
Abstract
In this work, we studied the growth tendency of TiO2 thin films deposited on a narrow-stripe area (<10 μm). TiO2 thin films were selectively deposited on OTS patterned Si(100) substrates by MOCVD. The experimental data showed that the film growth tendency was divided into two behaviors above and below a line patterning width of 4 μm. The relationship between the film thickness and the deposited area was obtained as a function of f(x) = a[1 − e(−bx)]c. To find the tendency of the deposition rate of the TiO2 thin films onto the various linewidth areas, the relationship between the thickness of the TiO2 thin film and deposited linewidth was also studied. The thickness of the deposited TiO2 films was measured from the alpha-step profile analyses and cross-sectional SEM images. At the same time, a computer simulation was carried out to reveal the relationship between the TiO2 film thickness and deposited line width. The theoretical results suggest that the mass (velocity) flux in flow direction is directly affected to the film thickness.
Similar content being viewed by others

Introduction
The patterning of thin films is of considerable scientific and technological interest. Various ways to obtain micro patterns of thin films have been thoroughly investigated. The current common methods of patterned thin film production are photolithography and etching, in which the films are deposited on the entire areas of the substrates and partially removed using other processes. These methods need high energy and many steps to produce the final products. Soft lithography is a method of making micro size patterns and structures simply using organic materials without involving high energy1. In particular, micro-contact printing (μCP) is a very convenient and non-photolithographic technique that can generate patterned features of self-assembled monolayers (SAMs) on various substrates2,3,4. The μCP technique allows hydrophobic patterns with micron dimensions to be formed on hydrophilic surfaces, thus avoiding the use of photolithographic-type procedures. Such techniques make it possible to fabricate devices that can be used in optical communications or biochemical research. We firstly performed the micro-patterning of TiO2 thin films on OTS patterned Si(100) substrates by the MOCVD method and studied their characteristics5. We found that the micro-contact printing technique could be applied to micro-electromechanical systems (MEMS), sensors and microelectronics with large patterning features on the micrometer scale. Small-area (<4″ wafer) and larger (>1 μm) line-widths are perfectly suited for most applications of MEMS6. In order to combine the advantages of MOCVD and micro-contact printing, it is necessary to study the growth tendency of thin films deposited on various feature sizes.
Crystal growth theory and models such as classical two dimensional nucleation theory, screw dislocation theory, classical nucleation theory, chemical bonding theory and reaction rate models as well as mass & heat transfer models were proposed to depict the crystal growth process in both nano- and bulk-regimes7,8,9. Among those theories and models, the chemical bonding theory based on calculation and simulation was applied to growth both nano-crystals and bulk-crystals9,10. From experimental point of view, the Czochralski(Cz) technique is the conventional method for growing single crystals, while both PVD and CVD techniques are common method for growing thin films and nano-crystals. In general, decreasing growth rate, decreasing gas pressure of the growth atmosphere were the main practical processing parameters together with temperature. However, there are not many theoretical and experimental data on the study about the relationship between film thickness (i.e. dependence on gas flux velocity & pressure) and submicro-patterned line width (inside or outside channels).
In the present study, TiO2 thin films were selectively deposited on Si(100) substrates whose surfaces were OTS patterned with various feature sizes. The focus of this work is the study of the growth tendency of TiO2 thin films deposited on Si(100) substrates whose surfaces were patterned with sizes of 10 μm and less.
Results and Discussion
Figure 1 shows a typical XRD pattern(left) of a TiO2 thin film grown on Si(100) substrate at 350°C by MOCVD method. Three diffracted peaks were clearly observed at 2θ = 25, 48, 55 degrees which attributed to anatase type TiO2(101), (200) and (211) diffracted planes, respectively. Among three peaks, the TiO2(101) peak was the major one, indicating that a highly oriented polycrystalline film was obtained and the main growth direction of TiO2 crystals was [101] direction. Because all films have grown below 400°C to avoid destruction of the OTS SAMs layer, only anatase TiO2 phase with the same film growth direction was obtained in this work. This was also confirmed with TED pattern [shown in right-hand side of the figure 1] that obtained from the same film. Figure 2 shows HRTEM image(a) as well as cross-sectional TEM image(b). From the HRTEM image, we could confirm that high quality film was obtained even though there are some defects in the TiO2 film layers. Also, from the inset of figure 2(a), we calculated a lattice spacing of 0.209 nm that is correlated with that of reference data of anatase TiO2. Based on the cross-sectional TEM image, at least, we could claim that there are no cracks on the TiO2 surface and the interface between TiO2 film and Si substrate is very sharp, signifying no inter-diffusion between TiO2 and Si. Figure 3 shows wide area SEM image(left), narrow area SEM image(middle) and high resolution SEM image(right) which obtained from the TiO2 film layer after further zoom in the middle SEM image. With these images, we could make a conclusion that TiO2 film was grown only on the bare Si surface selectively and there was no TiO2 on OTS SAMs region.

