
Abstract
Variability in tensile ductility of a dual-phase steel is investigated using quantitative microscopy and fractography. Variability in the ductility does not correlate with the global properties such as phase volume fractions. Quantitative fractography reveals an inverse quantitative correlation between number density of the pullouts of ferrite–martensite colonies in the fracture surfaces and the ductility of corresponding tensile test specimens. Therefore, local variations in the attributes of interfaces, rather than global microstructural properties, account for a significant part of variability in ductility.
Similar content being viewed by others

Introduction
Cold rolled continuously annealed high strength dual-phase (DP) steels (typically at gages ≤2 mm) are of considerable current technological interest [1], because they can provide cost-effective solutions for weight reduction (and consequently improved fuel economy and safety) in numerous automotive body structure applications. While details vary by part geometry and stamping process, steel mill processing (chemistry and thermo-mechanical history) can significantly influence part-forming characteristics [2]. With ever-increasing automation in automotive stamping and sub-assembly, reduction in variability of tensile ductility and other fracture-related properties of these steels is of technological significance. Although previous studies have highlighted the influence of bulk volume fraction of martensite on the average strength and deformation behavior of DP steels [3–5], the fracture behavior is often given only in a descriptive fashion; different failure mechanisms (within the general concepts of void nucleation and growth) are usually invoked to explain the experimental observations depending upon the specifics of the constituent phases and the processing history [6, 7]. These investigations have not addressed the issue of variability in fracture sensitive properties within a DP steel grade. Furthermore, most of the prior studies have been on DP steels where the martensite volume fraction is <50% and ferrite is the topologically continuous phase. In contrast, the focus of this study is on the variability in tensile ductility and its relationship to microstructure in a high strength DP steel (980 MPa minimum tensile strength level) where volume fraction of martensite is >50% and it is the topologically continuous microstructural constituent.
It is interesting to note that there have been some investigations on relating the variability in the fracture sensitive properties of nonferrous cast alloys with the microstructural extremes and local variations in the spatial distributions of the microstructural features [8–11]. However, to the best of authors’ knowledge, no study has been reported in the literature on microstructural origins of variability in the fracture-related properties of wrought alloys in general, and on steel products such as advanced high strength steels (AHSS), in particular.
Experimental
The experiments were performed on a DP 980 steel produced commercially on a water quenched continuous anneal line. Nominal C, Mn, and Si contents of the steel are 0.1, 2.1, and 0.6, respectively (in wt.%). The volume fraction of martensite was measured at 62.5 ± 2.5%. The tensile test specimens (JIS#5 geometry) parallel to the transverse direction of the coil were machined from different locations along the length of two coils from the same production heat and having the same thermo-mechanical processing history. Uniaxial tensile tests were performed on 25 such specimens in a displacement controlled mode at room temperature. In this set of 25 specimens, the tensile ductility (% total elongation) varied from 10.1 to 15.8 but no significant variability was observed in the yield or tensile strengths. Five specimens with varying total elongation (10.1, 11.9, 13.1, 14, and 15.8%) were selected for detailed studies.
Metallography
The specimens were sectioned along three principal orthogonal planes, mounted, and polished using standard metallographic techniques. A two-step etching procedure was used to clearly reveal martensite and ferrite phases; the specimens were first etched with 3% Nital solution for 5 s, and this was followed by etching with 10% aqueous sodium metabisulfite solution for 28 s. Figure 1 depicts the microstructure of a planar metallographic section (i.e., the section containing rolling and transverse directions) revealed in this manner. Tempered martensite (dark) is the continuous constituent containing mostly disconnected bright regions of ferrite.

Microstructure of DP980 steel observed in a metallographic plane containing rolling direction and transverse direction. The dark constituent is tempered martensite and the bright regions are ferrite
The first-order three-dimensional microstructural parameters, volume fraction of martensite, and total interfacial area of ferrite–martensite interfaces per unit volume, and microstructural two-point correlation functions were statistically estimated from the measurements performed on representative two-dimensional metallographic sections using well-established assumption-free and unbiased stereological techniques [12, 13]; the details are given elsewhere [14]. No statistically significant specimen-to-specimen variations in martensite and ferrite volume fractions, total ferrite–martensite interfacial area per unit volume, and two-point correlation functions were observed. Therefore, these global microstructural attributes do not account for the observed specimen-to-specimen variability in the measured total elongation (10.1–15.8%).
SEM-Based Quantitative Fractography
To better understand the influence of microstructure on variation in total elongation, detailed quantitative fractography of the failed specimens was carried out. The tensile fracture surfaces from the five selected broken specimens were analyzed using a Hitachi S-4100 scanning electron microscope. The central region (~one-third) of each fracture surface was characterized. For this purpose, 12 SEM fractographic images, each of 125 μm × 125 μm size, were grabbed in a systematic–random manner for subsequent statistically unbiased quantitative characterization for each of the five specimens investigated [15]. Fracture surfaces exhibited ductile features consisting of dimples usually attributed to nucleation, growth, and coalescence of voids [16]. Figure 2(a) and (b) illustrates some fractographic features observed. Consistent with observations by other investigators [4, 5], small dimples interspersed with parallel striations are noticeable.

