
Abstract
Reliable chemical vapour deposition (CVD) of transition metal dichalcogenides (TMDs) is currently a highly pressing research field, as numerous potential applications rely on the production of high quality films on a macroscopic scale. Here, we show the use of liquid phase exfoliated nanosheets and patterned sputter deposited layers as solid precursors for chemical vapour deposition. TMD monolayers were realized using a close proximity precursor supply in a CVD microreactor setup. A model describing the growth mechanism, which is capable of producing TMD monolayers on arbitrary substrates, is presented. Raman spectroscopy, photoluminescence, X-ray photoelectron spectroscopy, atomic force microscopy, transmission electron microscopy, scanning electron microscopy and electrical transport measurements reveal the high quality of the TMD samples produced. Furthermore, through patterning of the precursor supply, we achieve patterned growth of monolayer TMDs in defined locations, which could be adapted for the facile production of electronic device components.
Similar content being viewed by others
Introduction
Two dimensional (2D) materials have recently attracted significant attention due to their wide range of electrical and optical properties1,2,3,4,5. While much initial research focused on graphene1,2,6, its lack of a band gap suggests that materials such as layered semiconducting transition metal dichalcogenides (TMDs) could be more suitable as active materials for the semiconductor industry. Layered TMDs are inorganic materials with the chemical formula MX2 where M is a transition metal and X is a chalcogen and each layer consists of an X-M-X sandwich. Molybdenum and tungsten disulfide (MoS2 and WS2) have thus far been the most heavily studied members of the TMD family, with monolayers of these materials having reported room temperature mobilities of up to ~200 cm2 V−1 s−1 and ~50 cm2 V−1 s−1 respectively7,8. These mobilities, in combination with high on/off ratios, outline the promise these materials hold for future electronic and optoelectronic devices7,9,10,11. MoS2 has also been suggested for use in biosensors12 and in solar cells due to its high visible light absorption13. Monolayers of WS2 and MoS2 have previously been obtained via mechanical exfoliation,3,4,7 which can give crystals of high quality but with low throughput and chemical exfoliation14, which can produce large amounts of monolayers but involves longer times and harsh chemical treatments. Sonication assisted liquid phase exfoliation has also been demonstrated to give large amounts of few-layer sheets15,16,17,18 but these can vary both in thickness and lateral size. Large scale films have been obtained using “bottom-up” approaches, via sulfurization of metal oxide19,20 or metal films21,22,23,24, however films produced using these methods are typically polycrystalline. Recently there have been significant advances using chemical vapour deposition (CVD)25,26,27,28,29,30,31 to produce high quality crystals; however reproducibility and consistency across a single sample remain an issue, as different sizes and densities of MoS2 have been reported along the length of a growth substrate32,33,34,35,36,37. In addition, many reports of TMD production via CVD require excess amounts of oxide precursors, which can result in oxysulfate contaminants26,38. This suggests that a more universal and reproducible approach is necessary, that does not rely on the presence of excess oxides.
Here, we present the synthesis of TMD monolayers by utilizing a close proximity precursor supply of liquid phase exfoliated MoO3 nanosheets. This was achieved by drop casting the nanosheets onto substrates and then placing the growth substrates face down on top of them, as illustrated in Fig. 1(e) and (f). Liquid phase exfoliated materials form stable dispersions that can be used as inks for printing devices such as photodiodes39 and photodetectors40. Here we demonstrate their potential for use as controllable solid CVD precursors. The microreactor setup can be reproduced in a variety of CVD systems due to the simplicity of the approach. Additionally, we demonstrate that this process can be adapted to synthesize patterned TMDs by pre-patterning the precursor layer.

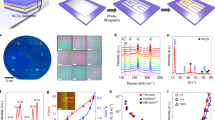
(a) Optical image of a polycrystalline MoS2 continuous layer with minimal subsequent island growth on the terminated monolayer. A scratch has been introduced to show contrast with the underlying SiO2 layer. (b) InLens SEM image showing the presence of grain boundaries. Scale bar is 2 µm. (c) HRTEM image of highly crystalline monolayer MoS2, showing hexagonal crystal symmetry. Diffraction pattern inset further shows high quality and crystallinity of the monolayer. Scale bar for diffraction pattern is 2 nm-1. (d) XPS spectrum of the Mo 3d core-level of a large area monolayer MoS2 film. (e) Schematic of furnace setup. Sulfur powder is melted downstream and flowed through the microreactor (f) Schematic of CVD microreactor formed between the seed and target substrates, where sulfur reacts with MoO3 nanosheets to form MoS2 layers on the top substrate.