Typical XRD pattern(left) and TED pattern(right) of a TiO2 thin film grown on bare Si(100) substrate at 350°C by MOCVD method.

HRTEM image(a) as well as cross-sectional TEM image(b) of the same TiO2 film as the Figure 1.
Inset of Figure 2(a) shows high resolution image of a selected area (marked with dashed lines).

Wide area SEM image(left), narrow area SEM image(middle) and high resolution SEM image(right) which obtained from the TiO2 film layers after further zoom in the middle SEM image.
The as-deposited TiO2 thin films were characterized by an alpha-step profiler. Figure 4(a) shows the alpha-step profile result of the deposited TiO2 thin film on the Si(100) substrate whose surface was patterned with Pattern (1). Figure 4(b) shows the shape of the TiO2 thin film deposited on the patterned Si(100) surface, as shown in Pattern (2). In both cases, the interfaces between the TiO2 deposition and OTS SAMs areas showed nearly vertical shapes, indicating that TiO2 was selectively deposited on the OTS uncovered Si(100) surface area. However, a difference in thickness was observed in Figure 4(a), indicating that the thickness of the deposited TiO2 increases with increasing line-width up to 4 μm, while there is no change in the height of the TiO2 thin films with a line-width of more than 4 μm. On the other hand, the same deposition thickness of about 100 nm is observed in Figure 4(b), signifying that the spaces between the parallel lines do not influence the deposition rate. Figure 5 shows the high resolution alpha-step profile results of the TiO2 thin films. The difference of deposition height is clearly shown. Also, the deposition morphologies and thickness were confirmed by using SEM analyses. Figure 6 shows SSEM images of the TiO2 thin films deposited on the substrates with difference line-widths. We confirmed once more the difference in the growth rate depending on the line-width and that the boundaries between the OTS SAMs and TiO2 deposited areas had very clear shapes. Moreover, the AFM analyses supported the selectivity and difference in growth rate with the different line-widths. Figure 7 shows the 3D AFM images of the TiO2 thin films deposited on the OTS patterned Si(100) surfaces. To find the variation of the deposition rate of the TiO2 thin films with the line-width, the relationship between the TiO2 thin film thickness and deposited line-width was studied. The thickness of the deposited TiO2 films was measured from the alpha-step profile analyses and cross-sectional SEM images. Figure 8 shows the tendency of film growth as a function of the deposition time. It can be seen that two different growth tendencies are observed. At line-widths of less than approximately 4 μm, the growth rate increased with increasing line-width, while at line-widths above 4 μm the growth rate remained almost the same. Based on these results, this growth tendency can be fitted by the following function.

where x is the line-width of the deposited TiO2 and a, b and c are constants.

Alpha-step profiles of TiO2 thin films deposited on Si(100) substrates whose surface was patterned by (a) Pattern (1) and (b) Pattern (2).

High resolution alpha-step profiles of deposited TiO2 thin films with various line-widths.

SEM images of TiO2 thin films deposited on OTS patterned Si(100) surfaces.

AFM images of TiO2 thin films deposited on OTS patterned Si(100) surfaces.
(a) d = 2 μm, l = 10 μm and (b) d = 10 μm, l = 2 μm.