a Inclusion pullout in the fracture surface. b Tensile fracture surface containing pullout of martensite/ferrite colony
Two types of large pullouts were identified, and special attention has been paid in analyzing these pull-outs in this investigation. The pullout illustrated in Fig. 2(a) results from the decohesion of an inclusion. In DP sheet steels, inclusions have predominantly globular morphology: they are equiaxed and not faceted, and they do not contain sharp edges and corners. Following the ASTM E45 standard for measuring the inclusion content in the sheet steel [17], the present DP 980 steel exhibited mostly type D inclusions (globular complex oxides) with inclusion severity rating of <2 (equivalent to 32 counts/mm2). Some of the large inclusions may be pulled out of the fracture surface, due to decohesion at the inclusion/matrix interfaces. The morphology of such pullouts mimics the morphology of the corresponding inclusions: these pullouts are globular, they are not faceted, and do not have sharp edges and corners. Furthermore, the sizes of the pullouts are expected to be of the order of the size of the corresponding inclusions, and therefore, substantially larger than the fine dimples dispersed in the ductile dimpled fracture regions in the fracture surface as seen in Fig. 2(a).
A distinctly different type of void is shown in Fig. 2(b); the voids are substantially larger than the size of the dimples nearby and are faceted with sharp corners and/or edges. The low-carbon martensite in this DP steel is hierarchic in structure, comprising laths, packets, and blocks. The ferrite–martensite interface is an important void nucleation site where interface decohesion can occur. However, in addition, decohesion may also occur at lath–lath, packet–packet, or block–block interfaces. The collective action of these hierarchic failure modes can result in the pullouts of martensite/martensite or martensite/ferrite packets or regions. Nonetheless, such pullouts are faceted and contain sharp corners/edges due to the geometry of the associated microstructure. Furthermore, depending on which constituent gets pulled out (martensite or ferrite) such pullouts can contain nonconvex segments as well. The size of such martensite/ferrite colony pullouts is expected to be substantially larger than the size of the dimples as seen in Fig. 2(b).
Multiple failure modes (void nucleation at ferrite/martensite boundary, inclusion pullout, and martensite/ferrite colony pullout) may contribute to the variability in fracture-sensitive property, such as total elongation in this DP steel. In this investigation, quantitative fractography was used to determine if martensite/ferrite pullouts and/or inclusion pullouts can account for some of the observed variability in total elongation of the DP steel. For this purpose, the mean number of the inclusion pullouts and martensite–ferrite colony pullouts (based on the distinctive geometric features of the two types of voids observed in the SEM images of the fracture surfaces) were estimated. Systematic uniform–random statistical samples of 12 SEM fractographic images, each of 125 μm × 125 μm area, using an unbiased counting frame [14, 15, 18] were utilized for each of the specimens tested. It is important to recognize that the SEM image is a plane projection of the rough and tortuous fracture surface in three-dimensional space. Therefore, in general, the area of an SEM image of a fracture surface region is smaller than the true area of that region in the fracture surface, and consequently, the number of pullouts per unit area of SEM image, N S, is not equal to the number of pullouts per unit area of the corresponding fracture surface, N F; however, the two parameters can be related as follows [15]:
In the above equation, R S is the fracture surface roughness parameter, which can be estimated from two-dimensional vertical section fracture profiles using the stereological procedure advanced by Gokhale and Underwood [19, 20]. In this study, the true number densities (i.e., number per unit area of fracture surface, N F) of inclusion pullouts and martensite/ferrite colony pullouts were estimated using the experimental measurements of the number densities in the SEM images and the fracture surface roughness parameter estimated from the fracture profilometry data on fracture surfaces of five tensile test specimens that cover the complete range of observed variability in the ductility; the details are given elsewhere [14].
Results and Discussion
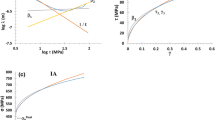
Figure 3 shows plots of the number of inclusion pullouts (triangles) and number of martensite/ferrite colony pullouts (circles) per mm2 in the tensile fracture surfaces versus the measured total elongation of the specimens. The number density of inclusion pullouts in the fracture surface does not vary significantly with the total elongation in the tensile test; this is consistent with the clean steel manufacturing technology used for the DP 980 steel.

Number of pullouts per mm2 of fracture surface versus total % elongation (ductility)
On the other hand, there is a strong inverse correlation between the number density of martensite/ferrite colony pullouts in the fracture surface and the total elongation; the lower the number of martensite/ferrite pullouts, the higher is the total elongation. The number density of martensite/ferrite pullouts in the highest ductility specimen is lower than that in the lowest ductility specimen by more than a factor of three. Thus, the variability in the pullouts of martensite/ferrite colonies accounts for a significant part of the observed variability in the tensile ductility of the investigated DP980 steel. The probabilities of pullouts of ferrite/martensite regions (e.g., packets and blocks) depend on numerous factors including the structure of the associated interfaces, crystallographic orientations of the grains/colony/packets/laths, morphological orientations of the interfaces, and segregation of impurities at the interfaces. All these factors can vary in a stochastic manner leading to random region-to-region (and consequently, specimen-to-specimen) local variations in the frequency of the weak interfaces that can cause specimen-to-specimen variability in fracture behavior and total elongation. Further research in characterizing the interface structure, crystallography, and local chemistry is necessary to determine which of these attributes are linked to the observed variability in ductility.