Results
In Fig. 1(a) an optical image of a large scale MoS2 monolayer film grown from MoO3 seed nanoplatelets is shown. A scratch has been introduced here to allow contrast with the bare SiO2 substrate underneath, emphasizing that the film is essentially homogenous over the visible area of approximately 300 × 250 µm. A typical scanning electron microscopy (SEM) image of an as-grown film is shown in Fig. 1(b). The visibility of grains and grain boundaries is clear using the topographically sensitive InLens detector, highlighting the homogeneity of the almost featureless surface over the depicted area of approximately 120 μm2. The surface is predominantly flat and closed, with grain boundaries showing a slightly darker contrast. To investigate the crystal structure of the films, high resolution transmission electron microscopy (HRTEM) studies were undertaken. HRTEM, as shown in Fig. 1(c), revealed a perfect hexagonal lattice characteristic of highly crystalline MoS2. This was confirmed by the hexagonal diffraction pattern obtained, shown in the inset of Fig. 1(c). A clearer, filtered version of the HRTEM image with measured lattice constants of 0.32 nm, in agreement with literature values, is available in Fig. S1 for reference.
A high resolution X-ray photoelectron spectroscopy (XPS) spectrum of the Mo 3d core-level region of the monolayer film is shown in Fig. 1(d). The position of the Mo 3d5/2 peak at ~230 eV is in agreement with the expected values for molybdenum in an oxidation state of Mo4+, as is the case for MoS241. It should be noted that only very small amounts of sub-stoichiometric Mo41 and MoO3 were detected, indicating the high quality and uniformity of the studied areas. The S 2p core-level spectrum is shown in Fig. S2(b) and shows no observable edge-S16, again confirming the predominantly monocrystalline nature of the films.
It has been reported that the intensity of photoluminescence (PL) in MoS2 increases dramatically with decreasing layer number and that luminescence from a monolayer is the most prominent, while being absent in bulk material4. This is because the absence of interlayer coupling of electronic states at the Γ point of single layer MoS2's Brillouin zone4 results in enhanced absorption and PL bands at a direct bandgap of ~1.8 eV, as opposed to an indirect bandgap of ~1.3 eV in the bulk3,4. This results in two resonances that have been well established to be direct excitonic transitions, known as the A1 and B1 excitons4, at ~1.85 and 1.98 eV, respectively. Fig. 2(a) shows a magnified optical image of an area of MoS2 monolayer over which PL and Raman maps were obtained. The average PL spectrum is shown in Fig. 2(c) with the relevant photoluminescence intensity map shown in Fig. 2(b). This map shows the emergence of PL peaks expected for monolayer MoS23, verifying the high crystallinity and monolayer nature of the material. Raman spectroscopy was also used to evaluate the quality of the as-grown material. The MoS2 Raman spectrum displays two characteristic Raman active modes, which in the case of a monolayer crystal are E’ at ~385 cm−1 and A’1 at ~403 cm−142. These arise from in-plane vibrations of Mo and S atoms and out-of-plane vibrations of S atoms in different directions only, respectively42. These peaks have been shown to shift in position with layer number43, allowing monolayer MoS2 to be identified easily and quickly. The maps of E’ in Fig. 2(d) and A’1 in Fig. 2(e) show little variation in intensity over the entire area, apart from in the presence of grain boundaries. The average Raman spectrum for the scanned area in Fig. 2(f) shows peak positions of ~385 and 403 cm−1 for E’ and A’1, respectively for non-grain boundary areas42,43, giving a separation of 18 cm−1 as expected for monolayer MoS242,43. In the vicinity of the grain boundaries, both the A’1 mode intensity and the peak separation of E’ and A’1 decreases. This can be explained by correlating the Raman peak change to the PL map. The decrease in intensity at grain boundaries of the PL map suggests they are molybdenum rich and therefore n-doped36, quenching the photoluminescence. Previous reports show that n-doping results in softening of the A’1 phonon, meaning a decrease of relative intensity and peak frequency difference between E’ and A’1 Raman modes44,45. This implies that the grain boundaries shown here are n-doped, due to the decrease in A’1 peak intensity, the red shift in A’1 peak position and the localized decrease in PL intensity. Additional Raman and PL maps from this region can be found in Section S5 of the Supporting Information, along with the masks used to extract average spectra from grain boundary and non-grain boundary regions.