Thickness of TiO2 thin film deposited on various line-width patterns.
The deposition temperature was 350°C and the deposition time was (a) 2.5 hrs., (b) 2 hrs., (c) 1 hr. and (d) 0.5 hr.
Y. Sakata, et al.11 reported that the migration from the masked region and lateral vapor-phase diffusion are the mechanism of growth-rate enhancement for selective metal-organic chemical vapor deposition. There are two additional source supply paths for selective MOCVD. The first one is the migration from the masked region (MMR) where the source materials migrate from the mask (OTS SAMs area in our case) region to the growth region. The other is lateral vapor-phase diffusion (LVD) where the source materials laterally diffuse from the masked region to the growth region in the vapor phase. The authors reported that in wide-stripe selective CVD, where the layers are grown in more than 5–10 μm-wide stripe regions, the MMR effect is negligible, because the species that migrate from the masked region move only a few microns at most on the semiconductor surface and create the edge growth region. Thus, the LVD effect is the only major mechanism for the center region of wide stripe MOCVD. However, in narrow stripe MOCVD, the MMR effect is not negligible, because the width of the growth stripe (less than 2 μm) is very similar to the dimension of the edge growth region12,13,14. If the migration effect of the precursor is effective, the thickness of the films grown on line-widths of less than under 4 μm could be higher than that of line-widths over 4 μm. However, in our experiment, the growth rate of the TiO2 thin film when the TiO2 was deposited on line-widths of less than 4 μm was lower than that on line-widths of over 4 μm. This means that the diffusion or migration effect of the precursors on the OTS SAMs regions was negligible, that is, there was no enhancement of the growth rate of the thin film resulting from the diffusion effect. Moreover, it was confirmed that the mask areas (OTS SAMs area) did not interfere with the process of precursor diffusion, because there was no difference in the thickness of the deposited TiO2 thin film (Figure 7(b)). Because the terminal group of OTS is hydrophobic in nature, it could be very difficult for the precursor to diffuse and nucleate in order to grow the thin film. This means that the precursors which reached the OTS SAMs region are removed from the OTS region before the precursor diffuses on the OTS surface.
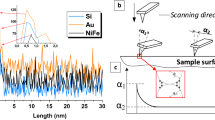
To find the main effect of the difference in growth rate between the narrow stripe area and wide stripe area, the mass flux of the precursor was considered. It can be considered that if the mass flux is fast in a certain area, the film deposition will be slow, because there is enough time for nucleation to take place for film formation. For this reason, a computer simulation experiment was also carried out. In order to reveal the relationship between the TiO2 film thickness and deposited line width, we performed a numerical analysis using a commercial code, FLUENT 6.2.16. However, it is very difficult to solve the problem of a nano scale channel gas flow with a commercial code, so we used the aspect ratio of the channel width to height, β = W/H, in the range from 1 to 10, to solve a micro scaled channel gas flow problem. The Navier-Sokies governing equations which can be expressed as

were used in this simulation test. As shown in Figure 9, gas flows along the channel. To compare the simulation with the experimental result, the analysis conditions were set to the same values as in the experiment. For example, the Reynolds number is calculated based on the CVD diameter. The numerical results are shown in Figure 10. From the experimental results shown in Figure 8, we obtained the relationship between the film thickness and deposited line width, f(x) = a[1 − e(−bx)]c. Comparing Figure 8 with Figure 10, it can be seen that the graph of the average mass flux in the flow direction has the reverse form of the experimental result, while that in the cross-flow direction has a similar form to the experimental data when the aspect ratio(β) is less than 6 (see Figures 10(a) and 10(c)). This means that the velocity is directly related to the film thickness. As shown in Figure 10(a), when the aspect ratio, β, is over 6, the average mass flux values are almost equal and the film thickness of the experiment shows the same phenomenon. That is, when β is less than 5, the velocity is faster, so that the gas molecules do not stay long enough to be deposited. Therefore, the film thickness is decreased. However, when the average mass flux has a specific value, below 1 × 10−2, the gas molecules stay in the channel long enough to be deposited. But because of the growth rate and high average pressure in the flow direction (see Figure 10(b)), the increase of the film thickness is equal to each other when β is over 6.

