
Abstract
Background
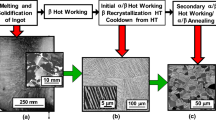
Silicon carbide-fibre/silicon carbide matrix (SiC/SiC) composites are candidate materials for accident tolerant fuel cladding in light water and advanced gas cooled nuclear fission reactors. The mechanical and damage behaviour of ceramic composites is sensitive to the composite geometry, the microstructure and the loading state. Reliable test methods are needed to investigate the subcritical damage that affects hermetic properties and strength, and this requires precise measurements under loading states that are representative of operating conditions.
Objective
The objective was a novel methodology to measure the deformation of an internally pressurised ceramic composite tube.
Methods
A burst test of an internally ground SiC/SiC (filament wound and braided) ceramic composite tube, pressurized by radial expansion of a compressed elastomer insert, was observed in situ by high resolution (synchrotron) X-ray tomography. The full field three-dimensional displacements were measured by digital volume correlation, with a precise rotation correction applied to obtain the relative radial and circumferential displacements of the tube wall for the first time.
Results
The hoop strain, and its spatial variations, were determined as a function of the applied hoop stress and showed ovalisation and barreling of the tube. The quantity of subcritical matrix cracking increased with the tensile hoop strain, but the critical crack that caused rupture was not at the location of maximum tensile strain.
Conclusion
Precise measurements of the deformation during the burst test found non-uniform hoop strains that caused a non-uniform distribution of subcritical cracking, which could influence the hermetic properties and strength.
Similar content being viewed by others

