded wear resistant property because of its poor mechanical properties that leads to intense grain pull-outs. The wear area was further studied by applying a defined load with a reciprocating movement during the test time using spherical surfaces. These surfaces (i.e. Ra1, Ra2, and Ra3) induced stresses over the samples and influenced abraded surface profiles of the samples. A visual examination of samples indicates a very little change in the wear area throughout the testing time irrespective of the deposited contents of incorporated filler and the maximum values were observed at the abrasive surface Ra3 (figure 8(B)).
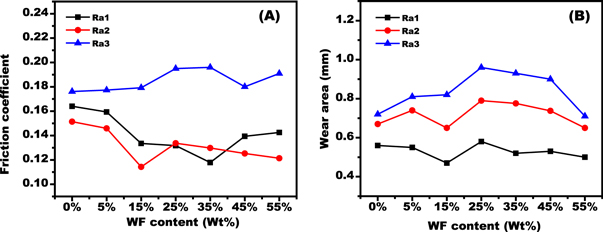
Figure 8. (A) The effect of WF content on the coefficient of friction under different abrasive surfaces. (B) The change in wear area at different WF content under different abrasive surfaces.
Download figure:
Standard image High-resolution imageComponents frequently fail by abrasion caused by particles performed a partially sliding contact. The investigation of wear mechanism through which trapped particles-based material removal showed pits onto the composite surfaces while the balls were scratched (figure S2). An optical microscope was used to visualize the behaviour of the abrasive surfaces' profiles (i.e. Ra1, Ra2, and Ra3) on the area of material removed from the abraded surface (figure 9). The quantity of material lost from the test sample was estimated from the wear wail geometry. Several tests were carried out to generate few easily discernible wear scratches. Figure 9 depicts the measurements of wear area of surfaces as a function of friction surface geometry Ra1, Ra2, and Ra3. It can be noticed that the geometry of the abrasive surfaces influences the wear area (figure 10). Furthermore, no significant change in the wear area was observed with increase of WF content under a similar friction surface. This phenomenon confirms the occurrence of a three-body abrasive wear which is possibly formed by the relatively high material removal rate at higher sliding velocities. The debris particles appear to be held into the contacting surfaces and act as the third body (formed from the fibrous region). This body might have a linear or circular motion between the interfaces during dry sliding. Thus, the possible wear mechanism of the composites might be due to the effect of both applied load and motion of wear debris. Additionally, the wear area created by the friction surface Ra3 is high compared to Ra1 and Ra2 due to the formation of large quaintly of wear debris, which might produce an elevated shear resistance of relative motion during the dry adhesive test and therefore contributing to larger values of friction coefficient. It can be deduced that the three-body wear mechanism under a similar applied load is an essentially geometry controlled. It is believed that the geometry of friction surface Ra3 could produce a large amount of wear debris and hence drastically increased the contact area, resulting in an abrasive sliding wear. The existed grove traces formed due to micro-cutting (figure 9) imply a deformation-controlled wear behaviour under the sliding load. With these considerations, it is possible to speculate that the impact of an applied load on the wear behavior is higher than the other parameters. Micro-cracks were generated inside the worn architectures near to WF particles and the reinforcement was removed by compression and shear loads. Based on these pictorial worn surfaces, it can be pointed out that the higher fracture of WF consolidated the grain boundaries and hindered the grains from being pulled out at low sliding stresses because of increased shear force resistance. Under the same sliding load, the grain pull-out damage was small compared with that of pure PP. During dry sliding, the wear debris is trapped between two surfaces, imbed into the abrasive surface, and consequently causes wear on the specimen surface. Such scenario can be identified as three body abrasive wear.

Figure 9. Microscopic micrographs for the wear surface of WF/PP composites tested using different abrasive surfaces. (A) WF/PP composite with 5 wt% WF tested with Ra1 surface. (B) WF/PP composite with 15 wt% WF tested with Ra2 surface. (C) WF/PP composite with 55 wt% WF tested with Ra3 surface. (D) Pure PP tested with Ra3 surface. The red lines and blue point segment line represents the wear area and sliding direction, respectively.
Download figure:
Standard image High-resolution image
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. Microscopic photos for the wear surface of WF/PP composites. (A) WF/PP composite with 15 wt% WF tested with Ra1 surface. (B) WF/PP composite with 25 wt% WF under Ra2 surface. (C) WF/PP composite with 35 wt% WF using Ra2 surface. (D) WF/PP composite with 45 wt% WF under Ra3 surface. The red lines and yellow point segment line represents the wear area and sliding direction, respectively.
Download figure:
Standard image High-resolution image{kind=link}
Further evidence on the worn surfaces of reinforced and unreinforced tested specimens was obtained by laser microscope. The abraded surfaces morphologies after consecutive 1200 cycles for a 15 mm sliding distance are shown in the figure 7. The image for the wear tracks of WF/PP composites (figure 7(B)) formed under a similar sliding load are entirely different from those of benchmark PP (figure 7(A)). The textures of worn surfaces taken from the top-view of the abrasive surfaces clearly showed that the wood filler was firmly embedded into the PP matrix and distributed as large micro-sized particles. In general, the low sliding load applied upon the composites produced relatively smooth wear track surfaces with a very slight amount of pulled out grains due to small number of abrasive particles that work in parallel with the sliding surfaces at low penetration. A large number of wear droplets are apparent into the etched spaces of the abraded surfaces. The neat micrograph of worn PP displayed a deformed and rubbed matrix with large residue debris on the surface formed by the abrasive surface of the sliding counterface.
In fact, the existence of WF contributed directly in bridging the grains against crack propagations in terms of grain pull-outs and micro-chipping by enhancing the mechanical properties of the composites. In contrast, the wear resistant property of pure PP was drastically degraded owing to its poor mechanical properties and severe grain pull-outs. The formation of a protective tribo-film on a wear surface through the embedding of natural filler could reduce the tangential frictional forces between the abrasive surface and composite surface and hence decreases the grain pull-outs.
4. Conclusion
In conclusion, WF/PP based composites were fabricated by a simple injection molding approach. The ecological WF natural fillers were deposited into PP resin matrix with different fractions. The mechanical properties and low temperature tribological features were characterized. In addition, the mechanism of wear was investigated on a spherical configuration with different abraded surfaces. Our finding indicated that the addition of WF to the PP resin is a beneficial in terms of strength and tribological features. The mechanical properties of the as-prepared composites were improved compared to those pristine PP due to formation of network-like-structures as a result of enhanced interfacial interaction and adhesive strength between polymeric matrix and WF reinforcement, which is largely originated from the homogeneous and staggered dispersion of fillers into polymer resins. Besides, favourable tribological properties such as lower friction coefficients and abrasion rates were obtained. This might be attributed to the formation of polymeric chains onto the surfaces of cellulosic reinforcements with the addition of coupling agent and therefore a robust interaction of both components was resulted. This work provides more insights into tribological properties of functionalized plastic/WF composites as promising bearing materials at large scales.
Acknowledgments
The authors would like to thank Dr H Ito, Toclas Co., Japan for providing all testing samples. Fully thanks to prof. T Matsuoka, head of mechanical department, Faculty of Science and Engineering, Doshisha University, Japan for his technical support.