(a) Optical image of an MoS2 film. Scale bar is 6 µm (b) Map of PL maximum intensity of the same area as in (a). The dark areas show a decrease in PL intensity in the vicinity of grain boundaries (c) Average PL spectrum over the scanned area of 14,400 individual point spectra. (d) Map of E’ Raman peak maximum intensity (e) Map of A’1 Raman peak maximum intensity (f) Average Raman spectra over grain boundary and non-grain boundary regions. Additional maps of this region and masks used to extract average spectra over grain boundary and non-grain boundary regions can be found in Section S5 of the Supporting Information.
From the results presented above, as well as AFM data further on, it is evident that the films grown are of high quality, large area and are predominately monolayer, in agreement with some previous reports in the literature46,47. Previous reports of TMD production via CVD have relied on the presence of excess oxides, resulting in oxysulfate contaminants26,38 and variation in growth along a sample36,37. The reason that predominantly closed, uniform monolayers are formed in the process presented here and not in other growth setups, is that a close proximity precursor supply is used. This results in a microreactor being formed between the substrate with transition metal oxide precursor and the growth substrate which is placed face down on top of this, as depicted in Fig. 1(e) and (f). With this set-up, the precursor supply is homogenous over the whole growth area. This configuration is similar to setups that have previously been demonstrated for the growth of CVD graphene48,49, with formation of large area single crystals of graphene attributed to an “improved” environment during growth49. It should be noted that an excess of sulfur is provided into the reaction chamber at elevated temperatures, making the oxide seed diffusion process the limiting step in this growth process.
The results can be explained by basic kinetic theory. Considering the MoO3 precursor to be a solid state precursor in the form of a surface source, as illustrated in the schematic in the Supporting Information Fig. S4(a), it is clear that molecular vapour flow from a point source is directed towards a growth substrate according to a cosine distribution law, in a way analogous to Knudsen cells. A surface source can be considered to be a superposition of many point sources on a surface that combine to contribute to a vapour stream. Here, the use of liquid phase exfoliated MoO3 nanosheets dispersed in solution and drop cast onto a substrate as precursor can be assumed to be a superposition of many point sources, which therein forms a surface source. This uniformly delivers the precursor to the target growth substrate. The kinetic model for growth is presented in Section S4 in the supporting information. According to previous reports46 and in agreement with the results here, the initial film nucleation occurs at the beginning of the growth process, as proven by unclosed areas with uniform triangle sizes and starts from defects on the surface. These defects can be intrinsic to the growth surface or controlled by introducing seed molecules such as perylene-3,4,9,10-tetracarboxylic acid tetrapotassium (PTAS) or perylene-3,4,9,10-tetracarboxylic dianhydride (PTCDA) to seed growth50. Growth is thermodynamically favourable on these defect seeds, since shorter diffusion distances are needed46. The mean free diffusion length of incoming reactive species on SiO2 is expected to be much shorter than that on MoS246, meaning that growth will favourably occur laterally at the MoS2 edges outwards until the substrate surface is fully covered by a monolayer of material, consistent with Frank–van der Merwe (FM) growth. This results, as shown in our experimental data, in atomically smooth, fully formed layers, as films can be seen with minimal subsequent layer growth.
Electrical transport measurements were performed across large channel areas that consisted of multiple grains. A field effect transistor was fabricated as described in section S3 of the Supporting Information. Fig. 3(a) shows drain current vs. drain voltage (Ids vs. Vds) characteristics of the device from a two-terminal measurement with no applied back gate voltage, i.e. Vgs = 0 V. Slightly asymmetric contacts can be observed from the source-drain electrodes, which can be attributed to the presence of contact resistance. Fig. 3(b) shows the transfer characteristics (Ids vs Vgs) of the device for different source-drain voltages ranging from 0.5 to 2 V in increments of 0.5 V. The transfer curve shows strong n-type behaviour and the current on/off ratio exceeds 103 for all values of source-drain voltage. Furthermore, the off-state of the device has the same level for all the applied source-drain voltages, as shown in Fig. 3(c), meaning distinct on/off states can be observed. The field-effect mobility was estimated from equation (1):

where L is the channel length (~ 17.5 μm), W is the channel width (~ 145 μm), Cox is the gate capacitance (~ 11.5 nF) and Vds is the source-drain voltage. The maximum value of the slope, dIds/dVds, was used for calculations. For a bias voltage of 2 V, the field-effect mobility was estimated to be approximately 1.15 cm2 V−1 s−1, which is in line with or superior to values previously reported for both CVD MoS236,50,51 and mechanically exfoliated MoS2, in the absence of high-k dielectric encapsulation layers7,52. This is an important result as it shows that large area CVD grown MoS2 is potentially viable for electronic devices despite the presence of grain boundaries.