Introduction
Since early work in the 1970s [1], silicon carbide (SiC) has been proposed as an irradiation tolerant material for nuclear fusion and fission applications [1, 2]. Monolithic SiC is brittle, but the combination of SiC-fibre and SiC matrix in a composite offers non-linear deformation and damage tolerance [3, 4] with relatively high toughness achieved by introducing an “interphase” between the fibre and the matrix [5,6,7,8]. The early development of SiC-based composites for nuclear applications was driven by the international fusion research programs, aimed at possible application in the breeder blanket [9,10,11,12]. Advanced SiC fibres [13] have also been developed for high temperature structural applications in the aerospace industry [14]. Potential applications in fission reactors include guide tubes and channel boxes for the fuel assembly [15, 16], and within the European nuclear fission programme a tubular fuel cladding has been designed for gas-cooled high temperature reactors [10, 17]. A similar clad geometry has also been proposed for accident tolerant fuel (ATF) in light water reactors (LWRs) [18].
The current SiC/SiC composites proposed for nuclear fission applications consist of near-stoichiometric beta-phase SiC for both fibres and matrix and a pyrolytic carbon (PyC) interphase. The composite architecture affects the mechanical properties, and a two-dimensional (2D) woven architecture is often employed, commonly plain-weave or satin-weave [16]. Both offer similar properties, but for the tubular structure of fuel cladding a satin-weave with ± 45° or ± 30° stacking is commonly reported [9, 16].
The cladding contains the fuel whilst providing an impermeable heat-transfer medium that separates the fuel from the coolant. The cladding is thus one of the most critical components in a fission reactor. During operation, due to the potential strains of fuel pellet swelling and dimensional change from thermal and irradiation gradients, a complex multi-axial stress state may develop in the cladding [19, 20]. In some reactors, such as LWRs, additional stresses may come from internal gas pressure [17], and the rapid change of clad surface temperature in some accident scenarios would induce substantial strains [21, 22]. Reliable application of SiC/SiC composites in nuclear fuel cladding requires understanding of their mechanical and thermal properties, as well as their resistance to transport of gas and fission products, since these may be affected by mechanical damage.
Mechanical damage development in SiC/SiC composites has been studied in unidirectional minicomposites [23,24,25] that represent the microstructure as a single fibre tow, with early observations performed ex situ or after failure [23, 26]. The first in situ investigations that characterized damage in the matrix and fibres at the local scale were carried out by Chateau et al. [27, 28], and also Bale et al. [29]. These found cracks initiated in the SiC matrix, and propagated perpendicular to the tensile stress direction. The frequency of matrix cracks was observed to increase with strain, with saturation of the matrix crack density above a global strain of 0.3% (failure occurred at a global strain of ~ 0.7%) [27, 28]. The development of significant matrix microcracking is coincident with the proportional limit stress (PLS), which describes the onset of non-linearity in the stress-strain curve. The measurement of the PLS is influenced by the composite microstructure and testing methods [30], with typical PLS values for 2D CVI-composites in the range of 100–150 MPa [9, 16, 31, 32]. Comprehensive studies of multiaxial loading of tubular composites have shown the PLS depends on the loading state [33,34,35].
The role of the composite microstructure is important. Droillard et al. demonstrated that adopting a stronger interphase significantly increased the PLS [36], and Katoh et al. suggested that reduced porosity might be associated with increased PLS [16], which was supported by observations that cracks in the SiC matrix were associated with larger pores [37]. However, while there have been several ex situ studies of damage in SiC/SiC composites [25, 37, 38], few have observed the development of damage in situ. Some early in situ studies utilized surface observations [33, 34], and others examined the loading-unloading hysteresis loop to indirectly quantify the effects of damage at the macroscale [16]. To observe the damage phenomena within the material, techniques such as X-ray computed tomography (XCT) are necessary. Early XCT studies made ex situ observations [39, 40], but with the development of high resolution micro-XCT in situ observations of damage in SiC/SiC composites have been achieved [27, 29]. Image post-processing with digital volume correlation (DVC) to measure the three-dimensional displacement field has been applied to augment in situ observations of damage development in SiC/SiC composites [41,42,43]. For example, DVC analysis of XCT observations [44] of an aerospace-grade melt-infiltrated SiC/SiC composite, studied in tension at room and high temperature, showed how the initiation and propagation of matrix cracking was affected by the composite microstructure. Studies of tensile loaded [45, 46] and internally pressurized [47] CVI-SiC composite tubes have also applied in situ XCT/DVC and observed how matrix cracking was influenced by the stress concentrations from macropores at fibre tow intersections [45, 46] and inter-tow contacts [47].
Materials testing is crucial for the evaluation of structural integrity in engineering applications, and is also needed to qualify and optimise manufacturing processes [18]. SiC/SiC composites with unidirectional fibres and 2D woven architectures have been studied in a planar geometry [32, 48], for which standardised tests are available [49]. However, the geometry of the composite components affects the manufacturing process and the microstructure, such as the fibre architecture [27, 36], with consequences for mechanical behaviour. Testing of components in the as-manufactured geometry of fuel cladding under realistic loading is therefore necessary. Axial tests of tubular components are relatively straightforward [33, 50], and C-ring [51,52,53,54] and O-ring [55] tests have been used to measure mechanical properties at ambient and elevated temperatures [54]. The stress gradients and stress states in such tests, however, do not replicate well those that may be experienced in service.
The ASTM standard C1819 [56] provides a method to assess the hoop tensile strength of continuous fiber-reinforced ceramic composite tubular test specimens at ambient temperature. The radial expansion of an elastomer under uniaxial compression induces internal pressurisation of the tube, and a relation between the hoop stress and hoop strain is obtained from which the elastic modulus and PLS can be derived. Strain measurement is recommended by surface observations (optical or physical dilatometers or strain gauges). Such testing of a filament wound triplex ATF clad with monolithic inner and outer layers was done to observe the effect on the PLS of fibre volume fraction and winding angle [57], and similar tests have used oil pressurisation to induce the internal loading [58]. A recent comprehensive study compared elastomer inserts and pressurisation by an oil-filled bladder – the bladder is more suitable for longer tubes as it avoids the risk of buckling of the elastomer [34]. That study also used digital image correlation of optical images to examine the surface displacements, and observed a non-uniform distribution of hoop strains, including localised vertical strain features, that showed an influence of the composite structure on deformation and damage development.
Such macroscale tests provide valuable data for engineering design. They may also be used to evaluate variations in properties due to fabrication, such as the effects of the fibre textile weaves on the onset of the damage development and final failure [38, 59]. However, macroscale tests can only describe an average response of the tested specimen. The heterogeneous nature of SiC/SiC composites means their mechanical behaviour is sensitive to the microstructure, and reliable methods to investigate the local relations between microstructure damage and deformation are needed.
The motivation for this study was to investigate an experiment methodology to measure the evolution of the hoop deformation of an internally pressurised SiC/SiC composite tube. A previous study [47] showed that DVC of in situ high resolution X-ray tomographs could detect the local deformations due to damage under this type of loading, but their relation with the overall deformation of the composite tube was not investigated. This paper describes a simple internal pressurisation experiment on a nuclear-grade composite, using the radial expansion of a compressed elastomer insert, that was observed in situ by high resolution (synchrotron) X-ray tomography. Measurement of the full field three-dimensional displacements by digital volume correlation provided maps of the relative radial and circumferential displacements. This allowed the hoop strain and its spatial variation to be determined as a function of the applied hoop stress. These local measurements could then be related to the quantitative observations of matrix cracking, and also compared with the location of the critical crack that caused rupture.
Materials and Experimental Method
The SiC/SiC composite was provided by the MatISSe EU FP7 project [60] and was fabricated [61] by the CEA (French Alternative Energies and Atomic Energy Commission) using third generation HNS SiC fibres (Hi-Nicalon™ Type-S, Nippon Carbon Co.), with an average diameter of 12 μm. The composite tube architecture has three layers [62]. The interior layer is a filament wound layer with a ± 45° stacking configuration. The intermediate and outer layers are both 2 × 2 (± 45°) 2D braided structure. The fabric preform had been deposited with a 100 nm pyrolytic carbon (PyC) and then densified with SiC by chemical vapour infiltration (CVI). The tubes had a smooth ground interior surface with a diameter of 7.80 mm, and the outer surface, which was not ground, had a diameter of 9.75 mm (± 0.05 mm fluctuation due to the roughness of the braided structure). The anisotropic elastic properties are reported in [33], which also found the hoop failure stress of the composite tube was ~ 360 MPa. Tubes were cut into sections with a length of 10 mm using a diamond cutting saw. The cut surfaces were ground and examined in an optical microscope and by laboratory X-ray tomography (Zeiss Xradia Versa 510, voxel resolution 2.5 μm) to verify there was no visible machining damage.
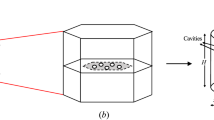
The in situ study was performed on the I12 Joint Engineering, Environmental and Processing (JEEP) beamline at the UK Diamond Light Source synchrotron [63] (Fig. 1(a)). A loading jig (Fig. 1(b)), suitable for X-ray tomography, generated the internal pressurization of the tube. Opposing aluminum alloy punches (5000 series alloy, 2% proof stress > 130 MPa, Young’s modulus 68 GPa) elastically compressed a Viton® (DuPont-Dow extrusion resistant fluorocarbon elastomer, hardness 80 Shore A) insert with a diameter of 8 mm; this was selected for low X-ray attenuation, high compressive strength and isotopic properties with a large Poisson’s ratio of nearly 0.5. The test method was based on ASTM C1819 [56], which recommends a minimum insert length of approximately 3.5 mm for these tube dimensions. All loading was performed in displacement-controlled mode using a Shimadzu AGS-X precision (10 kN capacity) universal testing machine. Example displacement-force data for six tubes tested to failure (Fig. 1(c)) demonstrated the reproducibility of the jig performance. The mean failiure load was 3867 MPa (standard deviation 258 MPa, n = 6).