Conclusions
It is concluded that the experimentally observed variability in the tensile ductility of the DP steel cannot be attributed to the specimen-to-specimen variations in the average global microstructural properties such as phase volume fractions. The number density of pullouts of martensite/ferrite colonies observed in the tensile fracture surfaces quantitatively correlates with the variability in the tensile ductility, and therefore, it accounts for a significant part of the observed variability in the tensile ductility of the investigated DP980 steel.
References
WorldAutoSteel, Future Steel vehicle—Overview Report, April 2011. www.worldautosteel.org
K.S. Choi, W.N. Liu, X. Sun, M.A. Khaleel, J.R. Fekete, Influence of manufacturing processes on the performance and manufacturability of advanced high strength steels. J. Eng. Mater. Technol. Trans. ASME 131(4), 205–210 (2009)
R.G. Davies, The deformation behavior of a vanadium-strengthened dual phase steel. Metall. Trans. A 9A, 41–52 (1978)
A.F. Szewczyk, J. Gurland, A study of deformation and fracture of dual phase steel. Metall. Trans. A 13A, 1821–1826 (1982)
G. Avramovic-Cingara, Ch.A.R. Saleh, M.K. Jain, D.S. Wilkinson, Void nucleation and growth in dual-phase steel 600 during uniaxial tensile testing. Metallurgical and Materials Transactions-A 40A, 3117–3127 (2009)
K.K. Chawla, P.R. Rios, J.R.C. Guimaraes, Fractography of dual phase steels. J. Mater. Sci. Lett. 2, 94–98 (1983)
E. Maire, O. Bouaziz, M. DiMichiel, C. Verdu, Initiation and growth of damage in a dual-phase steel observed by X-ray microtomography. Acta Mater. 56, 4954–4964 (2008)
A.M. Gokhale, G.R. Patel, Analysis of variability in tensile ductility of a semi-solid metal cast A356 Al-alloy. Mater. Sci. Eng. A 392, 184–190 (2005)
S.G. Lee, G.R. Patel, A.M. Gokhale, A. Sreeranganathan, M.F. Horstemeyer, Variability in tensile ductility of a high-pressure die-cast Mg–Al–base alloy. Scripta Mater. 53(7), 851–856 (2005)
A.M. Gokhale, G.R. Patel, Quantitative fractographic analysis of variability in tensile ductility of a squeeze cast Al–Si–Mg–base alloy. Mater. Charact. 54, 13–20 (2005)
G.R. Patel, A.M. Gokhale, Origins of variability in the fracture-related mechanical properties of a tilt-pour-permanent-mold cast Al-alloy. Scripta Mater. 52, 237–241 (2005)
A.M. Gokhale, Quantitative characterization and representation of global microstructural geometry, in ASM Handbook: Metallography, and Microstructures, vol. 9, ed. by G.F. Vander Voort, S. Lampman (ASM International, Materials Park, 2004), pp. 428–447
A. Tewari, A.M. Gokhale, J.E. Spowart, D.B. Miracle, Quantitative characterization of spatial clustering in three-dimensional microstructures using two-point correlation functions. Acta Mater. 52, 307–319 (2004)
R.S. Jamwal, Microstructural origins of variability in tensile ductility of dual phase steels, M.S. thesis dissertation, Georgia Institute of Technology, 2011
A.M. Gokhale, Quantitative fractography, in ASM Handbook: Failure Analysis and Prevention, vol. 11, ed. by R.J. Shipley, W.T. Baker (ASM International, Materials Park, 2002), pp. 538–545
F.A. McClintock, A criterion for ductile fracture by the growth of holes. J. Appl. Mech. 35, 363–371 (1968)
ASTM E45-05 (2006) Standard test methods for determining the inclusion content of steel
H.J.G. Gundersen, Notes on number density of arbitrary profiles: the edge effects. J. Microsc. (Oxf.) 111, 219–223 (1977)
A.M. Gokhale, E.E. Underwood, A general method for estimation of fracture surface roughness: part-I. Theoretical aspects. Metall. Trans. A 21A, 1193–1199 (1990)
A.M. Gokhale, W.J. Drury, A general method for estimation of fracture surface roughness: part-II. Practical considerations. Metall. Trans. A 21A, 1201–1207 (1990)
Acknowledgment
Authors gratefully acknowledge the support and encouragement received from ArcelorMittal Global R&D, East Chicago.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Jamwal, R.S., Gokhale, A.M. & Bhat, S.P. Quantitative Fractographic Analysis of Variability in the Tensile Ductility of a High Strength Dual-Phase Steel. Metallogr. Microstruct. Anal. 2, 30–34 (2013). https://doi.org/10.1007/s13632-012-0051-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-012-0051-7