(a) Two terminal Ids-Vds characteristics of the device for Vgs = 0. (b) Transfer characteristics (Ids vs Vg) of the device recorded for varying values of Vds. (c) Transfer characteristics from (b) plotted on a logarithmic curve.
We have extended this growth procedure to the in-situ CVD patterning of MoS2 by pre-patterning the MoO3 seed layer before synthesis. This was done by sputtering MoO3 layers through a patterned metal shadow mask. This results in patterns of MoS2 monolayers that can be grown directly on a target substrate. The features demonstrated here are circles of closed MoS2 films with a diameter of approximately 100 μm as shown in Fig. 4(a). The resulting patterns are of approximately the same diameter as the original square patterns, with some loss of square structure due to the initial spread of material during sputtering and then the subsequent evaporation into a vapour source followed by re-deposition as MoS2. This patterned growth is possible due to the close proximity of the oxide precursor. These patterned monolayers have the same high quality as the larger scale films as shown previously in Fig. 1(a). Although the resolution of the process is limited, as shown in Fig. 4(b), by a slight spread in growth, the method can produce multiple patterns without having to expose the monolayers to additional processing steps. This methodology could potentially be used to fabricate channels and other device components without the need for post growth processing steps.

(a) Optical image of as-grown CVD monolayer MoS2 dots (b) Optical image of a MoS2 continuous layer grown by the pattern transfer technique with no observable subsequent island growth on the terminated monolayer. (c) Further enhanced magnification of the area shown in (b) over which Raman and PL scans were taken. Note that the Raman/PL maps are shown at an orientation of 90° to this area. The red box shows the area corresponding to AFM scans. Scale bar is 9 µm (d) A1 exciton maximum photoluminescence map (e) B1 exciton maximum photoluminescence map (f) photoluminescence spectra at points 1 and 2 as indicated in (d) and the average spectrum over the entire scanned area, consisting of 14,400 individual point spectra. (g) Map of E’ Raman peak sum (h) Map of A’1 Raman peak sum. Scale bar is 6 µm for all Raman and PL maps. (i) Average Raman spectrum over 14,400 points taken in the scanned area the film, showing a peak separation of 18 cm−1, which is in agreement with literature reports for monolayer MoS2.
Fig. 4(c) shows the area over which Raman and PL scans were taken. Fig. 4(d) and (e) show the corresponding respective intensity maps for the A1 and B1 exciton photoluminescence. The A1 intensity is far greater than B1 in all areas, further signifying the presence of highly crystalline monolayers3. Interestingly, there are small islands with enhanced PL that show no obvious change in the corresponding Raman maps. The average PL spectrum, as well as those from areas 1 and 2 as marked in Fig. 4(d), is shown in Fig. 4(f). One possible reason for this variation in PL intensity across the sample is that these patterned samples were synthesized using sputter deposited MoO3 samples. We hypothesize that these would not evaporate as readily as liquid phase dispersed MoO3 nanosheets, as sputtered MoO3 has been reported to form the sub-stoichiometric compound, MoO3-x53. This could lead to inconsistencies in evaporation rate and therefore growth rate of monolayers, causing enhanced strain/doping to already grown monolayers as other growth begins to seed and join it. Raman analysis was used to evaluate the quality of the patterned CVD films. The maps of E’ in Fig. 4(g) and A’1 in Fig. 4(h) show little variation in intensity over the entire area, apart from the presence of grain boundaries. The average Raman spectrum for the scanned area in Fig. 4(i) shows peak positions of ~385 and 403 cm−1 for E’ and A’1, respectively42,43, giving a separation of 18 cm−1 as expected for monolayer MoS242,43.