Schematic diagram of numerical model.

Analysis results for cross-sectional area with various aspect ratios.
(a) Average mass (velocity) flux in flow direction, (b) Average pressure in flow direction and (c) Average mass (velocity) flux in cross-flow direction.
In summary, the growth tendency of TiO2 thin films deposited on a narrow-stripe area (<10 μm) was studied in this experiment. The experimental data showed that the film growth tendency was divided into two behaviors above and below a line patterning width of 4 μm. The relationship between the film thickness and the deposited area was obtained as a function of f(x) = a[1 − e(−bx)]c. The computer simulation experiment data suggested that the main effect of the difference in growth tendency depending on the linewidth was the average mass flux of the precursor on the narrow-stripe area substrate.
Methods
Preparation of alkylsiloxane SAMs
Alkylsiloxane self-assembled monolayers (SAMs) were formed by immersing Si(100) substrates in a 2.5 mmol solution of octadecyltricholorosilane [CH3(CH2)17SiCl3, (OTS)] precursor dissolved in hexadecane-chloroform (4:1). The samples were then washed in carbon tetrachloride to remove the excess reactants and dried with nitrogen gas.
Preparation of patterned SAMs using microcontact printing
A patterned monolayer of OTS was formed on the Si(100) substrates by the microcontact printing method. Masters were fabricated using conventional photo-lithography or the e-beam lithographic method to pattern resists on the Si wafers. The masters have parallel lines and spaces with dimensions in the range from 10 to 1 μm. Polydimethylsiloxane (PDMS) stamps were produced according to a previously reported procedure3,4,5. The PDMS stamps were inked with a 10 mM hexane solution of OTS and dried with nitrogen gas. The PDMS stamps was placed in contact with the Si(100) substrates at 298 K for 30 s, then carefully peeled off and dried with nitrogen gas.
Selective growth of TiO2 thin film by MOCVD
TiO2 thin films were selectively deposited on OTS patterned Si(100) substrates by MOCVD using titanium(IV) isopropoxide [Ti(OiPr)4] as a single molecular precursor. No carrier or reactive gas was used. The OTS patterned Si(100) substrate was cleaned with ethanol and de-ionized water in an ultrasonic cleaner without acid treatment to protect the OTS layer. The deposition was performed in a homemade MOCVD apparatus15. The base pressure of the MOCVD apparatus was 1.0 × 10−3 Torr and the working pressure was kept at 3.0 × 10−2 Torr. The deposition was carried out at 350°C for 0.5–2.5 hrs.
Design & fabrication of PDMS stamps with different line patterns
In order to investigate the growth tendency of the films deposited on the narrow parallel line pattern area, PDMS stamps were designed and fabricated according to a previously reported procedure5,16. Figure 11 shows the PDMS stamps with narrow parallel line patterns. The stamps contained two different types of line patterns. Pattern (1): l = 10 μm, d = 2 μm–10 μm (20 lines each) with 1 μm space, Pattern (2): d = 10 μm, l = 2 μm–10 μm (20 lines each) with 1 μm space. These patterns were transferred to the Si(100) surface by the microcontact printing method using OTS solution as the ink for the formation of self-assembly monolayers on the Si(100) surfaces.

