
Abstract
The aerospace and automotive industries make extensive use of aluminium and its alloys. Contrarily, machining of aluminium (Al) alloys presents a number of difficulties, including, but not limited to, poor surface finishing, excessive tool wear, decreased productivity etc. Therefore, it’s very important to measure the machining characteristics during machining of aluminium alloy with sustainable cooling strategies. In this work, a new approach of measurement was adopted to measure the critical geometrical aspects of tool wear, surface roughness, power consumption and microhardness while machining AA2024-T351 alloy under dry, minimum quantity lubrication (MQL), liquid nitrogen (LN2) and carbon dioxide (CO2) cooling conditions. Initially, the various aspects of tool wear were studied with the help of Sensofar Confocal Microscope integrated with Mountains map software and then, the other results such as surface roughness, power consumption and microhardness were measured as per the ISO standards. The outcome of these measurement studies confirms that LN2 and CO2 cooling is helpful in improving the machining characteristics of AA2024-T351 alloy. When compared to dry conditions, the surface roughness values of MQL, LN2, and CO2 all have values that are lowered by 11.90%, 30.95%, and 39.28% respectively, and also power consumption values were lowered by 3.11%, 6.46% and 11.5% for MQL, CO2 and LN2 conditions, respectively.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Sustainability goals are being pursued by industries, and efforts are being made to enhance the production methods [1]. The recent developments in aviation, aerospace, and automotive are always demanding for green, sustainable, clean products that indicate the importance of using lightweight materials. In addition, during the machining of lightweight alloys, it’s very important to consider the environmental aspects and maintain the standard as per the government regulations and Fig. 1, shows the concept of sustainability adopted in machining operations.

Basic components of sustainability in machining (Copyrights reserved) [2]
Al alloys are counted in this concept of combining various properties namely high strength/weight ratio and applicability for heat treatment methods [3]. These properties make Al an attractive material when compared with steel namely the most used material type in the world [4, 5]. However, pure-Al is very ductile as per its main structure and requires further processes for better formability. That’s why various alloying elements are utilized to improve the mechanical properties of such base materials [6]. AA2024 is one of the most preferred ones in practice not only for the low density but also with the features of high fracture toughness, long fatigue life, and superplasticity [7]. After implementing the tempering process (T351) for normalization and surface hardening, still, the alloy has low machinability. The primary reason for the encountered challenges is high thermal conductivity which reduces physical and surface-related properties and the tendency to react with cutting tools owing to high chemical affinity which causes adhesion or welding of the material [8]. Therefore, build-up edge (BUE) and build-up layer (BUL) is observed as the governing tool wear type during the machining of these materials [9]. Since the tool geometry is a determinative factor affecting the surface characteristics and tool wear index, BUE and BUL formations have a superior impact on the fundamental machining mechanism [10]. Therefore, preserving the initial tool geometry stands as a critical task for obtaining consistency in the chip removing process for several reasons; (i) provides the same surface quality for a whole machined part, (ii) keeps the tolerances between ideal ranges which increases dimensional accuracy, (iii) elongates the beneficial service life of cutting tool thanks to protecting ideal contact conditions between tool and chip [11]. That’s why determination of the geometrical aspects of wear on the tool, especially the one used for machining adhered material is a critical case. In this direction, measurement of variations in some machinability indicators induced by developing tool wear has importance since they influence sustainability. Cutting power is a deterministic factor affected by cutting forces and that depends heavily on the place and severity of wear index [12]. The instability of cutting forces may have a triggering effect on vibrations and pave the way for reduced surface integrity. Moreover, mentioned problems become a major problem under dry conditions particularly. Thus, it can be stated that machining of an Al alloy is challenging and requires to be handled with different perspectives to improve the machinability.
To overcome their compelling sides during the machining of Al alloys, some authors recommended coating technologies to extend tool life [13] and parameter optimization for obtaining the best surface roughness [14]. One of the prominent ways among them is utilizing cutting fluids for cooling, lubricating and easy chip removing. However, conventional lubricants have poor thermal conductivity and remain incapable of heat elimination from the cutting zone. Moreover, fluid jets consume liquids abundantly which jeopardizes the worker’s health and causes environmental pollution [15]. Modern techniques such as MQL, cryogenic cooling, hybrid cooling etc. on the other hand were found effective in the previous studies with their advanced lubrication-cooling skills [16,17,18]. Thus, utilization of these methods are essential in terms of social, environmental and technological aspects. One of them conducted by Yücel et al. [19] includes the nanofluid (MoS2) mixed and pure MQL to measure the existence of oil on tribological impact compared to the dry environment. Significant improvements in surface quality and temperatures and a slight reduction in tool wear were obtained by the application of different versions of the MQL method. In another work, Çakır et al. [20] used two different alloys i.e., AA7075 and AA2024 to determine the influence of various flow rates of the MQL technique. Accordingly, higher values of the flow of pure-MQL had an affirmative contribution to the surface quality. Musavi et al. [21] measured the impact of pre-cooling by applying cryogenic treatment and compared the test results with the dry medium. Based on the findings, it was stated that cryogenic assisted turning was better than drought environment in obtaining surface quality, wear mechanism and temperature while cutting AA2024 alloy. Sreejith [22] compared pure-MQL, dry and conventional cooling conditions during machining of AA6061 alloy for performance assessment. Better wear index, surface quality and force components were achieved by using the MQL medium. Abas et al. [23] done an experimental work based on the determination of optimized parameters under MQL along with dry mediums during the turning of AA6026 alloy. The authors provided separate cutting conditions for both regimes to obtain the best surface quality, tool life and tool wear. Itoigawa et al. [24] compared the flood cooling, MQL and dry mediums to measure their impact on force components and wear of tool while the cutting of Al alloy. Khettabi et al. [25] handled three different Al alloys namely 7075, 6061 and 2024 to understand the effect of MQL and dry strategies on machinability. The study was analyzed by questioning the positive and negative sides of both cutting mediums. Kouam et al. [26] evaluated the impact of different rates of MQL and dry conditions on the machinability of AA7075. Under different cutting parameters, the superiority of all strategies was put forward in this study including chip formation and surface roughness.