Having established patterned growth, it is worthwhile to discuss the effectiveness of grain boundary closure in the films, as it is possible to investigate the same features with atomic force microscopy (AFM) and Raman. In Fig. 4 below, we have shown selected area growth of 100 μm features. The AFM phase mode and topography mode imaging scans in Fig. 5(a) and (b), respectively show that the film is flat over the area of the scan and consists of individual grains that grow together. The phase map, which would have better lateral resolution in samples of different material properties, shows a higher response in the vicinity of the grain boundaries, as seen by comparison with the optical image, while the topography map indicates all the grain boundaries are slightly elevated in comparison with the rest of the film. Various height profiles over raised grain boundaries, as indicated by the dark blue lines in Fig. 5(b), are shown in Fig. 5(c). The height in each case was observed to be ~2.2 nm. This indicates that the areas shown are not gaps in the film, but rather buckled MoS2 which forms as the grains grow together and upwards from different crystal lattice orientations. Similar features have previously been observed for CVD graphene54,55. The PL map in Fig. 4(d) also interestingly shows enhanced and diminished PL at different areas of the grain boundaries of the MoS2 monolayers. Previous reports have linked an increase in PL intensity with p-doping36 which suggests that these regions are sulfur rich. A decrease in PL intensity can similarly be attributed to n-doped molybdenum rich regions36, as discussed previously and in the Supporting Information, section S5. Future TEM investigations will be required to confirm this observation and allow further analysis of the grain boundaries present in the as-grown materials. The grain boundary observations also confirm that the monolayer films are continuous, while possessing boundaries and defects similar to those observed in CVD grown graphene56. We further propose that Raman and PL mapping could act as a quick and viable method to identify and locate the grain boundaries of monolayer materials grown on a variety of substrates. We envisage that this methodology could be extended to other members of the TMD family, such as the transition metal diselenides and other layered material sets by varying the precursors chosen. As a proof of principle, we have also demonstrated the growth of WS2 monolayers using an analogous method, as shown in Section S6 of the Supporting Information, with similar high quality monolayers shown.

(a) Phase mode AFM image of the corresponding red box in Fig. 3(c). (b) Topography mode AFM image of the same area. (c) Height profiles over dark blue lines shown in (b).
Conclusions
We have presented a novel synthesis method for the production of TMD monolayers on arbitrary substrates by use of liquid phase exfoliated precursors in a close proximity microreactor setup for CVD growth. The high quality of the as-grown layers was shown using XPS, SEM and TEM. Raman and PL spectra were used to further probe the quality of the layers and the properties of the grain boundaries present. Electrical transport results showed carrier mobilities comparable to single crystal devices, indicating that the grain boundaries do not strongly deteriorate the electronic properties of the films. We outlined that this process can be extended to the growth of patternable TMD monolayers, by directly transferring patterns made with precursor layers to a growth substrate. This is an important result in the field of 2D materials, as, for the first time, it combines size-selectable, liquid dispersed nanosheets with chemical vapour deposition. This is a new pathway which could potentially lead to the development of patterned CVD monolayers for the production of future device components.
Methods
Large area growth from liquid phase exfoliated MoO3
Precursor layers of MoO3 were made by dropcasting an IPA dispersion of MoO3 nanoplatelets onto commercially available silicon dioxide (SiO2, ~290 nm thick) substrates, which were thermally grown on top of <100> oriented crystalline silicon (Si) wafers. The dispersion of molybdenum trioxide (MoO3) was liquid phase exfoliated, as described previously57 and in full detail in the Supporting Information, Section S3. The wafers were then placed on a hot plate at 150°C until IPA had evaporated.
Patterned synthesis
MoO3 patterns of 10 nm thickness were sputtered from a solid target (MaTecK GmBH) through a metal shadow mask, consisting of arrays of squares 100 µm in size, using a Gatan Precision Etching and Coating System (PECS). The patterns were deposited onto commercially available silicon dioxide (SiO2, ~290 nm thick) substrates, which were thermally grown on top of <100> oriented crystalline Si wafers. The oxide deposition rate and thickness were monitored using a quartz crystal microbalance.
Growth
The MoO3 seed films were placed face up in a ceramic boat with a blank SiO2 on Si substrate face down on top of them, in order to direct growth onto the top, blank substrate. The boat was then placed into the centre of a quartz tube furnace. The samples were loaded into the hot zone which was heated to 750°C. Sulfur vapour was then produced by heating sulfur powder (MaTecK, 99%) to ~120°C in an independently controlled upstream heating zone of the furnace and transported to the samples using Ar gas as carrier, for 20 minutes. A schematic of this is shown in Fig. 1(e). After sulfurization, the samples were annealed for 20 min at 750°C in Ar carrier gas and then cooled down to room temperature. For TEM studies, the films were transferred to grids using a polymer support technique. Polymethyl methacrylate (PMMA 950K, MicroChem) was spin-coated onto the MoS2, which were then floated on 2 M NaOH at room temperature until the SiO2 layer between the MoS2 and the Si substrates was completely etched away, leaving MoS2/PMMA films floating on the surface24. After cleaning in deionized water the films were transferred onto 300 mesh lacey carbon copper TEM grids (Agar Scientific). The PMMA support layer was then dissolved in acetone at room temperature for 20 minutes.