The PDMS stamp with narrow-stripe patterns.
Two types of pattern were prepared. Pattern (1): l = 10 μm, d = 2 μm–10 μm (20 lines each) with 1 μm space, Pattern (2): d = 10 μm, l = 2 μm–10 μm (20 lines each) with 1 μm space.
References
Xia, Y., Rogers, J. A., Paul, K. A. & Whitesides, G. Unconventional Methods for Fabricating and Patterning Nanostructures. Chem. Rev. 99, 1823–1848 (1999).
Kumar, A., Biebuyck, H. A., Abbott, N. L. & Whitesides, G. The use of self-assembled monolayers and a selective etch to generate patterned gold features. J. Am. Chem. Soc. 114, 9188–9189 (1992).
Kumar, A. & Whitesides, G. Features of gold having micrometer to centimeter dimensions can be formed through a combination of stamping with an elastomeric stamp and an alkanethiol “ink” followed by chemical etching. Appl. Phys. Lett. 63, 2002–2005 (1993).
Kumar, A., Biebuyck, H. A. & Whitesides, G. Patterning Self-Assembled Monolayers: Applications in Materials Science. Langmuir 10, 1498–1511 (1994).
Kang, B.-C. et al. Selective growth of TiO2 thin films on Si(100) surfaces by combination of metalorganic chemical vapor deposition and microcontact printing methods. J. Vac. Sci. Technol. 21, 1773–1776 (2003).
Folch, A. & Schmidt, M. A. Wafer-Level In-Registry Microstamping. IEEE J. of Microelectromechanical Systems 8, 85–89 (1999).
Sun, C. & d. Xue, D. Tailoring Anisotropic Morphology at the Nanoregime: Surface Bonding Motif Determines the Morphology Transformation of ZnO Nanostructures. J. of Phys. Chem. C117, 5505–5511 (2013).
Xue, D., Li, K., Liu, J., Sun, C. & Chen, K. Crystallization and functionality of inorganic materials. Mats. Res. Bull. 47, 2838–2842 (2012).
Sun, C. & Xue, D. Chemical bonding theory of single crystal growth and its application to Φ3″ YAG bulk crystal. Crystengcomm 16, 2129–2135 (2014).
Sun, C., Song, S., Xue, D. & Zhang, H. CRYSTALLIZATION OF OXIDES AS FUNCTIONAL MATERIALS. Functional Materials Letters 5, 12300021–123000217 (2012).
Sakata, Y., Inomoto, Y. & Komatu, K. Surface migration effect and lateral vapor-phase diffusion effect for InGaAsP/InP narrow-stripe selective metal-organic vapor-phase epitaxy. J. Crystal Growth 208, 130–136 (2000).
Yamaguchi, K., Ogasawara, M. & Koamoto, K. Surface diffusion model in selective metalorganic chemical vapor deposition. J. Appl. Phys. 72, 5919–5925 (1992).
Xia, Y. & Whitesides, G. Soft Lithography. Angew. Chem. Int. Ed. 37, 550–575 (1998).
Park, K. S., Seo, E. K., Do, Y. R., Kim, K. & Sung, M. M. Light Stamping Lithography: Microcontact Printing without inks. J. Am. Chem. Soc. 128, 859–865 (2006).
Kang, B.-C., Lee, S.-B. & Boo, J.-H. Growth of TiO2 thin films on Si(100) substrates using single molecular precursors by metal organic chemical vapor deposition. Surface and Coatings Technology 31, 88–92 (2000).
Park, M. H., Jang, Y. J., Sung-Suh, H. M. & Sung, M. M. Selective Atomic Layer Deposition of Titanium Oxide on Patterned Self-Assembled Monolayers Formed by Microcontact Printing. Langmuir 20, 2257–2260 (2004).
Acknowledgements
This research was supported by the Basic Science Research Program through the National Research Foundation (NRF) of Korea founded by the Ministry of Education (2010-0025481). This work was also supported by a grant from the Human Resources Development program (No. 20124010203280) of the Korea Institute of Energy Technology Evaluation and Planning (KETEP) funded by the Korea government Ministry of Trade, Industry and Energy.
Author information
Authors and Affiliations
Contributions
Y.J.K., D.-Y.J. and J.-H.B. conceived this project. Y.J.K. and J.-H.B. evaluated the experimental results as well as doing the computer simulation. K.-H.H. and B.-C.K. performed all of the experiments. B.-C.K., Y.J.K.and J.-H.B. wrote the manuscript and all of the other authors contributed to its editing.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-sa/4.0/
About this article

Cite this article
Hwang, KH., Kang, BC., Jung, D. et al. Micropatterning of TiO2 Thin Films by MOCVD and Study of Their Growth Tendency. Sci Rep 5, 9319 (2015). https://doi.org/10.1038/srep09319
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep09319
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
