
Abstract
Improving equipment effectiveness is crucial for flexible manufacturing, ensuring that machines and tools perform their functions efficiently and consistently. Our study aimed to enhance the Overall Equipment Effectiveness (OEE) in Bangladesh’s Ready-Made Garments (RMG) manufacturing system. We used the DMADV methodology incorporating Visual Stream Mapping (VSM) and OEE. By utilising VSM, we identified issues, eliminated them in the design phase, and evaluated performance in the verification phase. We automated the material handling system to reduce handling time, and the result was a significantly improved OEE in the automated manufacturing system compared to the manual one. This study has numerous benefits in flexible manufacturing and operations management, from immediate efficiency improvements to long-lasting organisational cultural transformations. Thus, it’s a noteworthy topic for practical applications and research. Enhancing Equipment Effectiveness through Visual Stream Mapping 4.0 has broad-reaching implications, including improved productivity, reduced waste, increased efficiency, better resource utilisation, and a more agile and responsive manufacturing environment. Although OEE and VSM are frequently used separately in different manufacturing systems, this study’s novelty lies in their combined application within garment manufacturing.
Similar content being viewed by others


Introduction
In flexible manufacturing systems, equipment effectiveness significantly ensures smooth operations (Dhar et al., 2022; Srivastava & Bag, 2023; Zhang et al., 2003). It refers to the ability of the equipment to perform its intended function efficiently, with minimal downtime and waste. In today’s highly dynamic and uncertain era, the effectiveness of the equipment has become even more critical (Dubey et al., 2020; Saha et al., 2022). It can have a substantial impact on the overall performance of the system, as well as the ability to meet customer demands and expectations (Dehning et al., 2007; Piran et al., 2020). Therefore, monitoring and measuring equipment effectiveness regularly is essential, identifying improvement areas, and implementing corrective actions promptly (Amrani et al., 2022; Muchiri & Pintelon, 2008; Piran et al., 2020). A proactive approach towards equipment maintenance and optimisation can significantly enhance the system’s productivity, reduce costs, and increase customer satisfaction (Piran et al., 2020).
The Industry 4.0 era has significantly changed traditional manufacturing systems (Höse et al.,2023; Singh et al., 2020; Xu et al., 2018). It connects people, objects, manufacturing machinery, information, and communication systems, which facilitate intelligently, digitalised, autonomous manufacturing systems with real-time data collection, analysis, and information sharing (Maia et al., 2023; Romanello & Veglio, 2022; Veile et al., 2020). The basic concept of Industry 4.0 is the integration of emerging technologies like artificial intelligence, Artificial Neural Network (ANN) (Mbakop et al., 2022) big data, cloud computing (Lu, 2021), the Internet of Things (IoT) (Patil & Suresh, 2019), simulation (Dubey & Ali, 2014F), intelligent sensors, smart factory, and the Industrial Internet of Things (IIOT) (Bai et al., 2020; Xu et al., 2021). Therefore, it is high time to integrate all services and manufacturing systems with Industry 4.0 to achieve outstanding utilisation of facilities.
This study attention to Bangladeshi Ready-Made Garments (RMG) manufacturing systems. The Bangladeshi RMG earns almost 78% of export earnings for the country (Hassan, 2022), which is indispensable and one of the most reliable sectors for the country’s economic growth. However, the RMG sector in Bangladesh is currently suffering from various challenges. For example, the world’s fashion industry is moving towards globalisation and automation to adjust to the growing cost and quality competition (Ortt et al., 2020; Salahuddin & Lee, 2022), but most of the garment companies in Bangladesh are still operating manually due to substantial initial investment of automation (Hoque et al., 2021; Nayak & Padhye, 2018). As a result, Bangladeshi RMGs are securing significantly less effectiveness than required. Automation and FMS are accepted worldwide (Dey et al., 2019; Hussain & Ali, 2019). For example, China, India, Vietnam and many other countries use automation for fabricating, designing, tracking, and garment making (Chaudhary et al., 2020; Li et al., 2020; Rathore, 2023). Thus, initiating automation and flexible manufacturing systems (FMS) are crucial to meeting global challenges and simultaneously enhancing efficiency and quality at a reduced cost and lowest time (Ali & Khan, 2010; Hoque et al., 2021).
Although automation is mandatory to meet the global competition, the evaluation of the performance of the automated system is a crucial task. Despite several techniques of performance enhancement that have been found in distinctive current research areas, Total Productive Maintenance (TPM) is one of the leading strategies to measure and intensify the performance of any manufacturing system. TPM measures performance using the Overall Equipment Effectiveness (OEE) (Chikwendu et al., 2020), which is a well-known classic metric of capacity utilisation (Basak et al., 2022). A manufacturing system’s OEE measures operation time and finds different sources of losses to boost the system’s performance (Ghafoorpoor Yazdi et al., 2018). Strategically implementing the OEE improves product quality and minimises machine breakdown, accidents, idle time, reworks, defects, and so on (Chikwendu et al., 2020). Although OEE is an excellent metric for production system optimisation, it cannot work alone (Piran et al., 2020). Different improvement methods like DMAIC (Define, Measure, Analyse, Improve, Control) (Sordan et al., 2022), VSM (Value Stream Mapping), SMED (Single-Minute Exchange of Die), (Corrales et al., 2020) DEA (Data Envelopment Analysis), DMADV (Piran et al., 2020; Rajendran & Harper, 2020; Trubetskaya & Mullers, 2021), etc. are used along with OEE for the desirable output.
However, the synergy between VSM and OEE is crucial for advancing the performance of manufacturing systems. Initially, VSM aids in identifying equipment waste, such as idle time, setup time, and downtime, leading to improvements in OEE (Alnounou et al., 2022; Basak et al., 2022; Haddad et al., 2021). Secondly, VSM minimises material handling and waiting times, enhancing process flow and equipment performance, and ultimately contributing to improved OEE (Kumar et al., 2022; Munoz et al., 2018; Yashini, 2020). By revealing material and information flow, VSM assists designers in pinpointing and reducing unnecessary waiting times. Thirdly, it helps define avoidable material handling, promoting optimal material flow with minimal handling time and risk (Ali & Murshid, 2016; Lee et al., 2021). Fourthly, VSM identifies and addresses excess workloads, bottlenecks, and process waste, enhancing process flow (Haddad et al., 2021). Finally, VSM 4.0, the latest iteration, offers holistic process visibility (Boonsothonsatit et al., 2020), real-time data-driven decision-making, a virtual replica of the physical manufacturing environment (Sa Ribeiro et al., 2023), and an agile manufacturing process (Lee et al., 2021). These features collectively impact manufacturing system performance. Therefore, the systematic use of VSM 4.0 is expected to reduce waiting and material handling times, improve process flow, minimise downtime, and optimise equipment, collectively amplifying OEE.
Among the various methods of performance renovation, the DMAIC procedure of Six Sigma has been used for quality improvement for a long time (Ponsiglione et al., 2021; Smetkowska & Mrugalska, 2018; Soundararajan & Reddy, 2019), but this method is limited for analysing, improving, and controlling (Trubetskaya & Mullers, 2021) any existing system. The design stage needs to be present in DMAIC, though, for the design and development of new products and services, design and verification stages are also mandatory. For these drawbacks, the DMADV methodology, which is a type of DFSS (Design for Six Sigma) (Frizziero et al., 2021) has been introduced that is more scientific and practical for the initiation of a new product, service, or process (Baptista et al., 2020; Trubetskaya & Mullers, 2021) as well as continuous improvement of existing systems.
Whatever, VSM and OEE can be productively integrated within DMADV methodology. Firstly, in the define phase, VSM helps to identify waste, bottlenecks, lead time, available resources and weaknesses; at the same time, OEE helps to define a benchmark of equipment efficiency (Basak et al., 2022; Haddad et al., 2021). Secondly, in the measure phase, VSM helps identify data related to the flow of materials, cycle times, and inventory levels. OEE determines critical process parameters like equipment availability, quality and performance (Alnounou et al., 2022). Thirdly, in the analysis phase, VSM analyses the sources of waste, the flow of materials, process variations (Kumar et al., 2022) etc. on the other hand, OEE analyses the causes of equipment failure, process losses and defects (Singh et al., 2020). Fourthly, in the design phase, VSM aids in redesigning the manufacturing process and reducing non-value-added activities. Moreover, OEE finds critical improvement areas for enhancing availability, performance, and quality to rectify the performance gaps of the existing system (Alnounou et al., 2022). Lastly, in the verification phase, VSM verifies the reduction of waste and efficient material flow; on the other hand, OEE verifies the improvement of availability, performance, and quality in the newly designed system to verify the impacts of upgradation. Consequently, the combination of VSM 4.0 and OEE inside DMADV methodology is a comprehensive and data-driven approach that assists any manufacturing system in reducing waste, streamlining process flow, and boosting equipment effectiveness by enhancing product availability, performance, and quality.