(a) universal test machine on the translation/rotation stage at the I12 JEEP beamline (Diamond Light Source, UK); (b) loading jig and specimen with schematic; (c) example crosshead displacement-load tests from a set of 6 trial specimens
At each increment of the applied compressive displacement (Fig. 2(a)) sets of radiographs were collected at two different resolutions with a monochromatic X-ray energy of 60 keV; lower resolution (7.91 μm pixel size with 20 mm field of view, 0.05 s exposure each) and higher resolution (3.25 μm pixel size with 8 mm field of view, 0.8 s exposure each). Limited-angle tomography (2501 radiographs over 146° rotation) was necessary due to the opacity of the columns of the universal tensile machine that was transported to the beamline from the University of Oxford for the experiment (Fig. 1(a)). At each load, an overall (lower resolution) tomograph was recorded with four local (higher resolution, region of interest) tomographs, which overlapped by 1.5 mm by translation of the sample stage, to observe the entire specimen (Fig. 2(b)). [see Supplementary information for comparison]. Tomographs were recorded at the preload (50 N), 1000, 2000, 2800, 3400 and 3800 N, with negligible load relaxation during the tomographs (< 1% of applied load). The total tomography scanning tine at each load was approximately 45 min. The sample failed as the load exceeded 4050 N, which was 71% of one standard deviation from the mean of the preliminary studies (Fig. 1(c)).