The literature review claims that the sustainable cooling/lubrication conditions are fruitful in improving the machining characteristics of different materials. Despite some studies exhibited in the open literature, but no one is focused on the different perspectives of tool wear geometry and associated machining characteristics such as surface roughness, consumed power, and microhardness under cryogenic cooling assisted machining of AA2024 alloy. Therefore, the present paper firstly aims to measure the in-depth studies during the cutting of ductile materials comparing the impact of LN2, CO2, MQL, and dry regimes.
2 Experimental Procedure
2.1 Cutting Tool, Workpiece, Machine Tool and Cooling Conditions
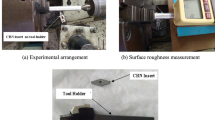
The cutting experiments were performed on commercially available aluminium alloy i.e., AA2024-T351. For this purpose, the CNC turning center was used. The specimen used for machining are of 100 mm length and 30 mm diameter and these dimensions were selected by considering the L/D ratio concept. The chemical composition of specimen includes Cu, Mg, Mn, Si, Fe, Zn, Cr, Ti and remaining Al. Further, the cutting tools used were CVD (Chemical Vapor Deposition) coated carbides having ISO designation of CNMG 120,408, respectively. These cutting tools were used under four dry, MQL, LN2 and CO2 cooling conditions. In MQL, the vegetable oil was used with 50 m/h flow rate and 6 bar pressure. The nozzles of MQL were positioned on rake and flank face of cutting tool. In LN2 and CO2 cooling, the 99.9% pure gas was used at the cutting zone. The machining parameters were kept fixed throughout the experiment in order to compare the results under all cooling conditions. These parameters were purely selected based on pilot studies. The physical properties of workpiece material are shown in Table 1.
2.2 Measurement Methodology and ISO Standards
In the present work, all measurements were performed by following the ISO standards. The different ISO standards used in this work are presented in Table 2. The complete measurement procedure is shown in Fig. 2.

Measurement procedure adopted in current work
2.2.1 Measurement of Tool Wear
The progressive tool wear measurements such as wear at the cutting-edge (VBc), crater width (KB), crater depth (KT), height of BUE (HBUE) and length of BUE (LBUE) were performed with the help of Sensofar Confocal Microscope having Senso View software. Further, the geometrical aspects such as profile of cutting tool was noted with mountains map software.
2.2.2 Measurement of Surface Roughness
The various parameters of surface roughness are associated to ensure the quality of workpiece and arithmetic surface roughness (Ra) is used mostly to evaluate the quality of product. In this work, the Ra parameter was considered. The measurement of surface roughness was performed with Mahr MarSurf M400 roughness tester. The measurements were taken at 5 different locations and then, the average value is considered.
2.2.3 Measurement of Power Consumption
The power consumption was measured online during the machining experiments. The main cutting power was analyzed with KAEL Network Analyzer having three 60/5A current transformers. The power analyzer has automatically given the consumed power as Watt and then, the values were directly noted from the system.
2.2.4 Measurement of Microhardness
Machining is a manufacturing method in which thermal and mechanical effects occur simultaneously and the workpiece materials can be subjected to high deformation near the surface. For that reason, the hardness variations were measured through the depth from the surface. The microhardness values (HV) were measured using the commercial microhardness tester. As the supportive values from some literature studies about measuring Vickers hardness for aluminum alloys [30, 31], the load of 0.98 N for 10 s loading time was applied to measure the microhardness of workpiece. Five measurements were considered at different points and then the results are compared under all cooling conditions.
3 Results and Discussions
3.1 Tool Wear Analysis
Wear condition of cutting tool plays an important role in enhancing the productivity as well as machining efficiency, especially while the machining of ductile materials like aluminium alloys. There are several parameters involved in the measurement of tool wear and it’s very significant to measure all the parameters related to the cutting tool. For instance, the crater wear is more affected by the chip flow and flank wear is more affected by the spring back action of workpiece material. In order to validate the tool wear measurements, ISO 3685 standard has established some norms related to cutting tool wear. Figure 3a, shows the complete detail of tool wear type according to the standard of ISO 3685. The tool wear has three main regions and the performance of the tool is completely depend on these wear regions. Figure 3b, completely shows the following wear regions as per the ISO3685 standards.
-
Tool edge wear or called primary wear part.
-
Tool face wear also called secondary wear.
-
Back wall wear.