OEE and VSM have been applied separately for the improvement of different areas such as downtime reduction, efficiency enhancement (Alnounou et al., 2022), quality improvement, maintenance optimisation (Corrales et al., 2020; Duran & Duran, 2019), process optimisation, waste reduction, bottleneck identification (Basak et al., 2022; Brendan et al., 2022). Additionally, recent works have been conducted to improve the OEE of manufacturing systems using different lean tools. Nevertheless, the application of VSM 4.0 along with OEE has not been found by the authors (Kumar et al., 2022; Piran et al., 2020; Relkar & Nandurkar, 2012; Santos et al., 2022), so identified this field as the research gap. Therefore, the combined strategy of OEE and VSM 4.0 has been focused on achieving the goal of this study, which is to enhance the performance of garment manufacturing systems, as stated in the previous section. To carry out the mentioned study, the following research questions have been undertaken for consideration:
RQ1 How do we identify the current performance of the manufacturing system?
RQ2 How intense is the effect of VSM 4.0 and OEE on a manufacturing system?
RQ3 What is the significance of VSM 4.0 on the enhancement of OEE?
Next, to answer the research questions, this work first observed the existing garments manufacturing system, identified different problems, and then investigated the combined effect of OEE and VSM 4.0. Hence, the main aim of this study is to optimise the garment manufacturing system so that OEE reaches the benchmark of 85% (Singh et al., 2020) for all manufacturing systems. To meet the mentioned aim, this study designed objectives as follows:
-
a) To draw the VSM for the manual system, identify the significant problems and calculate OEE.
-
b) To automate the material handling system.
-
c) To reduce different losses and improve the OEE of the system.
The originality of this study is a combined approach of the OEE and the VSM 4.0, which is used to design and develop the garments manufacturing system to improve the overall performance. The following part of this paper is segmented as a literature review: to review the related works critically; research methodology: to discuss the systematic design of the work; results and discussions: to present and analyse the findings of the work and discuss to justify the data outcomes; The final section is Conclusion, which summarises the study including with research implications, limitations, and future research agendas.
Literature Review
The elementary goal of the literature review was to distinguish factors affecting the OEE of any manufacturing system. In the beginning, the search keywords and databases were identified, and then articles were searched from the databases using the selected keywords. Various factors of OEE were uncovered by searching different databases, namely Scopus, Web of Science, and ResearchGate. The structure of the systematic literature review is conferred in Fig. 1. The search keywords include “Factors of OEE”, “Improvement of OEE in textile”, “Improvement of OEE in garments manufacturing”, “OEE in manufacturing”, “Improvement of OEE in apparel manufacturing”, “OEE and VSM in manufacturing”, “Improvement of OEE”, “Reduction of losses using OEE”, “Optimisation of OEE” etc. In the initial search, 980 articles were found from different databases. Then, screening was performed to exclude the non-relevant, non-peer reviewed, duplicate, and published in languages other than English; on the other hand, the relevant, recently published, and peer-reviewed articles were withheld. After the first screening, 140 articles were found relevant using the criteria mentioned above, and then 25 articles were separated through final screening by reading and analysing the abstracts.

Structure of the literature review
To evaluate the performance of any service or manufacturing system, there always needs a Key Performance Indicator (KPI) (Mate et al., 2017; Rompho, 2023), and OEE is an established KPI for the performance evaluation of manufacturing systems (Zennaro et al., 2018), which was introduced by Seiichi Nakajima in 1960 (Singh et al., 2013). The OEE is the combination of system availability, system performance, and quality of products, where availability means the time span a machine is available without stoppage, performance means the difference between design speed and actual speed, and quality defines the ratio of good products and total products. So, OEE measures and compares different operations with expected and actual performance (Chikwendu et al., 2020; Piran et al., 2020) and aids in eliminating waste from operations. For any machine, availability 100% means there is no stoppage during production, performance 100% means the machine is running at its maximum speed, and quality 100% means no defective goods are produced. Ultimately, OEE 100% means the manufacturing system produces all quality products without any stoppage and at the highest speed, but it is pretty impossible; generally, 85% OEE is considered standard worldwide for discrete manufacturing systems (Singh et al., 2020). However, it identifies waste produced by six significant losses defined by lean manufacturing and minimises the losses as much as possible. The six considerable losses are equipment failure, setup and adjustment, idling and minor stoppages, reduced speed, defects, and startup losses. These six losses can be grouped into availability, performance, and quality loss. Consequently, OEE stimulates pinpointing these losses, diagnosing the proper reasons for the losses, and defining reliable solutions for reducing the losses. Thus, performance measurement and management systems cooperate to control and justify any manufacturing process (Bititci et al., 2012).
Over the last few decades, OEE has been used in different production areas, such as productivity improvement, supply chain management, productivity maintenance, resource productivity promotion, and so on (Corrales et al., 2020). Table 1 reveals some significant contributions of OEE and VSM to manufacturing industries. Moreover, it was used in the supply chain to analyse the bullwhip effect and level constraints (Buchmeister et al., 2012, 2013) and determine equivalent materials of CO2 along with the supply chain (Jaegler & Burlat, 2014). Recently, it has been used to enlarge sales volume (Gupta & Vardhan, 2016) and to enhance the pallet handling (Alnounou et al., 2022) of milk factories; both revealed significant progress in their respective fields. Ylipaa et al. (2017) suggested OEE as a factor for maintenance improvement potential and argued that it would benefit service-centred organisations. Duran and Duran (2019) used the concept of OEE prioritising to prioritise maintenance and product sustainability, which would benefit business and economic sustainability.
Additionally, the OEE metric has been adopted for evaluating urban freight transportation systems (Munoz et al., 2018), mineral water plants (Irhirane et al., 2017), additive manufacturing (Basak et al., 2022), and so on. A recent study has shown that it is also used for the improvement of automatic flow lines of manufacturing systems (Zennaro et al., 2018), safety devices (airbag) manufacturing (Dal et al., 2000) for the automotive industry, etc. Again, OEE optimise moulding, along with Through Design of Experiments (DOE), has been applied to optimise critical machinery production systems (Relkar & Nandurkar, 2012) and in injection moulding (Huang et al., 2020). OEE, OTE (Overall Throughput Effectiveness), and simulation (Zhang et al., 2003) techniques have been used to measure the performance of equipment and system productivity.
Despite the fact that it is clear from the above information that OEE has been used widely for enhancing production, maintenance, supply chain, and many other fields, very few references are available for applying TPM and OEE in the textile sector, especially in garments manufacturing. Samadhiya et al. (2023) used the concept of TPM to identify social sustainability in small and medium-sized enterprises. Lemma et al. (2015) applied the concept of TPM in Ethiopian textile industries and focused on the pillars of TPM to improve the preventive maintenance process. According to Yashini (2020), TPM and OEE are beneficial for reducing Poka-Yoke and excess work in the textile manufacturing facility process. Sahoo (2019) discussed the detailed scenario of simultaneous usage of TPM and TQM (Total Quality Management) and concluded that the integrated approach does not ensure improved profitability in the case of textile manufacturing. However, it would be beneficial for food items, electronic and electric items. In a recent study, Kaizen, a pillar of TPM, was found to be used in the textile spinning section to improve OEE (Ahmad et al., 2018), and it has been argued to promote the OEE 10 per cent more than the previous one.
In addition, value stream mapping is another essential lean tool (Hariyani & Mishra, 2022; Hariyani et al., 2022; Psomas, 2022) for analysing any manufacturing system and identifying different losses. Value stream means the number of actions that add value to the consumer products. To make a product, both value-added and non-value-added actions are required (Saboo et al., 2014). Some actions are non-value added but necessary, which means they are mandatory to make the product but do not add any value to the final products. However, VSM 4.0 transmitted required data in real-time through human–computer interaction. So, this work used a merged approach of the OEE and VSM 4.0 for the development and analysis of the performance of the manufacturing system. Therefore, it is crucial to automate the manufacturing systems and measure the system’s performance to compare the overall progress of the business.
Recent reviews have revealed that VSM is used in automotive industries, electronic manufacturing, chemical processing, textile manufacturing, mechanical engineering, plastic materials, and wood processing (Lugert et al., 2018) to analyse the previous state and improved state of the respective systems and their sustainability (Lee et al., 2021). Several case studies of the VSM are available for the different textile sectors, such as in ring spinning for performance improvement of yarn making (Mahmood, 2020), to reduce waste and eventually the cost of manufacturing (Carvalho et al., 2019), VSM along with MTM-UAS (Methods-Time Measurement Universal Analysis System) to shorten the lead time (Demirci & Gunduz, 2020; Guzel et al., 2018), to improve the cutting process of SME textile (Alanya et al., 2020), to lower wastages of clothing manufacturing (Kumar, 2016), and many more. Boonsothonsatit et al. (2020) used VSM 4.0 and replaced critical manufacturing activities with technology 4.0.
This work is intended to observe the existing garment manufacturing system, find out different losses and critical problems of the manufacturing system, and calculate the OEE of the system. After that, the material handling system was automated to reduce significant time losses and other problems were fixed as much as possible. Again, the OEE of the automated system has been calculated and compared with the previous one. Additionally, the VSM has been used along with the OEE to compare the previous and automated state of the garments manufacturing system.
Research Methodology
The DMADV is a systematic approach (Rajendran & Harper, 2020) which is a part of the DFSS (Design for Six Sigma) for improving the OEE of any manufacturing system (Wolfe et al., 2021). In this study, the DMADV methodology was adopted for the advancement of OEE of the garment manufacturing system. It has five phases: Define, measure, Analyse, design, and verify. (Fig. 2).