(a) Displacement (crosshead) vs. load data for the in situ study; (b) schematic diagram (not to scale) of the regions observed by X-ray tomography using lower resolution (overall scan, 20 mm field of view) and higher resolution (overlapping scans, 8 mm field of view). The tube diameter is approximately 10 mm
The reconstruction of the tomographs used the I12 beamline software, which implemented back-filtered projection with Fourier-wavelet ring artefact removal. No special adjustments were done for the limited angle of data collection. Post testing examination of specimen was done using a Zeiss Xradia Versa 510 X-ray microscope (60 keV, 3201 projections over 360° at pixel sizes of 9.8 μm and 3.1 μm). All reconstructed tomographs were post-processed in ImageJ [64] (noise filtering and cropping) and visualized using the Avizo Fire software.
DVC was applied to the tomographs using the LaVision DaVis StrainMaster 8.2 software on a dedicated workstation (Intel Xeon E5-2699 v3, 2 × 18 cores @ 2.3 GHz, 512 Gb RAM). The analysis used the direct correlation mode, the reference image being the undeformed sample (50 N preload), with iterative reduction of the subset size to 64 × 64 × 64 voxels using 75% overlap and 2 passes at each stage. The required valid voxels per subset was 50%, and the correlation coefficient threshold was 90%. This analysis yielded a full field 3D displacement map at grid spacings of 126.5 μm and 52 μm for the overall and local tomographs respectively. DVC analysis of pre-loaded tomographs (lower resolution, overall scans), between which a physical translation was applied to the sample stage by combined horizontal displacements of 40 μm in X and Y and a vertical displacement of 80 μm in Z, found a standard deviation in the displacement magnitude of 0.4 μm.
Results
Microstructure and Damage Visualisation
The example horizontal (X-Y plane) sections of reconstructed in situ tomographs (Fig. 3) show some artefacts (at \(\theta\)~70° and 250°) in the reconstruction of the external geometry of the tube that are due to the limited angle tomography. The artefact locations are aligned with the positions of the columns of the universal test frame. The internal structure is well visualized by attenuation contrast (pores are dark), as is the external geometry of the tube after threshold segmentation using the greyscale representation of X-ray attenuation (Fig. 4). This allowed visualization of axially aligned cracks, on both the inner and outer surfaces, that were first observed at an applied load of 2000 N. The crack locations were coincident with fine streak artefacts in the tomograph slices (X-Y plane) (Fig. 5); these are caused by the partial volume effect [65] where edge features such as cracks have a stronger effect on attenuation in radiographs obtained when aligned with the X-ray beam [66]. These fine streaks allowed the identification and counting of narrow cracks that could not be visualized via image contrast if their crack opening was substantially smaller than the voxel size [67]. The cracks were counted and their locations around the circumference determined using the lower resolution overall scans, and this was verified by inspection of the higher resolution region of interest tomography scans.

Example in situ tomograph sections in the horizontal X-Y plane (Preload, 50 B): (a) overall scan (7.91 μm voxel); (b) higher resolution scan (3.25 μm voxel)

(a) Example 3D visualization of tomograph (2000 N load, 7.91 μm voxel) showing axial cracks on (b) inner surface and (c) outer surface