Analysis
Raman spectroscopy and PL measurements were performed using a Witec alpha 300R with a 532 nm excitation laser and a laser power of <1 mW, in order to minimize sample damage. AFM measurements were carried out using a Veeco Dimension 3100 in tapping mode, with 40 N/m probes from Budget Sensors. SEM images were acquired using a Zeiss Ultra Plus SEM at an accelerating voltage of 1 kV. XPS was performed under ultra-high vacuum conditions (<5 × 10−10 mbar), using monochromated Al Kα X-rays (1486.6 eV) from an Omicron XM1000 MkII X-ray source and an Omicron EA125 energy analyzer. An Omicron CN10 electron flood gun was used for charge compensation and the binding energy scale was referenced to the adventitious carbon 1s core-level at 284.8 eV. The analyzer pass energy was set to 100 eV for the survey spectrum and 15 eV for the Mo 3d and S 2p core-level spectrum. HRTEM analysis was performed in an FEI Titan transmission electron microscope at an acceleration voltage of 300 kV.
Device Fabrication and Characterization
The electrodes were patterned using electron beam lithography with PMMA A3 and subsequent evaporation of Ti/Au = 10/30 nm contacts. The sample was annealed in a vacuum at 400 K for 140 minutes for removal of adsorbents58. Electrical characterization was carried out with a Keithley 2602 source meter unit and a Keithley 2400 source meter with JANIS probe station at room temperature under vacuum. The measurements were performed immediately after the annealing step without exposing the device to ambient conditions.
References
Geim, A. K. & Novoselov, K. S. The rise of graphene. Nature materials 6, 183–191 (2007).
Novoselov, K. S. et al. Electric Field Effect in Atomically Thin Carbon Films. Science 306, 666–669 (2004).
Mak, K. F., Lee, C., Hone, J., Shan, J. & Heinz, T. F. Atomically Thin MoS2 :A New Direct-Gap Semiconductor. Phys Rev Lett 105, 136805 (2010).
Splendiani, A. et al. Emerging photoluminescence in monolayer MoS2 . Nano Lett 10, 1271–1275 (2010).
Mak, K. F., McGill, K. L., Park, J. & McEuen, P. L. The valley Hall effect in MoS2 transistors. Science 344, 1489–1492 (2014).
Schedin, F. et al. Detection of individual gas molecules adsorbed on graphene. Nature materials 6, 652–655 (2007).
Radisavljevic, B., Radenovic, A., Brivio, J., Giacometti, V. & Kis, A. Single-layer MoS2 transistors. Nat. Nanotechnol. 6, 147–150 (2011).
Ovchinnikov, D., Allain, A., Huang, Y.-S., Dumcenco, D. & Kis, A. Electrical Transport Properties of Single-Layer WS2 . ACS nano 8, 8174–8181 (2014).
Lembke, D. & Kis, A. Breakdown of High-Performance Monolayer MoS2 Transistors. ACS nano 6, 10070–10075 (2012).
Lopez-Sanchez, O. et al. Light Generation and Harvesting in a van der Waals Heterostructure. ACS Nano 8, 3042–3048 (2014).
Lopez-Sanchez, O., Lembke, D., Kayci, M., Radenovic, A. & Kis, A. Ultrasensitive photodetectors based on monolayer MoS2 . Nat. Nanotechnol. 8, 497–501 (2013).
Sarkar, D. et al. MoS2 Field-Effect Transistor for Next-Generation Label-Free Biosensors. ACS Nano 8, 3992–4003 (2014).
Tsai, M.-L. et al. Monolayer MoS2 Heterojunction Solar Cells. ACS Nano 8, 8317–8322 (2014).
Eda, G. et al. Photoluminescence from Chemically Exfoliated MoS2 . Nano Letters 11, 5111–5116 (2011).
Coleman, J. N. et al. Two-Dimensional Nanosheets Produced by Liquid Exfoliation of Layered Materials. Science 331, 568–571 (2011).
Backes, C. et al. Edge and confinement effects allow in situ measurement of size and thickness of liquid-exfoliated nanosheets. Nat Commun 5, 4576 (2014).
Lee, K. et al. Electrical Characteristics of Molybdenum Disulfide Flakes Produced by Liquid Exfoliation. Advanced Materials 23, 4178–4182 (2011).
Nicolosi, V., Chhowalla, M., Kanatzidis, M. G., Strano, M. S. & Coleman, J. N. Liquid Exfoliation of Layered Materials. Science 340 (2013).