Systematic research methodology (Developed by Authors)
Phase 1 (Define)
This is the first step of the DMADV methodology, which is used to identify various problems related to manufacturing, available resources, scopes of development, budget limitations, the timeline of the work, objectives, goals of the work, requirements, etc. (Johnson et al., 2006; Purushothaman & Ahmad, 2022). In this stage, a clear concept of the work needs to be defined, with the development strategy and final goal, and it should be aligned with the organisation’s goal. The OEE of any manufacturing system is a remarkable indicator of the progress of any system because various independent variables are responsible for different causes against overall effectiveness. Different problems and requirements are identified in this stage through historical data, workers’ feedback, maintenance registers, and other sources of information. The following Fig. 3 shows different variables of overall effectiveness through a fishbone diagram. The head of the diagram represents the main problem, which means the constraints of overall effectiveness. The body part contains four ribs that reveal the significant factors of the problem, which are related to people, machines, materials, and methods.

Fishbone diagram of the constraints of OEE
Firstly, the people category consists of workers’ movement, repetition of work, and lack of instruction to the staff. The worker’s movement is an essential part of this category, which identifies the number of movements and time of movement during any operation. If the operation time is longer, operators need more time to complete any operation, and eventually, the number of pieces per unit will be less. Again, repetitive work creates fatigue in the worker, reducing work efficiency. There is also a lack of instructions for the workers, which creates problems in handling any new situation like a new machine, new style, new maintenance type, and use of new software, etc.
Next, the machine category contains cycle time, setup time, availability, and maintenance. The cycle time means the actual time required for each operation, and the final cycle time means full time to prepare a final product. The actual cycle time is less than the design cycle time. Setup time is required to set the necessary parameters and prepare any machine for starting a new style. The availability of a machine is the time a machine is available for producing any goods without any failure. So, if downtime decreases, the availability of any machine will be increased. Maintenance is the actions required to ‘retain a machine in’ or ‘restore it to’ a condition so that it can perform its function correctly and with minimum cost. It reduces downtime and improves efficiency.
Then, the method category contains scrap, defects, and measurement problems. All the problems here are related to different defects found due to using the wrong methods. Measurement defects are problems that can sometimes be solved, and sometimes the products become scrap. Scrap means the item is useless, and other defects are found during production. Sometimes, one single defect can be the cause for rejecting a product.
Finally, the material category contains improper handling, rework, and need for inspections. Rework means rectifying any defective product; it requires additional time, and sometimes the product may be counted as scrap if the quality degrades for rework. Lack of inspections for raw materials causes the selection of defective raw materials, which causes different problems during production. In-process inspections reduce production costs because they help rectify problems at their root but not in the final product. The final inspection minimises the probability of rejection by the buyer. So, the likelihood of producing defective items increases for lack of inspection. Another essential part is material handling, which ensures the required item is in the necessary place at the required quantity and time. For proper material handling, any machine may have bottlenecks or a need for items.
However, all the factors are somehow related to the overall effectiveness of the garment manufacturing system. Therefore, this work focuses on identifying different production losses and their improvement opportunities to increase the OEE of the manufacturing system. There were 15 operations in each identical line, and all the operations are linked to one another, and the performance of the total system is dependent on each line. The process started with the shoulder joining of a sports t-shirt and ended with the main label attaching. All the variables of the OEE have been visualised through the VSM to identify value-added and non-value-added actions and reduce the time of non-value-added actions to reach the goal of the OEE.
Phase 2 (Measure)
This is the second step of the DMADV methodology, which clarifies the requirements and critical parameters of the work. In this stage, the required information and data were collected and validated. Time is the most significant factor for any manufacturing system. If it is possible to reduce the operation time, the system’s efficiency will be increased, and as a result, the OEE will also be increased. For this reason, different important preliminary information and data were gathered through the time and motion study (TMS), a well-known data documentation method (Alsdurf et al., 2020). The sample size of the work was figured out according to the sampling table initiated by Khattak (2001). The population is 560 sports t-shirts per shift of 8 h, so the sample size is 73 with a 90% confidence level. The simple random sampling method has been used for data collection. It is one of the most widely used sampling methods (Cekim & Kadilar, 2020; Kim et al., 2018), and it provides equal probabilities to all the events to be selected. A stopwatch has been used for the data collection of the t-shirt manufacturing floor, and the required data has been noted on a data collection sheet prepared previously.
Data were collected for the operation time of each machine, material handling time between the machines, and different types of defects from each machine, as well as planned and unplanned stops with their duration, target production, and actual production per shift. In addition, daily demand, actual output, daily target, frequency, causes of defects, and other historical information have been collected. All this information has been collected from running lines of identical products.
Phase 3 (Analyse)
This is the third step of the DMADV methodology, and its objective is to analyse the current condition and find the best alternative design for the system. Firstly, the potential problems of the manufacturing system were identified by analysing the information collected in the measure phase. Then, a Value Stream Map of the t-shirt manufacturing system was drawn, which consists of process time, transportation time, system availability, system performance, and quality of all the operations. These parameters help to identify value-added and non-value-added activities and different losses. Then, the losses were divided into downtime, performance, and quality, and the breakdown of different losses per operation was graphically presented. After preparing the VSM and evaluating different losses of operations, the OEE of the manufacturing system has been calculated.
At first, the availability of the machines was calculated to calculate the OEE of the manufacturing system. Availability means the system is available for work, which means the downtime is considered an unavailable time for any machine. Thus, the system availability is the multiplication of all the machine’s availability (Haddad et al., 2021; Muchiri & Pintelon, 2008). So,
Then, the performance of the garment’s manufacturing system was calculated from the ratio of target production and actual production (Haddad et al., 2021). The system's performance at 100% means the actual output is equal to the target production but is not possible due to system losses. So,
After that, the quality of the manufacturing system has been calculated from the ratio of total garments and suitable garments produced (Tobe et al., 2018). So,
Finally, from the above three equations,
From the above equation, the OEE of the manufacturing system has been calculated, and the significant losses have been identified. In the next step, these losses will be corrected with a newly modified design to reach the goal of the OEE.
Phase 4 (Design)
The fourth step of the DMADV is design; in this stage, the solutions to the problems identified in the analysis phase have been evaluated, and the system has been improved according to new solutions. Poor material handling, lack of proper machine maintenance, lack of experience for some operators, and lack of training were identified as the problems against a better OEE. So, in this phase, the solution to some issues has also been defined, which is discussed in the discussion part.
Phase 5 (Verify)
This is the last step of the DMADV methodology, where the improvements of the design stage were verified. To verify the effect of the improvement, a new VSM 4.0 has been prepared for the newly designed manufacturing system. The value-added and non-value-added actions were compared with the previous one. Also, the losses of different operations were recorded to compare with the previous losses. Finally, the OEE of the modified system has been calculated in a similar way to the previous system and compared with it to verify the improvement of the OEE of the overall system, which is the final goal.
Data Analysis and Findings of the Study
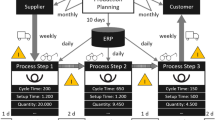
This study was conducted in a garments manufacturing factory that produces sports t-shirts. The manufacturing system consists of 15 operations and 14 material handling processes. The operations are Shoulder joining (Op-1), Back sleeve joining (Op-2), Front sleeve joining (Op-3), Neck piping (Op-4), Neck finishing (Op-5), Close top seam (Op-6), Side seam (Op-7), Bottom join (Op-8), Bottom top seam (Op-9), Bottom servicing (Op-10), Care label attaching (Op-11), Sleeve hem (Op-12), Sleeve servicing (Op-13), Sleeve tuck (Op-14), and Main label attaching (Op-15). The layout of the existing manufacturing system is shown in Fig. 4. To analyse this manufacturing system, 73 data for each operation and material handling process were collected at different times and days. The average of all data was used for calculation purposes. The data includes operation and handling time, downtime, daily demand, target production, actual output, defects, and other historical information. The collected data were then used to draw the value stream map, analyse losses, reduce waste and calculate the OEE of the manufacturing system.

Layout of the garments manufacturing system for manual material handling
Value Stream Mapping (Before improvement)
A value stream map is necessary to represent the flow of materials and information in any manufacturing system (Salwin et al., 2021). So, a value stream map is constructed with previously collected data to identify the value-added and non-value-added activities and different wastes. The operations are shown in process time, material handling time, system availability, system performance, and quality. These parameters help identify different waste and non-value-added tasks so that these can be reduced as much as possible. As part of the analysis phase, a value stream map of the current state was drawn with the data collected before modification, as shown in Fig. 5. The figure shows that different availability, performance, and quality parameters are found for different operations. The maximum availability of 99.6% is found for operation 11 (Care label attaching) and operation 15 (Main label attaching), both of which were done in a single needle lock stitch machine. The minimum availability of 97.5% is found in operation 10 (Bottom servicing), which is performed by an overlock sewing machine. The reason for the limited availability may be the complexity of the operations of an overlock sewing machine (Faouzi & Boubaker, 2020). The values of other operations are in between these two values apparent, which are clear in the figure, and the overall system availability is 83.7%. Similarly, the maximum speed of 99.6% is found for operation 15, and the minimum speed of 91.1% is found for operation 2 (Back sleeve joining). The speed of other operations is found in between the two speeds. On the other hand, the maximum quality of 100% is found in operation 4 (Neck piping), 9 (Bottom top seam), and 11, and the minimum quality of 97.7% is found in operation 3 (Front sleeve joining). Overall system speed is 92.9%, and quality is found to be 97.7%.