a ISO 3685 standard of tool wear measurement. b ISO 3685 standard for grooved tools. c Tool wear image captured using sensor far microscope (d) Measurement of tool wear parameters in this work
In general, two types of tool wear and failure are observed in machining: (1) Progressive tool wear and (2) Premature tool wear [32]. In most studies, progressive tool wear is followed because it involves the crater as well as flank wear after the machining operation. The life span of the cutting tool is also evaluated under progressive tool wear. The main parameter of flank wear is VB and when it reaches certain standard values as per ISO, then it affects the machining performance in terms of stability, vibrations, forces, surface roughness and dimensional accuracy. The failure of the cutting tool with the effect of flank wear is termed as VBmax and its values are changing with the change in machining time. On the other hand, due to ductile nature of workpiece, crater wear, crack development, etc., premature tool failure occurs suddenly. In thus study, since the premature tool wear situation has not occurred, the progressive tool wear and its details are only investigated under different cooling conditions. Figure 4 shows the comparison of progressive tool wear’s results such as VBc, KB and KT, and built up edge parameters under different cooling conditions. These variables are measured using high end instruments or with the help of mathematical models. For instance, the regression model to calculate flank wear (VB) is given in Eq. (1) and this model is used to predict the cutting tool life during machining operations [33]:
where \({l}_{c}\) is defined as length of cut in m, a and b are termed as machining constants, exponential function is e, f is feed rate in mm/rev, TL is life of cutting tool in min, respectively.

Progressive tool wear patterns a VBc b KB, KT, HBUE and LBUE. c Precise and geometric parameters of BUE formation ([36])
The maximum parameters of tool wear were measured in this work under four sustainable cooling conditions such as dry, MQL, LN2, and CO2. The machining parameters were kept fixed and the critical tool wear parameters are shown in Fig. 3c, d. The effect of cooling conditions on these tool wear parameters are visibly noticed and the plot confirm that the MQL condition reduces the VBc values around 33.5689%, LN2 around 98.9399% and CO2 around 98.2332% as compared with dry conditions. This parameter is related to the rake surface of cutting tool and the flow of chips decided the values of VBc while machining aluminium alloys. The dry conditions have long chips and that’s why the maximum volume of tool has been removed with the development of chips. Similarly, the Fig. 4b shows the KB and KT values while machining aluminium alloy under different cooling conditions. The KT is also calculated with the help of Eq. (3) [32]:
where f is termed as the feed rate in mm/rev. Both these parameters are generally related with the main cutting edge of tool and more values of KB and KT means that the tool have still same cutting edge even after the machining of soft materials like aluminium alloys.
The LN2 cooling conditions have almost same cutting edge as new tool and that’s why the values are not observed and measured. The maximum values are observed under CO2 cooling conditions, whereas the minimum values are noticed under dry conditions. Although the trend is quite common with the existing literature [34, 35] and the values are changes with the change in cooling conditions. However, the detailed parametric analysis of cutting tool under sustainable cooling conditions are not reported and it’s a novel part of this work. The results claim that the dry condition has more values of tool wear followed by MQL, LN2, and CO2. The reason is quite obvious and the cutting temperature is responsible for high wear values in dry conditions. In the end, the built-up edge parameters were also observed with the Sensofar Confocal Microscope, as shown in Fig. 4b, c. The previous studies confirm that the built-up edge formation is also very critical parameter that decides the surface roughness values [36, 37].
In Fig. 4b, the negligible amount of HBUE and LBUE is observed only under the LN2 cooling conditions and this small amount of BUE parameters interestingly affect the surface roughness values as confirmed in the next section. Figure 5a shows the profile of the rake face of the cutting tool and Fig. 5(b) shows the profile along the flank face of the cutting tool. These tool wear profiles are obtained with the help of mountains map software. From dry cutting conditions, the actual profile of the new tool and used tool shows a good difference and it confirms that the tool wear is more as compared with cooling conditions. In addition, the MQL conditions provide the cooling as well as lubricating effect at the cutting zone, but still, this is not sufficient to provide good results. On the contrary, the cooling effect of carbon dioxide and liquid nitrogen shows a prominent effect and the results are quite better in both conditions. Similarly, Fig. 6 also shows the tool profile along the flank face and rake face of the surface. Aluminium is a soft material and during machining the workpiece material drag with the flank face of the cutting tool and as a result, wear exists at the flank and rake face. The cooling conditions help to control the spring back action of workpiece material and result in a smooth tool profile as compared with dry conditions.

Geometrical changes in the profile of the cutting tool a Rake face b Flank face

Condition of tools under different cooling conditions a Dry, b MQL, c LN2 and d CO2
3.2 Surface Roughness Analysis
One of the most important purposes of the machining process is to give a new shape and function to the workpiece with good surface roughness values. The various parameters are involved as per the ISO 4287:1997 standard in surface roughness measurement procedure but mostly used parameter is arithmetic roughness values i.e., Ra. Equation (4) is generally used to determine the values of Ra [38]:
where, L is termed as length of measurement and m is mean line height from reference line as shown in Fig. 7a.