O'Brien, M. et al. Plasma assisted synthesis of WS2 for gas sensing applications. Chemical Physics Letters 615, 6–10 (2014).
Lin, Y.-C. et al. Wafer-scale MoS2 thin layers prepared by MoO3 sulfurization. Nanoscale 4, 6637–6641 (2012).
Kong, D. et al. Synthesis of MoS2 and MoSe2 films with vertically aligned layers. Nano Lett 13, 1341–1347 (2013).
Gatensby, R. et al. Controlled Synthesis of Transition Metal Dichalcogenide Thin Films for Electronic Applications. Appl Surf Sci 297, 139–146 (2014).
Lee, K., Gatensby, R., McEvoy, N., Hallam, T. & Duesberg, G. S. High-performance sensors based on molybdenum disulfide thin films. Adv Mater 25, 6699–6702 (2013).
Yim, C. et al. Heterojunction Hybrid Devices from Vapor Phase Grown MoS2 . Scientific reports 4, 5458 (2014).
Amani, M. et al. Electrical performance of monolayer MoS2 field-effect transistors prepared by chemical vapor deposition. Appl Phys Lett 102, 193107 (2013).
Lee, Y. H. et al. Synthesis of large-area MoS2 atomic layers with chemical vapor deposition. Adv Mater 24, 2320–2325 (2012).
Zhan, Y., Liu, Z., Najmaei, S., Ajayan, P. M. & Lou, J. Large-area vapor-phase growth and characterization of MoS2 atomic layers on a SiO2 substrate. Small 8, 966–971 (2012).
Néstor, P.-L. et al. CVD-grown monolayered MoS2 as an effective photosensor operating at low-voltage. 2D Materials 1, 011004 (2014).
Gutierrez, H. R. et al. Extraordinary Room-Temperature Photoluminescence in Triangular WS2 Monolayers. Nano Lett 13, 3447–3454 (2012).
Berkdemir, A. et al. Identification of individual and few layers of WS2 using Raman Spectroscopy. Scientific reports 3, 1755 (2013).
Elías, A. L. et al. Controlled Synthesis and Transfer of Large-Area WS2 Sheets: From Single Layer to Few Layers. ACS Nano 7, 5235–5242 (2013).
Liu, Y. et al. Mesoscale Imperfections in MoS2 Atomic Layers Grown by a Vapor Transport Technique. Nano Letters 14, 4682–4686 (2014).
Cheng, Y. et al. Van der Waals epitaxial growth of MoS2 on SiO2/Si by chemical vapor deposition. RSC Advances 3, 17287–17293 (2013).
Ionescu, R. et al. Synthesis of Atomically Thin MoS2 Triangles and Hexagrams and their Electrical Transport Properties. IEEE Transactions on Nanotechnology 13, 749–754 (2014).
Ji, Q. et al. Epitaxial Monolayer MoS2 on Mica with Novel Photoluminescence. Nano Letters 13, 3870–3877 (2013).
van der Zande, A. M. et al. Grains and grain boundaries in highly crystalline monolayer molybdenum disulphide. Nature materials 12, 554–561 (2013).
Ling, X. et al. Role of the Seeding Promoter in MoS2 Growth by Chemical Vapor Deposition. Nano Letters 14, 464–472 (2014).
Najmaei, S. et al. Vapour phase growth and grain boundary structure of molybdenum disulphide atomic layers. Nature materials 12, 754–759 (2013).
Cunningham, G. et al. Photoconductivity of solution-processed MoS2 films. Journal of Materials Chemistry C 1, 6899–6904 (2013).
Finn, D. J. et al. Inkjet deposition of liquid-exfoliated graphene and MoS2 nanosheets for printed device applications. Journal of Materials Chemistry C 2, 925–932 (2014).
Baker, M. A., Gilmore, R., Lenardi, C. & Gissler, W. XPS investigation of preferential sputtering of S from MoS2 and determination of MoSx stoichiometry from Mo and S peak positions. Appl Surf Sci 150, 255–262 (1999).
Zhang, X. et al. Raman spectroscopy of shear and layer breathing modes in multilayer MoS2 . Phys Rev B 87, 115413 (2013).
Li, H. et al. From Bulk to Monolayer MoS2: Evolution of Raman Scattering. Advanced Functional Materials 22, 1385–1390 (2012).
Chakraborty, B. et al. Symmetry-dependent phonon renormalization in monolayer MoS2 transistor. Phys Rev B 85, 161403 (2012).
Shi, Y. et al. Selective Decoration of Au Nanoparticles on Monolayer MoS2 Single Crystals. Scientific reports 3, 1839 (2013).