Value stream map (before improvement)
Besides the earlier parameters, another critical parameter is the material handling time. The time of manual material handling between the two machines was found to be between 14 and 24 s. It consumed a considerable amount of time, causing the operators to become distracted from the work due to manual handling (Saptari et al., 2023), which also reduced the speed of operations. As the work focused on improving the OEE, the processing times were divided into value-added and non-value-added tasks so that the non-value-added times could be identified and reduced as much as possible. Overall value-added time was found to be 15.32 min, and nonvalue-added time was found to be 4.11 min per garment as reported in a recent study that, VSM reduces transportation waste and waiting time as well as streamlines material flow (Salwin et al., 2021). So, in the design phase, these times were tried to reduce through visualisation of material flow so that the OEE could be improved, and in the verify stage, the output of the improved design is verified.
Losses Analysis (Before improvement)
Different losses of the manufacturing system have been observed, and the required information was collected. The losses were categorised as downtime, speed, and quality. Figure 6 a shows the overall losses of the manufacturing system before modification. The maximum loss of 58% is found in speed losses; other losses are 27% downtime and 15% quality losses. As it is significant here that the speed loss is most severe, the causes behind speed losses were closely monitored. The speed of the operation is related to the operators’ movement, while manual material handling is also associated with the operators’ movement (Schrimpf et al., 2015). So, poor material handling is one of the significant causes of speed losses (Mao et al., 2017). Other causes are lack of maintenance practices, lack of worker training, lack of experience of some workers, and so on.

a Overall losses b downtime losses
Figure 6 b represents the percentage of downtime losses found in different operations before the automation of the material handling system. From the figure, it is clear that the maximum downtime loss is 14% for both Operation 10 (Bottom servicing) and Operation 12 (Sleeve hem), and the minimum loss is 2% for both Operation 11 (Care label attaching) and Operation 15 (Main label attaching). As the functions of label attaching are simple and short, the losses are minimal. On the other hand, bottom servicing by an overlock sewing machine and sleeve hemming by a flat lock sewing machine is quite lengthy and complex tusk (Li et al., 2022), and both the machines were found to be less maintained, so losses are maximum here. For the other operations, downtime losses were found at 3% for Operation 8, 4% for Operation 1, 6% for Operations 3,4,7,9 and 13, and 7% for Operations 2 and 14.
Next, the speed losses of different operations are presented in Fig. 7 a, where it is visible that the maximum speed loss of 16% is found in operation 4 (Neck piping). The following significant losses are found at 15% in both Operation 2 (Back sleeve joining) and Operation 7 (Side seam) and 13% in Operation 3 (Front sleeve joining). Other losses are 8% in Operation 9, 7% in Operation 12, 6% in Operation 14, 5% in Operation 10, 4% in Operation 1, 3% in Operation 5, and 2% in Operations 6,8,11, and 13. Minimum speed loss found in Operation 15 (Care label attached). It is mentionable here that the material handling system of the garment’s manufacturing line was manual. Since the same operator was working for sewing and material handling purposes, the operation time of every operation was increasing. For this common reason, most of the machines showed speed losses.

(a) Speed losses (b) Quality losses
The quality loss is another significant loss shown in Fig. 7 b. It is visible from the figure that the maximum quality loss is found in operation 7 (Side seam), which is 34% of all quality losses. This operation was the most time-consuming, and three operators worked simultaneously at the overlock machine. Because of the complexity of the task (Li et al., 2022) and more time consumption, the workers were rushing, and as a result, quality degraded, and losses increased. Moderate significant losses were found at 16% in operation 3 (Sleeve joining), 9% in operations 2 and 12, and 8% in operations 6 and 10. Other losses are 6% in Operation 14, 3% in Operation 15, 2% in Operations 1, 5, 8, and 13, and 0% losses were found in Operations 4, 9, and 11.
OEE Calculation (Before improvement):
As discussed previously, the improvement of the OEE of the garment’s manufacturing system is the main target of this work. As the standard OEE of any manufacturing system is 85% (Nisbantoro et al., 2018), after drawing the VSM of the current state and analysing different losses, the OEE of the manufacturing system has been calculated to analyse the current status of the system. To improve productivity and increase the OEE, waste reduction is a must, which is the goal of lean manufacturing. The OEE is calculated using the following formula:
As the system consists of 15 operations, the individual availability of each operation is first calculated, then the availability of the total system has been calculated using the following formula:
Then, the system’s performance was calculated from the ratio of target production to actual production (Mahboob et al., 2012). The system performance is calculated for the final products, not the work in process. \({\text{Overall Performance }} = \frac{{\text{Actual Production}}}{{\text{Target Production}}} = \frac{520}{{560}} = \, 0.929\).
The system’s quality has been calculated from the total and good products ratio (Mahboob et al., 2012). Good products mean the difference between total products and rejected products. System quality is also measured for the final products. \({\text{Overll Quality }} = \frac{{{\text{Total Products}} - {\text{Defective Products}}}}{{\text{Total Products}}} = \frac{520 - 12}{{520}} = 0.977\).
After calculating the availability, performance, and quality, the overall system OEE was calculated using the following equation.
It is evident here that the current OEE of the garment’s manufacturing system is considerably lower than the standard value of the OEE (Nisbantoro et al., 2018). Among all three parameters, availability is the most significant parameter with the lowest contribution to the OEE. That means downtime has the most adverse effect on the OEE. The significant parameter is performance, which is due to the speed loss of the operators and quality showing considerably better effect. In the design phase, improvements were necessary to increase the OEE of the manufacturing system. After all the constraints of the OEE, poor machine maintenance is found to be the main cause of less availability of machinery, and the most significant cause of less performance is poor material handling. Manual material handling increases the handling time and reduces operation speed (Mao et al., 2017). So, the material handling system of the garment’s manufacturing line has been automated to improve the performance of the system and a proper preventive and predictive maintenance system has been developed to increase machine availability. And finally, the improved system has been verified to justify the improvement.
Value Stream Mapping (After improvement)
The layout of the improved manufacturing system is shown in Fig. 8. After the improvement in the design phase, a new value stream map 4.0 has been drawn with the data collected after modification presented in Fig. 9. It is visible in the figure that different availability, performance, and quality parameters are similarly found for different operations like the previous VSM. The maximum availability of 100% of the improved system is for operations 8, 11, and 15. The next significant value of availability 99.8% is found for operations 1 and 12 and the minimum availability of 98.7% is found in operation 10. The overall system availability of the automated system is found 92.7% which shows an overall 9% improvement in availability. Similarly, the maximum speed of the improved system of 100% is found for operations 1, 5, 7, 8, 10, 11, and 15, and the minimum speed of 99.3% is found for operations 2, 4, and 9. The speed of other operations is found in between the two speeds. The maximum quality of the modified system of 100% is found for operations 1, 4, 5, 8, 9, 11, 13, and 15, and the minimum quality of 97.9% is found in operation 7. The overall speed of the modified system is 98.2% which is 5.3% more than the previous speed and the quality is found 99.3% which is 1.6% more than the previous one.

Layout of the garments manufacturing line for automated material handling system

Value stream map (After improvement)
Although the manual material handling between the two machines was between 14 to 24 s, the automated system’s material handling time is between 8.9 s to 19 s. So, the material handling time is significantly reduced in the modified system. Overall value-added time per garment was found 14.57 min which is 45 s less than the previous one and non-value-added time was found 2.94 min which is 70.2 s less than the previous time. So, overall process time per garment is reduced to around 2 min which is a huge improvement. Finally, it can be concluded from the VSM 4.0 that, due to automation (Bjornsson et al., 2018) the system’s availability, performance, and quality have been improved significantly and the material handling time decreased remarkably.
Losses Analysis (After improvement)
Various losses in the garments manufacturing system have been observed again after the improvement stage. Figure 10 a shows the overall losses of the manufacturing system after automating the material handling system. The maximum loss of 48 min is found to be downtime losses, other losses are 24 min quality losses and 21 min speed losses. Figure 10 b shows the percentage of downtime losses found in different operations after the automation of the material handling system. From the figure, the maximum downtime loss of 15% is found at operation 10 but this time the loss is 6.5 min less than the previous one. The next significant losses were found 11% for operation 3, which is 40 s less, and 10% for operations 4 and 14, which are 80 s and 120 s less respectively than the previous one. The lowest downtime loss, 0%, is visible in operations 8, 11, and 15.

a Overall losses (After improvement) b Downtime losses (After improvement)
The speed losses of different operations after automation are shown in Fig. 11 a, where it is visible that the maximum speed loss of 21% is found in operations 3 and 9 which are 21.7 min and 11.88 min less than the previous losses. The next significant loss was 15% in operation 4, 30.67 min less than the previous one. The minimum speed loss of 0% is found in operations 1, 5, 7, 8, 10, 11, and 15. The speed losses were significantly reduced after converting the manual material handling system to an automated one because less concentration and movement of the operators were required for material handling.