a Terminology of surface texture and surface roughness values (Ra) (Copyrights reserved) [38]. b Surface roughness comparison under different cooling conditions. c Percentage reduction of roughness values with respect to change in cooling condition
The concept of surface roughness measurements were well defined by Kalami and Urbanic [38]. In their pioneer work, they claim that the two irregularities i.e., surface roughness and waviness are used mostly to evaluate the roughness parameters as shown in Fig. 7a. Usually in the process of machining, two solid objects; cutter and workpiece contact are involved and friction is directly proportional to the load, not dependent on the surface area. In order to eliminate or minimize the damage caused by friction, it is necessary to use lubricating oil suitable for the conditions. In this situation, cutting and cooling fluids are used to reduce the heat generated by friction and to remove chips. Based on the effects of cutting fluids on the cutting tool, workpiece, workbench and environment, it is understood that other effects are positive except for the environment. It is possible to minimize the effects on the environment and human health by using the MQL system. Coolers, on the other hand, are used as lubricants and coolants in cutting processes, allowing the tool to cut better and have longer use. For this reason, cutting fluid with both lubricating and cooling properties should be selected in the selection of cutting fluid. Coolants, also known as cutting fluids or machining fluids, are obtained by adding water to complex oil components. Refrigerant concentrates are usually prepared diluted between 80 and 99% with water. Since they have a very low usage area in the industry, their use of cryogens has become widespread. As an alternative to traditional cutting fluids, cryogenic coolants are well recognized as a safe and effective way to improve tool life and finished product quality when working with challenging materials [39]. It is common practice in cryogenic processing to use either liquid nitrogen or carbon dioxide as the cryogen [40] and one of three application methods: pre-cooling, spray cooling, or indirect cooling [41]. Compared to other cryogenic cooling techniques, the simultaneous and direct spraying of cryogens from the rake face and free surface of the cutting tool is known as the most effective cryogenic cooling approach [42].
In addition, due to their different properties, LN2 and CO2 exhibit different properties when sprayed into the cutting zone. In the liquid phase, CO2 stored in pressurized tubes is sprayed at high pressure from the cooling channels to the cutting zone, during which pressure drop and phase transformation (liquid CO2 to solid CO2 (40%) and cold CO2 gas (60%)) occurs. Because of this phase change and the Joule–Thomson effect, it is possible to cool the cutting zone to temperatures as low as − 78.5 °C [40, 43]. However, LN2 can be sprayed into the cutting zone at lower pressure, making it a more viable option. Although LN2 has a higher cooling capacity compared to CO2 due to its boiling point of − 196 °C, it can be said that the current method of spraying CO2 in both solid and gas phases is more effective on roughness. For these reasons, these two cryogens can cause different cooling and lubrication effects in the cutting zone. Therefore, this situation significantly affects the surface roughness and residual stress values of the machined parts. The positive effects of cryogenic cooling on cutting tool performance and surface integrity have been noted in the machining of difficult-to-machine materials such as hardened steels [44], nickel alloys [45], titanium alloys [46], stainless steels [47], and metal matrix composites [48]. Considering this information, the roughness values of the surfaces obtained at the end of the study were measured and the results are presented in Fig. 7b, c. Accordingly, as expected, a higher roughness value was obtained in dry cutting compared to the others as seen in Fig. 7b. When dry cutting is taken as reference, roughness has gradually decreased thanks to other alternative cooling-lubrication options, namely MQL, LN2 and CO2. That is, compared to dry cutting, the surface roughness values of MQL, LN2 and CO2 were reduced by 11.90%, 30.95% and 39.28%, respectively (refer to Fig. 7c). The reason for the reduction with MQL was mostly associated with the reduction of friction between tool-chip and tool-workpiece pairs. On the other hand, it is thought that the main factor underlying the improvements achieved by cryogenic cooling is the further reduction of adhesion-induced formations (BUE and BUL). In addition, the effect on BUE formation on surface roughness values were observed in this work, as shown in Fig. 4b, c. During LN2 cooling, small amount of aluminium is adhered at the rake face of the cutting tool. This adhesion of cutting tool changes the actual geometry of cutting tool due to the changes in the values of edge radius and rake angle [36]. Hence, the BUE formation under LN2 cooling is responsible for the more roughness values as compared with CO2 cooling. The same concept of geometrical features of surface roughness values are observed in Fig. 8. It has been clearly noticed that the cooling conditions affect the main surface roughness values at precise level and that’s why more peak and valleys are observed in dry conditions. The CO2 cooling produces the smooth surface with less peak and valleys, respectively. The cold work hardening in the presence of CO2 is likely to blame for this finding because it leads to a greater microstructural recovery than would be seen at higher temperatures (as in dry machining). In addition, the CO2 machining conditions resulted in better chip breakability and less accumulation of chips near the cutting zone, the surface finish of the finished part was improved, and frictional contact between the chips and the finished workpiece was eliminated and as a result smooth surface were generated.