Zhang, J. et al. Scalable Growth of High-Quality Polycrystalline MoS2 Monolayers on SiO2 with Tunable Grain Sizes. ACS Nano 8, 6024–6030 (2014).
Yu, Y. et al. Controlled Scalable Synthesis of Uniform, High-Quality Monolayer and Few-layer MoS2 Films. Scientific reports 3, 1866 (2013).
Chen, S. et al. Millimeter-Size Single-Crystal Graphene by Suppressing Evaporative Loss of Cu During Low Pressure Chemical Vapor Deposition. Advanced Materials 25, 2062–2065 (2013).
Li, X. et al. Large-Area Graphene Single Crystals Grown by Low-Pressure Chemical Vapor Deposition of Methane on Copper. Journal of the American Chemical Society 133, 2816–2819 (2011).
Lee, Y.-H. et al. Synthesis of Large-Area MoS2 Atomic Layers with Chemical Vapor Deposition. Advanced Materials 24, 2320–2325 (2012).
Zhan, Y. J., Liu, Z., Najmaei, S., Ajayan, P. M. & Lou, J. Large-Area Vapor-Phase Growth and Characterization of MoS2 Atomic Layers on a SiO2 Substrate. Small 8, 966–971 (2012).
Qiu, H. et al. Electrical characterization of back-gated bi-layer MoS2 field-effect transistors and the effect of ambient on their performances. Appl Phys Lett 100, - (2012).
Werfel, F. & Minni, E. Photoemission study of the electronic structure of Mo and Mo oxides. Journal of Physics C: Solid State Physics 16, 6091 (1983).
Muneer, A. et al. Nanoscale investigation of charge transport at the grain boundaries and wrinkles in graphene film. Nanotechnology 23, 285705 (2012).
Duong, D. L. et al. Probing graphene grain boundaries with optical microscopy. Nature 490, 235-239 (2012).
Huang, P. Y. et al. Grains and grain boundaries in single-layer graphene atomic patchwork quilts. Nature 469, 389–392 (2011).
Hanlon, D. et al. Production of Molybdenum Trioxide Nanosheets by Liquid Exfoliation and Their Application in High-Performance Supercapacitors. Chemistry of Materials 26, 1751–1763 (2014).
Schmidt, H. et al. Transport Properties of Monolayer MoS2 Grown by Chemical Vapor Deposition. Nano Letters 14, 1909–1913 (2014).
Acknowledgements
This work is supported by the SFI under Contract No. 12/RC/2278 and PI_10/IN.1/I3030. M.O. acknowledges an Irish Research Council scholarship via the Enterprise Partnership Scheme, Project 201517, Award 12508. J.N.C. acknowledges ERC grant SEMANTICS and SFI PI award 11/PI/1087.
Author information
Authors and Affiliations
Contributions
M.O. and G.S.D. conceived and designed the experiments and wrote the paper. M.O. synthesized materials by CVD. N.C.B., M.O. and N.M. carried out spectroscopic measurements and analysis. M.O. and N.M. performed electron microscopy. M.O. and T.H. performed AFM measurements and analysis. H.-Y.K. fabricated electrical devices and H.-Y.K., T.H. and K.L. performed electrical measurements and analysis. D.H. and J.N.C. carried out liquid phase exfoliation and characterisation of nanosheets. G.S.D. supervised the whole project. All authors contributed to the discussion of the results and improvement of the manuscript.
Ethics declarations
Competing interests
The authors declare no competing financial interests.
Electronic supplementary material
Supplementary Information
Supplementary Information
Rights and permissions
This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in the credit line; if the material is not included under the Creative Commons license, users will need to obtain permission from the license holder in order to reproduce the material. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-sa/4.0/
About this article

Cite this article
O'Brien, M., McEvoy, N., Hallam, T. et al. Transition Metal Dichalcogenide Growth via Close Proximity Precursor Supply. Sci Rep 4, 7374 (2014). https://doi.org/10.1038/srep07374
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/srep07374
This article is cited by
-
Patterning Functionalized Surfaces of 2D Materials by Nanoshaving
Nanomanufacturing and Metrology (2022)
-
Large-area integration of two-dimensional materials and their heterostructures by wafer bonding
Nature Communications (2021)
-
Space-confined vapor deposition synthesis of two dimensional materials
Nano Research (2018)
-
Mapping of Low-Frequency Raman Modes in CVD-Grown Transition Metal Dichalcogenides: Layer Number, Stacking Orientation and Resonant Effects
Scientific Reports (2016)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