a Speed losses (After improvement) b Quality losses (After improvement)
Another loss category is quality loss, as shown in Fig. 11 b. The figure shows that the maximum quality loss of 42% is found in operation 7, which is 7.72 min less than the loss of the previous operation. The next significant loss, 18%, was found in operation 3 which is 4.35 min less than the previous one. So, after analysing all the losses from the figure it can be concluded that all the losses were reduced significantly after the modification of the manufacturing process. The automated system lessens handling time (Welgama & Gibson, 1996), reduces process times, and increases speed and quality.
OEE Calculation (After improvement)
After drawing the VSM 4.0 of the improved system and analysis of different losses, the OEE of the automated system is calculated similarly using the following formula to the manual system.
The individual availability of each operation is first calculated, then the availability of the total improved system has been calculated using the following formula:
Then, the performance of the manufacturing system was calculated from the ratio of target production and actual production. The system’s performance is calculated similarly for the final products, not the work in process.
Finally, the quality of the improved system has been calculated from the ratio of total products and good products. System quality is also measured for the final products similarly to the previous one.
After calculating the automated system’s availability, performance, and quality, the overall system OEE has been calculated from the following equation.
From the calculated value, it is clear that the OEE of the garment’s manufacturing system is considerably higher than the standard value of the OEE and has significantly increased from the previous one. Before the modification of the system, the OEE of the manufacturing system was 76%; after modification, it reached 90%, 14% higher than the manual system. All three parameters, availability, performance, and quality have been increased significantly so, eventually, the OEE of the system has been increased.
After analysing all the constraints of the OEE, the maintenance system has been improved, so the machinery availability has increased. The most significant cause of less performance is solved by replacing the material handling system (Mao et al., 2017). The material handling system of the garment’s manufacturing line has been automated to improve the system’s performance and reduce the handling time. As the OEE is the combination of system availability, performance, and quality, the OEE of the manufacturing system has been increased due to the increment of all the parameters. So, it can be concluded that the DMADV methodology has been worked successfully to enhance OEE.
Comparison of losses
The comparison of different losses before and after modification is shown in Fig. 12. From the figure, the most significant improvement is found for speed loss. The time of speed loss was reduced to 21 min from 212 min which is around a 90% improvement. The next significant improvement is visible for downtime loss, which is reduced to 48 min from 98 min, and it is around 51% improvement. Another parameter quality loss has been reduced to 24 min from 55 min, around a 56% improvement. Hence, from the above discussion, it is clear enough that all the parameters of the OEE have increased remarkably after the improvement of the manufacturing process, as a result, the OEE has increased significantly. Before improvement, the OEE was found to be 76% which is 9% less than the standard value of the OEE (Nisbantoro et al., 2018), but after design and improvement, the OEE is found 90% which is 5% more than the standard value. So, it is convincing that the garment’s manufacturing system’s OEE has progressed due to automation (Welgama & Gibson, 1996). Although initially automation is a cher process, it can enhance the performance of manufacturing systems of developing countries like Bangladesh. In the continued run it will pay back more than the investment.

Comparison of losses
Discussions
The primary objective of this study is to enhance the existing literature on the application of Overall Equipment Effectiveness (OEE) and Value Stream Mapping (VSM) 4.0 in the textile and garment manufacturing industry. Although there is a substantial body of research on OEE, there is a dearth of literature on the joint application of OEE and VSM 4.0 in the production of garments. Consequently, the researchers endeavour to bridge this gap by developing a combined model of OEE and VSM 4.0 in the field of garment manufacturing in Bangladesh. The study examines the various theoretical parameters integral to improving the OEE of the garments manufacturing system. To achieve this, the researchers utilise the DMADV methodology, a modified DMAIC methodology, to analyse, design, and verify the garments manufacturing system. By doing so, they aim to provide a scientific approach to analysing and enhancing the overall performance of any manufacturing system. The study also has practical implications as it focuses on automating the material handling aspect of the garments manufacturing system and assessing its impact using VSM 4.0. Implementing this approach can aid manufacturing system proprietors in enhancing their OEE by automating and adjusting their systems to achieve targeted outcomes. In essence, this study aims to provide a thorough comprehension of the factors influencing the OEE of garment manufacturing systems and how their enhancement can be accomplished through the integrated use of OEE and VSM 4.0. The insights derived from this study can be applied by textile and garment manufacturers to refine their manufacturing processes, improving overall efficiency and productivity.
The research findings diverge from existing literature in several aspects. Most researchers, with only a few exceptions, have traditionally employed OEE and VSM separately to enhance various research domains (Basak et al., 2022; Brendan et al., 2022; Corrales et al., 2020; Kumar et al., 2022). In contrast, this study takes an integrated approach to enhance overall performance. While Gomathi et al. (2023) utilised the DMAIC methodology to boost the OEE of a manufacturing system, reporting a 4.88% growth, Alnounou et al. (2022) claimed a substantial 12.8% increase in OEE using the DMADV methodology at a milk factory. Similarly, this study demonstrates a significant 14% improvement in OEE. An important drawback of the DMAIC methodology, as employed by Gomathi et al. (2023), is the absence of a design and verification phase, crucial for product and service industries. To address this limitation, this research adopts the DMADV methodology. Alnounou et al. (2022) applied the DMADV methodology in an existing automated milk factory, elevating OEE by addressing pallet handling issues through manual observations. In contrast, this study automates a garment manufacturing factory’s manual material handling system, improving OEE through VSM, a distinctive aspect of this research.
Implications for Theory and Practice
The research findings provide valuable insights into flexible manufacturing, OEE, and VSM principles and implementation. Through an analysis of data gathered from diverse case studies, the study explains the challenges and opportunities associated with adopting flexible manufacturing systems, making a substantial contribution to existing literature. Firstly, the study enriches the flexible manufacturing literature by showcasing the integration of OEE and VSM within the framework of Industry 4.0, which facilitates strategic flexibility planning. Secondly, it links traditional manufacturing metrics and contemporary technology-driven methodologies, providing a comprehensive approach to flexible manufacturing systems. Thirdly, the study identifies factors influencing OEE and outlines how VSM can optimise production processes. Ultimately, this research significantly adds to the existing knowledge base in the field of flexible manufacturing, laying the foundation for future exploration.
The latest version of visual stream technology, Version 4.0, offers a more nuanced understanding of how equipment effectiveness can be improved. With its advanced features and capabilities, this new iteration provides detailed insights into the factors that influence equipment performance, allowing for targeted improvements that can result in significant gains in productivity, efficiency, and overall equipment effectiveness. Visual Stream 4.0 can further help optimise machines and production lines.
Limitations of the study
Although implementing automation in manufacturing incurs significant initial costs and requires substantial time, its long-term impact on the industry is substantial. Automation streamlines and optimises manufacturing processes, increasing efficiency, productivity, and profitability. However, while the current study shows noteworthy advances in manufacturing, it also has certain limitations. Specifically, the study improved the material handling system, which is critical for enhancing overall equipment effectiveness (OEE). However, other factors that contribute to OEE were not addressed, such as availability, performance, and quality. These are key aspects of OEE that play a significant role in manufacturing efficiency. Furthermore, while the study used a combination of OEE and VSM (Value Stream Mapping), it did not utilise other lean tools like 5S, TPM, and Kaizen, which could have further optimised other aspects of the manufacturing process. It’s also important to note that the study was conducted in the garment manufacturing field, and its findings may not be directly applicable to other types of manufacturing. Different manufacturing sectors have unique challenges and requirements that must be considered when implementing automation and other process improvement strategies.
Future research directions
The limitations we have today show that there are many opportunities to improve manufacturing systems in the future. Using the DMADV methodology, any manufacturing system can improve its performance by validating and improving all aspects of OEE. This allows for a comprehensive comparison of current practices against the system’s improved performance. Researchers can also use various lean tools, in addition to VSM and OEE, to optimise garment manufacturing systems. By applying this design to different product manufacturing systems, the results can be used for manufacturing. This will produce a more efficient and effective manufacturing process, increasing productivity and profitability. Therefore, exploring and using all possible avenues for improving manufacturing systems to meet the ever-increasing market demands is essential.
Conclusions
We used the Define, Measure, Analyse, Design, and Verify (DMADV) methodology to improve the garment manufacturing process. DMADV is a well-known performance measurement parameter and a variant of Design for Six Sigma (DFFS), which is a data-driven approach to minimise defects in a process. We identified process losses, waiting time, and handling time using the DMADV methodology. To visualise the entire manufacturing process, we used Value Stream Mapping (VSM) 4.0, which helped us identify inefficiencies and opportunities for improvement. We also used Overall Equipment Effectiveness (OEE) to measure equipment efficiency and identify causes of equipment downtime, inefficient performance, and product defects. We automated the material handling process to increase the system’s OEE. Automating the process significantly reduced downtime, performance, and quality losses, leading to a 14% increase in OEE compared to the previous value and a 5% increase compared to the accepted value. In summary, DMADV methodology, coupled with VSM 4.0 and OEE, helped us identify inefficiencies and opportunities for improvement in our manufacturing process. Automating the material handling process significantly improved the efficiency of our equipment, leading to a notable improvement in the overall system’s OEE. The automated garment manufacturing system can be used for any garment manufacturing with slight modifications to the line according to the operation requirements, leading to better quality products and increased profitability.