Geometrical features of roughness profiles under different cooling conditions. a Dry. b MQL. c LN2. d CO2
3.3 Power Consumption Analysis
Cutting forces occurring in machining processes directly affect the power consumption and general manufacturing costs. In the past, the power consumption (Pc) during the machining was calculated with the help of Eq. (5) [49]:
where, Fc is termed as main cutting force in newton and Vc is cutting speed in m/min, respectively. In addition, the other models are also available in literature [50] for estimation of power consumption at different stages such as spindle rotation, idle power, cutting power, tool changing power etc. during machining operations. In the cryogenic cooling environment, the workpiece material becomes brittle under low temperatures and an increase in strength can be observed. This situation causes an increase in cutting forces and thus power consumption [51]. On the other hand, it is also stated in the literature that cryogenic cooling provides a reduction in power consumption by showing a lubricating effect [52]. The effects of cryogenic cooling vary greatly depending on the workpiece-cutting tool materials and cooling technique used in the manufacturing process. Therefore, it cannot be said that cryogenic cooling generally increases or decreases power consumption. In the literature, there are studies in which cryogenic cooling causes an increase or a decrease [51, 53] in power consumption in different manufacturing processes. In addition, it is predicted that the decrease in tool life as a result of increased power consumption, that is, cutting forces, can be overcome by modifying the tool geometry according to cryogenic conditions [54]. In this paper, the power consumption values of the machine tool obtained during the cutting were measured and the results are presented in Fig. 9a, b. Here, a higher roughness value was obtained in dry cutting compared to the others as seen in Fig. 9a. When dry cutting is taken as reference, power consumption values has gradually decreased thanks to other alternative cooling-lubrication options, namely MQL, LN2 and CO2. That is, compared to dry cutting, the consumption values of MQL, CO2 and LN2 were reduced by 3.11%, 6.46% and 11.5%, respectively, as seen in Fig. 9b. The cause for the decrease in MQL was mostly due to less friction between tool-chip and tool-workpiece couples. The fundamental cause driving the gains produced by cryogenic cooling, on the other hand, is assumed to be the further decrease of adhesion-induced forms. That's why the tool keeps its sharpness longer and makes a smoother cut with less energy consumption.

a Power consumption comparison under different cooling conditions. b Percentage reduction of consumption values with respect to change in cooling condition
3.4 Microhardness Analysis
Cutting temperature, cutting forces, etc. occur in the manufacturing processes using this method and these have a leading role in the change of surface and subsurface structure as illustrated in Fig. 10. The effects are grain reduction, deformation hardening (hardening), etc., especially on the surface and near the surface of the manufactured workpiece [55]. It can cause effects such as residual stress formation and phase transformation in the material. In this context, one way to determine the microstructural changes that different cutting conditions may cause on the workpiece is to examine the microhardness change. Generally, ISO 6507-1 standard is followed to measure the microhardness of metallic materials. Figure 11 shows the micro-hardness change of the samples machined in dry, MQL, LN2 and CO2 cutting environments. Accordingly, the machined surface typically looks to have the highest micro-hardness. At the deepest point, it quickly falls until it reaches the bulk micro-hardness value. It is widely known that during the cutting process, aluminum alloys may efficiently react with oxygen and other elements, forming a hard aluminum oxide layer that considerably boosted the machined surface micro-hardness. As noticed from Fig. 11, the highest micro-hardness value was reached under CO2, followed by LN2, MQL and dry cutting environments, respectively. Owing to the thermal softening phenomenon, micro-hardness at the machined surface diminished while dry turning since the heat load in the workpiece surface layer has a substantial influence on deformation-induced hardening. The results also showed that MQL and cryogenic cooling mediums enable the material to achieve a greater surface hardness than dry mode, which might be attributable to the influence of low temperatures. When applied directly to the machining zone, the cooling action of LN2 and CO2 decreases thermal softening. Furthermore, using a cryogenic coolant throughout the machining process can assist in maintaining a small grain size during dynamic recrystallization, resulting in increased surface hardness [56]. Moreover, other factors that cause this method to be preferred can be shown as the positive effect in many studies on the surface integrity characteristics of the machined part, which directly affect the product performance, such as surface and subsurface hardness change, microstructure change, phase transformation, residual stress formation, and fatigue life [57].

Micro-hardness measuring points and possible surface and subsurface conditions caused by cutting (Accepted and modified [55])

Microhardness variation vs depth from machined surface under various environments
4 Conclusions
The following conclusions have been drawn from this current investigation:
-
1.
The geometrical aspects of tool wear are measured in terms of VBc KB, KT, HBUE and LBUE, respectively. The results of confirm that the lowest values of tool wear are observed under LN2 cooling conditions followed by CO2, MQL and dry conditions. The temperature and friction generated at the cutting zone is responsible for tool wear values and that’s why the good cooling effect of LN2 conditions are responsible for the low tool wear values.
-
2.
The tool profiles are also measured and the rake as well as flank face of cutting tool is same as new tool when the LN2 cooling is applied at cutting zone. Interestingly, the low values of BUE formations are observed in LN2 cooling while machining aluminium alloy.
-
3.
The BUE formation in LN2 cooling further affect the surface roughness values and the minimum values of Ra is observed under CO2 conditions. In terms of percentage reduction, the surface roughness values of MQL, LN2 and CO2 are reduced by 11.90%, 30.95% and 39.28% as compared to dry conditions.
-
4.
Minimum value of power consumption is observed under LN2 conditions. The dry conditions show the opposite trend and the power consumption is reduced to 3.11%, 6.46% and 11.5% MQL, CO2 and LN2 conditions.
-
5.
For instance, the dry conditions have minimum microhardness values whereas the CO2 cooling have maximum values. The CO2 cooling is helpful in maintaining the small grain size during dynamic recrystallization, resulting in increased surface hardness.