References
Ahmad, N., Hossen, J., & Ali, S. M. (2018). Improvement of overall equipment efficiency of ring frame through total productive maintenance: A textile case. The International Journal of Advanced Manufacturing Technology, 94(1), 239–256. https://doi.org/10.1007/s00170-017-0783-2
Alanya, B. S., Dextre, K. E., Nunez, V. H., Marcelo, G. E., & Alvarez, J. C. (2020). Improving the cutting process through lean manufacturing in a Peruvian textile SME. IEEE International Conference on Industrial Engineering and Engineering Management, 1117–1121. https://doi.org/10.1109/IEEM45057.2020.9309992
Ali, M., & Khan, W. U. (2010). Implementation issues of AGVs in flexible manufacturing system: A review. Global Journal of Flexible Systems Management, 11(1), 55–62. https://doi.org/10.1007/BF03396578
Ali, M., & Murshid, M. (2016). Performance evaluation of flexible manufacturing system under different material handling strategies. Global Journal of Flexible Systems Management, 17(3), 287–305. https://doi.org/10.1007/s40171-016-0127-3
Alnounou, R. T., Asiri, R. A., Alhindi, S. A., Shams, L. M., Ali, S. S., & Ozceylan, E. (2022). Improving automated pallet handling procedures at a Saudi milk factory through overall equipment effectiveness. Benchmarking, 30(10), 3953–3981. https://doi.org/10.1108/BIJ-06-2022-0411
Alsdurf, H., Oxlade, O., Adjobimey, M., Ahmad Khan, F., Bastos, M., Bedingfield, N., Benedetti, A., Boafo, D., Buu, T. N., Chiang, L., & Cook, V. (2020). Resource implications of the latent tuberculosis cascade of care: A time and motion study in five countries. BMC Health Services Research, 20(1), 1–11. https://doi.org/10.1186/s12913-020-05220-7
Amrani, M. A., Alhomdi, M., Aswaidy, M. B., Ghaleb, A. M., Al-Qubati, M., & Shameeri, M. (2022). Implementing an integrated maintenance management system for monitoring production lines: A case study for biscuit industry. Journal of Quality in Maintenance Engineering., 28(1), 180–196.
Bai, C., Dallasega, P., Orzes, G., & Sarkis, J. (2020). Industry 4.0 technologies assessment: A sustainability perspective. International Journal of Production Economics, 229, 107776. https://doi.org/10.1016/J.IJPE.2020.107776
Baptista, A., Silva, F. J. G., Campilho, R. D. S. G., Ferreira, S., & Pinto, G. (2020). Applying DMADV on the industrialization of updated components in the automotive sector: A case study. ProcediaManufacturing, 51, 1332–1339. https://doi.org/10.1016/J.PROMFG.2020.10.186
Basak, S., Baumers, M., Holweg, M., Hague, R., & Tuck, C. (2022). Reducing production losses in additive manufacturing using overall equipment effectiveness. Additive Manufacturing, 56, 102904. https://doi.org/10.1016/j.addma.2022.102904
Bititci, U., Garengo, P., Dorfler, V., & Nudurupati, S. (2012). Performance measurement: Challenges for tomorrow. International Journal of Management Reviews, 14(3), 305–327. https://doi.org/10.1111/J.1468-2370.2011.00318
Bjornsson, A., Jonsson, M., & Johansen, K. (2018). Automated material handling in composite manufacturing using pick-and-place systems-a review. Robotics and Computer-Integrated Manufacturing, 51, 222–229. https://doi.org/10.1016/j.rcim.2017.12.003
Boonsothonsatit, G., Tonchiangsai, K., & Choowitsakunlert, S. (2020). Value Stream Mapping-based Logistics 4.0 Readiness for Thailand Automotive-Part Manufacturers. In Proceedings of the 2020 2nd International Conference on Management Science and Industrial Engineering (pp. 309-313). https://doi.org/10.1145/3396743.3396745
Brendan, P., Poorya, G., Akshay, S., & Sebastian, T. (2022). Digital value stream mapping: Application of UWB real time location systems. Procedia CIRP, 107, 1186–1191. https://doi.org/10.1016/j.procir.2022.05.129
Buchmeister, B., Friscic, D., & Lalic, B. (2012). Analysis of a three-stage supply chain with level constraints. International Journal of Simulation Modelling, 11(4), 196–210. https://doi.org/10.2507/IJSIMM11(4)3.212
Buchmeister, B., Friscic, D., & Palcic, I. (2013). Impact of demand changes and supply chain’s level constraints on bullwhip effect. Advances in Production Engineering & Management., 8(4), 199–208. https://doi.org/10.14743/apem2013.4.167
Carvalho, C. P., Carvalho, D. S., & Silva, M. B. (2019). Value stream mapping as a lean manufacturing tool: A new account approach for cost saving in a textile company. International Journal of Production Management and Engineering, 7(1), 1. https://doi.org/10.4995/ijpme.2019.8607
Cekim, H. O., & Kadilar, C. (2020). Ln-type variance estimators in simple random sampling. Pakistan Journal of Statistics and Operation Research, 16(4), 689–696. https://doi.org/10.18187/PJSOR.V16I4.3072
Chaudhary, S., Kumar, P., & Johri, P. (2020). Maximizing performance of apparel manufacturing industry through CAD adoption. International Journal of Engineering Business Management, 12, 184797902097552. https://doi.org/10.1177/1847979020975528
Chikwendu, O. C., Chima, A. S., & Edith, M. C. (2020). The optimization of overall equipment effectiveness factors in a pharmaceutical company. Heliyon, 6(4), 03796. https://doi.org/10.1016/J.HELIYON.2020.E03796
Corrales, L. D., Lambán, M. P., Hernandez Korner, M. E., & Royo, J. (2020). Overall equipment effectiveness: systematic literature review and overview of different approaches. Applied Sciences, 10(18), 6469. https://doi.org/10.3390/APP10186469
Dal, B., Tugwell, P., & Greatbanks, R. (2000). Overall equipment effectiveness as a measure of operational improvement—A practical analysis. International Journal of Operations and Production Management, 20(12), 1488–1502. https://doi.org/10.1108/01443570010355750
Dehning, B., Richardson, V. J., & Zmud, R. W. (2007). The financial performance effects of IT-based supply chain management systems in manufacturing firms. Journal of Operations Management, 25(4), 806–824.
Demirci, O., & Gunduz, T. (2020). Combined application proposal of value stream mapping (VSM) and methods time measurement universal analysis system (MTM-UAS) methods in textile industry. Journal of Industrial Engineering, 31(2), 234–250. https://doi.org/10.46465/endustrimuhendisligi.728061
Dey, S., Sharma, R. R. K., & Pandey, B. K. (2019). Relationship of manufacturing flexibility with organizational strategy. Global Journal of Flexible Systems Management, 20(3), 237–256. https://doi.org/10.1007/s40171-019-00212-x
Dhar, B. K., Stasi, A., Döpping, J. O., Gazi, M. A. I., Shaturaev, J., & Sarkar, S. M. (2022). Mediating role of strategic flexibility between leadership styles on strategic execution: A study on Bangladeshi private enterprises. Global Journal of Flexible Systems Management, 23(3), 409–420.
Dubey, R., & Ali, S. S. (2014). Identification of flexible manufacturing system dimensions and their interrelationship using total interpretive structural modelling and fuzzy MICMAC analysis. Global Journal of Flexible Systems Management, 15(2), 131–143. https://doi.org/10.1007/s40171-014-0058-9
Dubey, R., Gunasekaran, A., Childe, S. J., Bryde, D. J., Giannakis, M., Foropon, C., & Hazen, B. T. (2020). Big data analytics and artificial intelligence pathway to operational performance under the effects of entrepreneurial orientation and environmental dynamism: A study of manufacturing organisations. International Journal of Production Economics, 226, 107599. https://doi.org/10.1016/j.ijpe.2019.107599
Duran, O., & Duran, P. A. (2019). Prioritization of physical assets for maintenance and production sustainability. Sustainability, 11(16), 4296. https://doi.org/10.3390/su11164296
Faouzi, K., & Boubaker, J. (2020). Study of 504-overlock three stitch consumption using statistical and geometrical methods. International Journal of Textile Research, 2(1), 1–15.
Frizziero, L., Liverani, A., Donnici, G., Papaleo, P., & Leon-Cardenas, C. (2021). Smart cane developed with DFSS, QFD and SDE for the visually impaired. Inventions, 6(3), 58. https://doi.org/10.3390/inventions6030058
Ghafoorpoor Yazdi, P., Azizi, A., & Hashemipour, M. (2018). An empirical investigation of the relationship between overall equipment efficiency (OEE) and manufacturing sustainability in industry 4 0 with time study approach. Sustainability, 10(9), 3031. https://doi.org/10.3390/su10093031
Gomathi, M., Rajamohan, T., Manikandan, S., & Petluru, R. (2023). Lead time reduction and quality improvement in a manufacturing industry using DMAIC methodology—A case study. Advances in Forming, Machining and Automation, 467, 581–599. https://doi.org/10.1007/978-981-19-3866-5_47
Gupta, P., & Vardhan, S. (2016). Optimizing OEE, productivity and production cost for improving sales volume in an automobile industry through TPM: A case study. International Journal of Production Research, 54(10), 2976–2988. https://doi.org/10.1080/00207543.2016.1145817
Guzel, D., Kabakuş, A. K., & Şirin, M. S. (2018). A value stream mapping implementation: A case of textile industry. Ataturk University Journal of Economics & Administrative Sciences, 32(3), 763–772.
Haddad, T., Shaheen, B. W., & Nemeth, I. (2021). Improving overall equipment effectiveness (OEE) of extrusion machine using lean manufacturing approach. Manufacturing Technology, 21(1), 56–64. https://doi.org/10.21062/mft.2021.006
Hariyani, D., & Mishra, S. (2022). Barriers to adopting an integrated sustainable-green-lean-six sigma-agile manufacturing system (ISGLSAMS): A literature review. Benchmarking, 30(9), 3590–3636. https://doi.org/10.1108/BIJ-10-2021-0585
Hariyani, D., Mishra, S., & Sharma, M. K. (2022). A descriptive statistical analysis of barriers to the adoption of integrated sustainable-green-lean-six sigma-agile manufacturing system (ISGLSAMS) in Indian manufacturing industries. Benchmarking, 30(8), 2705–2733. https://doi.org/10.1108/BIJ-11-2021-0701
Hassan, M. (2022). Human resource management (HRM) practices in ready-made garments sector in Bangladesh. IRE Journals, 5(7), 437–445.
Hoque, M. A., Rasiah, R., Furuoka, F., & Kumar, S. (2021). Linkages among automation, job displacement and reshoring: Evidence from the Bangladeshi apparel industry. Research Journal of Textile and Apparel, 26(4), 515–531. https://doi.org/10.1108/RJTA-04-2021-0044
Höse, K., Amaral, A., Götze, U., & Peças, P. (2023). Manufacturing flexibility through industry 4.0 technological concepts—Impact and assessment. Global Journal of Flexible Systems Management, 24(2), 271–289.
Huang, C. T., Xu, R. T., Chen, P. H., Jong, W. R., & Chen, S. C. (2020). Investigation on the machine calibration effect on the optimization through design of experiments (DOE) in injection molding parts. Polymer Testing, 90, 106703. https://doi.org/10.1016/j.polymertesting.2020.106703
Hussain, M. S., & Ali, M. A. (2019). Multi-agent based dynamic scheduling of flexible manufacturing systems. Global Journal of Flexible Systems Management, 20(3), 267–290. https://doi.org/10.1007/s40171-019-00214-9
Irhirane, E., Bounit, A., & Dakkak, B. (2017). Estimate of OEE (Overall Equipment Effectiveness) objective from classical OEE. International Journal of Performability Engineering, 13(2), 135–142. https://doi.org/10.23940/IJPE.17.02.P4.135142
Jaegler, A., & Burlat, P. (2014). What is the impact of sustainable development on the re-localisation of manufacturing enterprises? Production Planning and Control, 25(11), 902–911. https://doi.org/10.1080/09537287.2013.776126
Johnson, J. A., Gitlow, H., Widener, S., & Popovich, E. (2006). Designing new housing at the University of Miami: A six sigma DMADV/DFSS case study. Quality Engineering, 18(3), 299–323. https://doi.org/10.1080/08982110600719399
Khattak, J. (2001). Determining appropriate sample size. Information Technology, Learning, and Performance Journal, 19(1), 43–50.
Kim, H., Jang, S. M., Kim, S. H., & Wan, A. (2018). Evaluating sampling methods for content analysis of twitter data. Social Media and Society, 4(2), 1–10. https://doi.org/10.1177/2056305118772836
Kumar, N., Kaliyan, M., Thilak, M., & Acevedo-Duque, A. (2022). Identification of specific metrics for sustainable lean manufacturing in the automobile industries. Benchmarking, 29(6), 1957–1978. https://doi.org/10.1108/BIJ-04-2021-0190
Kumar, S. B. (2016). Value stream mapping-a lean manufacturing approach to reduce the process wastages in clothing industry. International Journal of Advances in Management and Economics, 5(5), 5–23.
Lee, J. K., Gholami, H., Saman, M. Z., Ngadiman, N. H., Zakuan, N., Mahmood, S., & Omain, S. Z. (2021). Sustainability-oriented application of value stream mapping: A review and classification. IEEE Access, 9, 68414–68434. https://doi.org/10.1109/ACCESS.2021.3077570
Lemma, E., Singh, A. P., & Dayal, B. (2015). TPM-the need of the hour for the ethiopian textile industry. Ethiopian Journal of Science and Technology, 6(2), 103–126. https://doi.org/10.4314/ejst.v6i2
Li, H., Kong, F., Chen, T., & Kong, L. (2022). Method for evaluation and application of production process chain complexity in sewing workshops considering human factor. Complexity, 2022, 1–16. https://doi.org/10.1155/2022/4075358
Li, X., Hui, C., Lang, W., Zheng, S., & Qin, X. (2020). Transition from factor-driven to innovation-driven urbanization in China: A study of manufacturing industry automation in Dongguan City. China Economic Review, 59, 101382. https://doi.org/10.1016/j.chieco.2019.101382
Lu, Y. (2021). The current status and developing trends of industry 4 0: A review. Information Systems Frontiers. https://doi.org/10.1007/S10796-021-10221-W
Lugert, A., Batz, A., & Winkler, H. (2018). Empirical assessment of the future adequacy of value stream mapping in manufacturing industries. Journal of Manufacturing Technology Management, 29(5), 886–906. https://doi.org/10.1108/JMTM-11-2017-0236
Mahboob, Q., Stoiber, T., Gottstein, S., & Tsakarestos, A. (2012). An approach to calculate overall efficiency of rolling stock for an urban rail transit system. Journal of Public Transportation, 15(1), 19–32. https://doi.org/10.5038/2375-0901.15.1.2
Mahmood, A. (2020). Smart lean in ring spinning—A case study to improve performance of yarn manufacturing process. Journal of the Textile Institute, 111(11), 1681–1696. https://doi.org/10.1080/00405000.2020.1724461
Maia, D. D., Lizarelli, F. L., & Gambi, L. D. (2023). Industry 40 and Six Sigma: a systematic review of the literature and research agenda proposal. Benchmarking. https://doi.org/10.1108/BIJ-05-2022-0289
Mao, L., Picco, L., Lenzi, M. A., & Surian, N. (2017). Bed material transport estimate in large gravel-bed rivers using the virtual velocity approach. Earth Surface Processes and Landforms, 42, 595–611.
Mate, A., Trujillo, J., & Mylopoulos, J. (2017). Specification and derivation of key performance indicators for business analytics: A semantic approach. Data & Knowledge Engineering, 108, 30–49. https://doi.org/10.1016/J.DATAK.2016.12.004
Mbakop, A. M., Voufo, J., & Biyeme, F. (2022). Moving to a flexible shop floor by analyzing the information flow coming from levels of decision on the shop floor of developing countries using artificial neural network: Cameroon, case study. Global Journal of Flexible Systems Management, 23(2), 255–270. https://doi.org/10.1007/s40171-022-00299-9
Muchiri, P., & Pintelon, L. (2008). Performance measurement using overall equipment effectiveness (OEE): Literature review and practical application discussion. International Journal of Production Research, 46(13), 3517–3535. https://doi.org/10.1080/00207540601142645
Munoz, V. A., Santos, J., Montoya, T. J. R., & Jaca, C. (2018). Using OEE to evaluate the effectiveness of urban freight transportation systems: A case study. International Journal of Production Economics, 197, 232–242. https://doi.org/10.1016/j.ijpe.2018.01.011
Nayak, R., & Padhye, R. (2018). Introduction to automation in garment manufacturing. In The Textile Institute Book Series, Automation in Garment Manufacturing, (pp. 1–27). Woodhead Publishing
Nisbantoro, U. F., Jinan, R., & Hardi, P. H. (2018). Measurement overall equipment effectiveness on injection moulding machine: A case study in injection moulding manufacturing industry. International Journal of Engineering Research and Advanced Technology, 4(8), 62–69. https://doi.org/10.31695/ijerat.2018.3302
Ortt, R., Stolwijk, C., & Punter, M. (2020). Implementing Industry 4 0: Assessing the current state. Journal of Manufacturing Technology Management, 31(5), 825–836. https://doi.org/10.1108/JMTM-07-2020-0284
Patil, M., & Suresh, M. (2019). Modelling the enablers of workforce agility in IoT projects: A TISM approach. Global Journal of Flexible Systems Management, 20(2), 157–175. https://doi.org/10.1007/s40171-019-00208-7
Piran, F. A. S., De Paris, A., Lacerda, D. P., Camargo, L. F. R., Serrano, R., & Cassel, R. A. (2020). Overall equipment effectiveness: required but not enough—An analysis integrating overall equipment effect and data envelopment analysis. Global Journal of Flexible Systems Management, 21(2), 191–206. https://doi.org/10.1007/S40171-020-00238-6
Ponsiglione, M. A., Ricciardi, C., Scala, A., Fiorillo, A., Sorrentino, A., Triassi, M., Dell, V. O. G., & Improta, G. (2021). Application of DMAIC cycle and modeling as tools for health technology assessment in a university hospital. Journal of Healthcare Engineering, 2021, 8826048. https://doi.org/10.1155/2021/8826048
Psomas, E. (2022). Country-related future research agenda of lean manufacturing–A systematic literature review. Benchmarking, 29(4), 1185–1213. https://doi.org/10.1108/BIJ-01-2021-0037
Purushothaman, K., & Ahmad, R. (2022). Integration of Six Sigma methodology of DMADV steps with QFD, DFMEA and TRIZ applications for image-based automated inspection system development: A case study. International Journal of Lean Six Sigma, 13(6), 1239–1276. https://doi.org/10.1108/IJLSS-05-2021-0088
Rajendran, S., & Harper, A. (2020). A simulation-based approach to provide insights on hyperloop network operations. Transportation Research Interdisciplinary Perspectives, 4(2020), 100092. https://doi.org/10.1016/J.TRIP.2020.100092
Rathore, B. (2023). Integration of artificial intelligence & it’s practices in apparel industry. International Journal of New Media Studies, 10(1), 25–37.