As a future scope, the other factors, such as surface integrity, residual stresses, white layer deformation, etc., should be investigated in the future as potential recommendations by studying the influence of different cooling media.
Data availability statement
Data is available on request.
References
Sen, B., Mia, M., Krolczyk, G. M., et al. (2021). Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: A review on the perception of sustainable manufacturing. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 249–280.
Sarikaya, M., Gupta, M. K., Tomaz, I., et al. (2022). Resource savings by sustainability assessment and energy modelling methods in mechanical machining process: A critical review. Journal of Cleaner Production. https://doi.org/10.1016/j.jclepro.2022.133403
Sánchez-Carrilero, M., Sánchez-Sola, J. M., González, J. M., et al. (2002). Cutting forces compatibility based on a plasticity model.: Application to the oblique cutting of the AA2024 alloy. International Journal of Machine Tools and Manufacture, 42, 559–565. https://doi.org/10.1016/S0890-6955(01)00157-2
Sugihara, T., Nishimoto, Y., & Enomoto, T. (2015). On-machine tool resharpening process for dry machining of aluminum alloys employing LME phenomenon. Precision Engineering, 40, 241–248. https://doi.org/10.1016/j.precisioneng.2014.12.005
Yip, W. S., & To, S. (2020). Sustainable ultra-precision machining of titanium alloy using intermittent cutting. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 361–373. https://doi.org/10.1007/s40684-019-00078-5
Sun, Q., Liu, X., Han, Q., et al. (2018). A comparison of AA2024 and AA7150 subjected to ultrasonic shot peening: Microstructure, surface segregation and corrosion. Surface and Coatings Technology, 337, 552–560. https://doi.org/10.1016/j.surfcoat.2018.01.072
Nakai, M., & Eto, T. (2000). New aspect of development of high strength aluminum alloys for aerospace applications. Materials Science and Engineering A, 285, 62–68.
Kustas, F. M., Fehrehnbacher, L. L., & Komanduri, R. (1997). Nanocoatings on cutting tools for dry machining. CIRP Annals-Manufacturing Technology, 46, 39–42. https://doi.org/10.1016/s0007-8506(07)60771-9
Atlati, S., Moufki, A., Nouari, M., & Haddag, B. (2017). Interaction between the local tribological conditions at the tool–chip interface and the thermomechanical process in the primary shear zone when dry machining the aluminum alloy AA2024–T351. Tribology International, 105, 326–333. https://doi.org/10.1016/j.triboint.2016.10.006
Aslan, A. (2020). Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement, 163, 107959. https://doi.org/10.1016/j.measurement.2020.107959
Saglam, H., Unsacar, F., & Yaldiz, S. (2006). Investigation of the effect of rake angle and approaching angle on main cutting force and tool tip temperature. International Journal of Machine Tools and Manufacture, 46, 132–141. https://doi.org/10.1016/j.ijmachtools.2005.05.002
Salur, E., Kuntoğlu, M., Aslan, A., & Pimenov, D. Y. (2021). The effects of MQL and dry environments on tool wear, cutting temperature, and power consumption during end milling of AISI 1040 steel. Metals (Basel), 11, 1674.
Nouari, M., List, G., Girot, F., & Coupard, D. (2003). Experimental analysis and optimisation of tool wear in dry machining of aluminium alloys. Wear, 255, 1359–1368. https://doi.org/10.1016/S0043-1648(03)00105-4
Nouari, M., List, G., Girot, F., & Géhin, D. (2005). Effect of machining parameters and coating on wear mechanisms in dry drilling of aluminium alloys. International Journal of Machine Tools and Manufacture, 45, 1436–1442. https://doi.org/10.1016/j.ijmachtools.2005.01.026
Günan, F., Kıvak, T., Yıldırım, Ç. V., & Sarıkaya, M. (2020). Performance evaluation of MQL with AL2O3 mixed nanofluids prepared at different concentrations in milling of Hastelloy C276 alloy. Journal of Materials Research and Technology, 9, 10386–10400. https://doi.org/10.1016/j.jmrt.2020.07.018
Thirumalai Kumaran, S., Ko, T. J., Li, C., et al. (2017). Rotary ultrasonic machining of woven CFRP composite in a cryogenic environment. Journal of Alloys and Compounds, 698, 984–993. https://doi.org/10.1016/j.jallcom.2016.12.275
Balasuadhakar, A., Kumaran, S. T., Kurniawan, R., & Ahmed, F. (2022). A comprehensive review on minimum quantity lubrication in turning process. Surface Review and Letters (SRL). https://doi.org/10.1142/S0218625X22300088
Balasuadhakar, A., Thirumalai Kumaran, S., & Ahmed, F. (2022). A review on the role of nanoparticles in MQL machining. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2022.07.247
Yücel, A., Yıldırım, Ç. V., Sarıkaya, M., et al. (2021). Influence of MoS2 based nanofluid-MQL on tribological and machining characteristics in turning of AA 2024 T3 aluminum alloy. Journal of Materials Research and Technology, 15, 1688–1704. https://doi.org/10.1016/j.jmrt.2021.09.007