Relkar, A. S., & Nandurkar, K. N. (2012). Optimizing & analysing overall equipment effectiveness (OEE) through design of experiments (DOE). Procedia Engineering, 38, 2973–2980. https://doi.org/10.1016/j.proeng.2012.06.347
Romanello, R., & Veglio, V. (2022). Industry 4 0 in food processing: drivers, challenges and outcomes. British Food Journal, 124(13), 375–390. https://doi.org/10.1108/BFJ-09-2021-1056
Rompho, N. (2023). Do objectives and key results solve organizational performance measurement issues? Benchmarking. https://doi.org/10.1108/bij-07-2022-0464
Sa Ribeiro, D. R., Mendes, L. G., Forcellini, F. A., Frazzon, E. M., & Neumann, C. (2023). VSM approach to manufacturing systems in industry 4.0: From literature review to a conceptual framework. International Conference on Production Research, 172, 538–547. https://doi.org/10.1007/978-3-031-36121-0_68
Saboo, A., Reyes, J. A. G., Er, A., & Kumar, V. (2014). A VSM improvement-based approach for lean operations in an Indian manufacturing SME. International Journal of Lean Enterprise Research, 1(1), 41. https://doi.org/10.1504/ijler.2014.062281
Saha, P., Talapatra, S., Belal, H. M., & Jackson, V. (2022). Unleashing the potential of the TQM and industry 4.0 to achieve sustainability performance in the context of a developing country. Global Journal of Flexible Systems Management, 23(4), 495–513. https://doi.org/10.1007/s40171-022-00316-x
Sahoo, S. (2019). Assessment of TPM and TQM practices on business performance: A multi-sector analysis. Journal of Quality in Maintenance Engineering, 25(3), 412–434. https://doi.org/10.1108/JQME-06-2018-0048
Salahuddin, M., & Lee, Y. A. (2022). automation with robotics in garment manufacturing. Leading Edge Technologies in Fashion Innovation: Global Fashion Brand Management, 1140, 75–94. https://doi.org/10.1007/978-3-030-91135-5_5
Salwin, M., Jacyna-Golda, I., Banka, M., Varanchuk, D., & Gavina, A. (2021). Using value stream mapping to eliminate waste: A case study of a steel pipe manufacturer. Energies, 14(12), 3527. https://doi.org/10.3390/en14123527
Samadhiya, A., Agrawal, R., & Garza-Reyes, J. A. (2023). Investigating the influence of total productive maintenance key success factors on the social sustainability dimension of manufacturing SMEs. Benchmarking, 30(10), 4651–4680. https://doi.org/10.1108/BIJ-05-2022-0287
Santos, A. C., da Cunha Reis, A., de Souza, C. G., Santos, I. L., Ferreira, L. A., & Senna, P. (2022). Measuring the current state-of-the-art in lean healthcare literature from the lenses of bibliometric indicators. Benchmarking., 30(9), 3508–3533. https://doi.org/10.1108/BIJ-10-2021-0580
Saptari, A., Ng, P. K., Junardi, M., & Taslim, A. (2023). A feasibility study on the conversion from manual to semi-automatic material handling in an oil and gas service company. Safety, 9(1), 16. https://doi.org/10.3390/safety9010016
Schrimpf, J., Lind, M., & Mathisen, G. (2015). Work flow, material handling and initial part positioning in a multi-robot sewing cell. IFAC-PapersOnLine, 48(19), 45–50. https://doi.org/10.1016/j.ifacol.2015.12.008
Singh, R., Shah, D. B., Gohil, A. M., & Shah, M. H. (2013). Overall equipment effectiveness (OEE) calculation—Automation through hardware & software development. Procedia Engineering, 51, 579–584. https://doi.org/10.1016/J.PROENG.2013.01.082
Singh, S., Khamba, J. S., & Singh, D. (2020). Analysis and directions of OEE and its integration with different strategic tools. Journal of Process Mechanical Engineering, 235(2), 594–605. https://doi.org/10.1177/0954408920952624
Smetkowska, M., & Mrugalska, B. (2018). Using six sigma DMAIC to improve the quality of the production process: A case study. Procedia-Social and Behavioral Sciences, 238, 590–596. https://doi.org/10.1016/j.sbspro.2018.04.039
Sordan, J. E., Marinho, C. A., Oprime, P. C., Pimenta, M. L., & Andersson, R. (2022). Characterization of lean six sigma projects in healthcare settings: Empirical research. Benchmarking, 30(10), 4058–4075. https://doi.org/10.1108/BIJ-03-2022-0183
Soundararajan, K., & Reddy, J. K. (2019). Cost-reduction and quality improvement using DMAIC in the SMEs. International Journal of Productivity and Performance Management, 68(8), 1528–1540. https://doi.org/10.1108/IJPPM-10-2018-0360
Srivastava, S. K., & Bag, S. (2023). Recent developments on flexible manufacturing in the digital era: A Review and future research directions. Global Journal of Flexible Systems Management, 24(4), 483–516. https://doi.org/10.1007/s40171-023-00351-2
Tobe, A. Y., Widhiyanuriyawan, D., & Yuliati, L. (2018). The integration of overall equipment effectiveness (OEE) method and lean manufacturing concept to improve production performance (case study: fertilizer producer). Journal of Engineering and Management in Industrial System, 5(2), 102–108. https://doi.org/10.21776/ub.jemis.2017.005.02.7
Trubetskaya, A., & Mullers, H. (2021). Transforming a global human resource service delivery operating model using lean six sigma. International Journal of Engineering Business Management, 13, 1–16. https://doi.org/10.1177/18479790211051267
Veile, J. W., Kiel, D., Muller, J. M., & Voigt, K. I. (2020). Lessons learned from Industry 4.0 implementation in the German manufacturing industry. Journal of Manufacturing Technology Management, 31(5), 977–997. https://doi.org/10.1108/JMTM-08-2018-0270
Welgama, P. S., & Gibson, P. R. (1996). An integrated methodology for automating the determination of layout and materials handling system. International Journal of Production Research, 34(8), 2247–2264. https://doi.org/10.1080/00207549608905023
Wolfe, N., Teeling, S. P., Ward, M., McNamara, M., & Koshy, L. (2021). Operation note transformation: The application of lean six sigma to improve the process of documenting the operation note in a private hospital setting. International Journal of Environmental Research and Public Health, 18(22), 12217. https://doi.org/10.3390/ijerph182212217
Xu, L. D., Xu, L. E., & Li, L. (2018). Industry 4 0: State of the art and future trends. International Journal of Production Research, 56(8), 2941–2962. https://doi.org/10.1080/00207543.2018.1444806
Xu, X., Lu, Y., Vogel-Heuser, B., & Wang, L. (2021). Industry 4.0 and Industry 5.0-Inception, conception and perception. Journal of Manufacturing Systems, 61, 530–535. https://doi.org/10.1016/J.JMSY.2021.10.006
Yashini, J. (2020). An analysis on minimization of product error (Poka-Yoke) and excess work in progress (TPM & OEE) in textile industry. International Journal of Research in Engineering, Science and Management, 3(9), 17–22. https://doi.org/10.47607/IJRESM.2020.278
Ylipaa, T., Skoogh, A., Bokrantz, J., & Gopalakrishnan, M. (2017). Identification of maintenance improvement potential using OEE assessment. International Journal of Productivity and Performance Management, 66(1), 126–143. https://doi.org/10.1108/IJPPM-01-2016-0028
Zennaro, I., Battini, D., Sgarbossa, F., Persona, A., & De Marchi, R. (2018). Micro downtime: Data collection, analysis and impact on OEE in bottling lines the San Benedetto case study. International Journal of Quality and Reliability Management, 35(4), 965–995. https://doi.org/10.1108/IJQRM-11-2016-0202
Zhang, Q., Vonderembse, M. A., & Lim, J. S. (2003). Manufacturing flexibility: Defining and analyzing relationships among competence, capability, and customer satisfaction. Journal of Operations Management, 21(2), 173–191.
Funding
No funding/financial support was provided to the authors to conduct this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest. Furthermore, they confirm that this submission represents original work and is not concurrently under review by any other journal.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aziz, A., Talapatra, S. & Belal, H.M. Improving Equipment Effectiveness through Visual Stream Mapping: Some Exploratory Research Findings in the Ready-Made Garment (RMG) Sector. Glob J Flex Syst Manag 25, 303–324 (2024). https://doi.org/10.1007/s40171-024-00386-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40171-024-00386-z