Çakır, A., Yağmur, S., Kavak, N., et al. (2016). The effect of minimum quantity lubrication under different parameters in the turning of AA7075 and AA2024 aluminium alloys. International Journal of Advanced Manufacturing Technology, 84, 2515–2521. https://doi.org/10.1007/s00170-015-7878-4
Musavi, S. H., Davoodi, B., & Eskandari, B. (2019). Pre-cooling intensity effects on cooling efficiency in cryogenic turning. Arabian Journal for Science and Engineering, 44, 10389–10396. https://doi.org/10.1007/s13369-019-04056-6
Sreejith, P. S. (2008). Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant conditions. Materials Letters, 62, 276–278. https://doi.org/10.1016/j.matlet.2007.05.019
Abas, M., Sayd, L., Akhtar, R., et al. (2020). Optimization of machining parameters of aluminum alloy 6026–T9 under MQL-assisted turning process. Journal of Materials Research and Technology, 9, 10916–10940. https://doi.org/10.1016/j.jmrt.2020.07.071
Itoigawa, F., Nakamura, T., & Belluco, W. (2006). Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear, 260, 339–344. https://doi.org/10.1016/J.WEAR.2005.03.035
Khettabi, R., Nouioua, M., Djebara, A., & Songmene, V. (2017). Effect of MQL and dry processes on the particle emission and part quality during milling of aluminum alloys. International Journal of Advanced Manufacturing Technology, 92, 2593–2598. https://doi.org/10.1007/s00170-017-0339-5
Kouam, J., Songmene, V., Balazinski, M., & Hendrick, P. (2015). Effects of minimum quantity lubricating (MQL) conditions on machining of 7075–T6 aluminum alloy. International Journal of Advanced Manufacturing Technology, 79, 1325–1334. https://doi.org/10.1007/s00170-015-6940-6
Sun, R., Che, Z., Cao, Z., et al. (2022). Effect of laser shock peening on high cycle fatigue failure of bolt connected AA2024-T351 hole structures. Engineering Failure Analysis, 141, 106625. https://doi.org/10.1016/j.engfailanal.2022.106625
Masoudi Nejad, R., Sina, N., Ghahremani Moghadam, D., et al. (2022). Artificial neural network based fatigue life assessment of friction stir welding AA2024-T351 aluminum alloy and multi-objective optimization of welding parameters. International Journal of Fatigue, 160, 106840. https://doi.org/10.1016/j.ijfatigue.2022.106840
Haddag, B., Atlati, S., Nouari, M., & Moufki, A. (2016). Dry machining aeronautical aluminum alloy AA2024-T351: Analysis of cutting forces, chip segmentation and built-up edge formation. Metals (Basel). https://doi.org/10.3390/met6090197
Lu, S., Roudet, F., Montagne, A., et al. (2022). Vickers hardness of NiW coating as a potential replacement for Cr-VI: A methodology to consider size effect and tip defect in classical microindentation. Surface and Coatings Technology, 447, 128812. https://doi.org/10.1016/j.surfcoat.2022.128812
Han, X., Zhang, C., Yang, Y., et al. (2021). Hardening of high-energy self-ion irradiated FeCrAl ODS alloys evaluated by micro- and nano-hardness tests. International Journal of Pressure Vessels and Piping, 194, 104522. https://doi.org/10.1016/j.ijpvp.2021.104522
Čerče, L., Pušavec, F., & Kopač, J. (2015). 3D cutting tool-wear monitoring in the process. Journal of Mechanical Science and Technology, 29, 3885–3895.
Jamil, M., He, N., Gupta, M. K., et al. (2022). Tool wear mechanisms and its influence on machining tribology of face milled titanium alloy under sustainable hybrid lubri-cooling. Tribology International, 170, 107497. https://doi.org/10.1016/j.triboint.2022.107497
Shah, P., Bhat, P., & Khanna, N. (2021). Life cycle assessment of drilling Inconel 718 using cryogenic cutting fluids while considering sustainability parameters. Sustain Energy Technol Assessments, 43, 100950. https://doi.org/10.1016/j.seta.2020.100950
Airao, J., Khanna, N., Roy, A., & Hegab, H. (2020). Comprehensive experimental analysis and sustainability assessment of machining Nimonic 90 using ultrasonic-assisted turning facility. International Journal of Advanced Manufacturing Technology, 109, 1447–1462. https://doi.org/10.1007/s00170-020-05686-z
Paris, D., Pivotto, L. B., Ventura, C. E. H., & Antonialli, A. Í. S. (2020). Influence of built up edge on the surface topography of Ti-15Mo. Procedia CIRP, 87, 137–141.
Monkova, K., Monka, P. P., Sekerakova, A., et al. (2019). Research on chip shear angle and built-up edge of slow-rate machining EN C45 and EN 16MnCr5 steels. Metals (Basel). https://doi.org/10.3390/met9090956
Kalami, H., & Urbanic, J. (2021). Exploration of surface roughness measurement solutions for additive manufactured components built by multi-axis tool paths. Additive Manufacturing, 38, 101822.
Sadik, M. I., Isakson, S., Malakizadi, A., & Nyborg, L. (2016). Influence of coolant flow rate on tool life and wear development in cryogenic and wet milling of Ti-6Al-4V. Procedia CIRP, 46, 91–94. https://doi.org/10.1016/j.procir.2016.02.014
Jawahir, I. S., Attia, H., Biermann, D., et al. (2016). Cryogenic manufacturing processes. CIRP Annals, 65, 713–736. https://doi.org/10.1016/j.cirp.2016.06.007
Dix, M., Wertheim, R., Schmidt, G., & Hochmuth, C. (2014). Modeling of drilling assisted by cryogenic cooling for higher efficiency. CIRP Annals, 63, 73–76. https://doi.org/10.1016/j.cirp.2014.03.080
Hong, S. Y., & Ding, Y. (2001). Cooling approaches and cutting temperatures in cryogenic machining of Ti-6Al-4V. International Journal of Machine Tools and Manufacture, 41, 1417–1437.
Machai, C., & Biermann, D. (2011). Machining of β-titanium-alloy Ti–10V–2Fe–3Al under cryogenic conditions: Cooling with carbon dioxide snow. Journal of Materials Processing Technology, 211, 1175–1183.
Biček, M., Dumont, F., Courbon, C., et al. (2012). Cryogenic machining as an alternative turning process of normalized and hardened AISI 52100 bearing steel. Journal of Materials Processing Technology, 212, 2609–2618. https://doi.org/10.1016/j.jmatprotec.2012.07.022
Pusavec, F., Hamdi, H., Kopac, J., & Jawahir, I. S. (2011). Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. Journal of Materials Processing Technology, 211, 773–783. https://doi.org/10.1016/j.jmatprotec.2010.12.013
Revuru, R. S., Posinasetti, N. R., Venkata Ramana, V. S. N., & Amrita, M. (2017). Application of cutting fluids in machining of titanium alloys–-a review. International Journal of Advanced Manufacturing Technology, 91(2477), 2498. https://doi.org/10.1007/s00170-016-9883-7
Jerold, B. D., & Kumar, M. P. (2012). Machining of AISI 316 stainless steel under carbon-di-oxide cooling. Materials and Manufacturing Processes, 27, 1059–1065. https://doi.org/10.1080/10426914.2011.654153
Josyula, S. K., Narala, S. K. R., Charan, E. G., & Kishawy, H. A. (2016). Sustainable machining of metal matrix composites using liquid nitrogen. Procedia CIRP, 40, 568–573. https://doi.org/10.1016/j.procir.2016.01.135
Khan, A. M., Gupta, M. K., Hegab, H., et al. (2020). Energy-based cost integrated modelling and sustainability assessment of Al-GnP hybrid nanofluid assisted turning of AISI52100 steel. Journal of Cleaner Production. https://doi.org/10.1016/j.jclepro.2020.120502
Khan, A. M., Jamil, M., Mia, M., et al. (2020). Sustainability-based performance evaluation of hybrid nanofluid assisted machining: Sustainability assessment of hybrid nanofluid assisted machining. Journal of Cleaner Production, 257, 120541. https://doi.org/10.1016/j.jclepro.2020.120541
Hong, S. Y., Ding, Y., Jeong, W., & cheol,. (2001). Friction and cutting forces in cryogenic machining of Ti-6Al-4V. International Journal of Machine Tools and Manufacture, 41, 2271–2285. https://doi.org/10.1016/S0890-6955(01)00029-3
Bermingham, M. J., Kirsch, J., Sun, S., et al. (2011). New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4V. International Journal of Machine Tools and Manufacture, 51, 500–511. https://doi.org/10.1016/j.ijmachtools.2011.02.009
Ahmed, L. S., & Kumar, M. P. (2015). Cryogenic drilling of Ti–6Al–4V alloy under liquid nitrogen cooling. Materials and Manufacturing Processes, 31, 951–959. https://doi.org/10.1080/10426914.2015.1048475
Outeiro, J. C., Lenoir, P., & Bosselut, A. (2015). Thermo-mechanical effects in drilling using metal working fluids and cryogenic cooling and their impact in tool performance. Production Engineering, 9, 551–562. https://doi.org/10.1007/s11740-015-0619-6
Liang, X., Liu, Z., & Wang, B. (2019). State-of-the-art of surface integrity induced by tool wear effects in machining process of titanium and nickel alloys: A review. Measurement: Journal of the International Measurement Confederation, 132, 150–181.
Giasin, K., Ayvar-Soberanis, S., & Hodzic, A. (2016). Evaluation of cryogenic cooling and minimum quantity lubrication effects on machining GLARE laminates using design of experiments. Journal of Cleaner Production, 135, 533–548. https://doi.org/10.1016/j.jclepro.2016.06.098
Jawahir, I. S., Brinksmeier, E., M’Saoubi, R., et al. (2011). Surface integrity in material removal processes: Recent advances. CIRP Annals, 60, 603–626. https://doi.org/10.1016/j.cirp.2011.05.002
Funding
The research leading to these results has received funding from the Norway Grants 2014-2021 operated by National Science Centre under Project Contract No 2020/37/K/ST8/02795. The authors also acknowledge the Polish National Agency for Academic Exchange (NAWA) No. PPN/ULM/2020/1/00121 for financial support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gupta, M.K., Niesłony, P., Sarikaya, M. et al. Studies on Geometrical Features of Tool Wear and Other Important Machining Characteristics in Sustainable Turning of Aluminium Alloys. Int. J. of Precis. Eng. and Manuf.-Green Tech. 10, 943–957 (2023). https://doi.org/10.1007/s40684-023-00501-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-023-00501-y