Observations (in situ tomographs, X-Y plane, 3.25 μm voxel) of streak artefacts associated with axial crack: (a) Preload (no cracks); (b) 3800 N. Zoomed images are shown to the right
The development of axial cracking was visualized using the 3D maximum strain, which is the maximum principal strain that is calculated from the gradients of the DVC displacement field. This semi-quantitative analysis detects discontinuities in the displacement field, e.g., those due to crack opening displacements where larger opening displacements give a higher magnitude of apparent strain. Figure 6 presents data from the higher resolution tomography of a section of the tube, and shows that axial cracking became apparent as the load exceeded 2000 N; there were some indications of inhomogeneous deformation of the microstructure at 1000 N. The DVC analysis shows some of the displacement discontinuities were aligned with the braided structure, though no cracks were observed in the tomographs at these locations.
Inspection of the post-test tomographs (Fig. 7(a)) was used to identify the location of the final rupture of the tube (critical crack) for comparison with the in situ tomographs [details of the comparison are provided in Supplementary information]. This critical crack is located at the location of \(\theta\)~350°. Post-fracture tomography (Figs. 5(b) and 7(a)) and scanning electron microscope fractography (Fig. 7(d)) show axial cracks that initiated in the monolithic CVI-SiC layer were deflected by the fiber bundles with significant fiber pullout. The critical crack appears to be coincident with an axial crack that developed with increasing load (Fig. 7(c)).

Visualisations of the 3D maximum strain, derived from the displacement field, with increasing applied load, superposed on a visualization of the test specimen. (There is no strain for the preload, which was the reference for the displacement field analysis by DVC)

(a) Visualisation of post test (laboratory) tomograph (9.8 μm voxel) of the failed specimen, showing the location of the critical crack; (b) fracture surface visualization (laboratory tomograph, 3.1 μm voxel); c) in situ tomographs (local region of interest scans at higher resolution) at the location of the critical crack showing the outside surface and the evolution with load of the DVC-measured strain; d) scanning electron microscope image of the fracture surface (red box in a) and white box in b) indicate the location of the SEM image)
The number of axial cracks, which each extended over a significant height of the tube length (Fig. 8), increased with increasing load and was higher on the inner surface. The maximum crack number density was ~ 4 cracks/mm. Cracks were only observed within the surface monolithic CVI-SiC layer and were not observed to propagate into the fiber bundles in any of the in situ tomographs [A series of high resolution tomograph slices at the location of the critical crack is provided in Supplementary information, which shows the increasing number of axial cracks]. The average crack number density was similar over most of the circumference, but there were significant minima in both inner and outer crack numbers, particularly at around \(\theta\)~165±15° and \(\theta\)~345±15° (Fig. 8(b) and (c)); these locations were not affected by artefacts from the limited angle tomography reconstruction.

Number density of axial cracks (cracks/mm of circumference) with applied load: (a) on outside and inside surfaces, averaged over the full circumference; (b) on outside surface and (c) on inside surface, averaged within 30° angular sectors (±15° of labelled \(\theta\))
DVC Analysis for Measurement of Hoop Strain
The motivation for this study was to quantify the evolution of the deformation with increasing applied internal pressure. Careful registration of the DVC-measured displacement data was required to measure the radial and circumferential displacements of the sample, from which the hoop strains were calculated. The internally pressurised sample had no fixed point, and could undergo 3D rigid body translations and rotations that were not negligible in comparison to the displacements within the material. These were not removed with sufficient precision by the DVC software (see supplementary information), so a MATLAB code, based on Mostafavi’s method [68], was applied to correct for these movements. This allowed precise measurements of the radial and circumferential deformations.
The tomographs have a Cartesian coordinate system defined by the X-ray beam direction and sample rotation axis. The DVC results, with respect to these axes, are relative displacement vectors \(\left[{U}_{i}\right]= \left[{u}_{i}^{x},{u}_{i}^{y},{u}_{i}^{z}\right]\) at the central point (\(\left[{A}_{i}^{o}\right]= \left[{x}_{i}^{o},{y}_{i}^{o},{z}_{i}^{o}\right]\)) of each correlation subset. The rigid body translation (typically tens of voxel dimensions) was first removed as \(\left[{A}_{i}^{1}\right]- \left[{\stackrel{-}{U}}_{i}\right]\) (the average of all the displacement vectors). The rigid body rotation was then corrected to achieve a negligible rotation with respect to the central axis of the tube: the displacements were transformed to polar coordinates, and the Euler rotation angles were calculated by subdividing the translation correlated matrix and deformed location matrix. The rotation of the displacement field was corrected using Shoemake’s method [69], after which the residual Euler rotation angle was less than 0.3°.
The polar displacement measurements obtained from the DVC analysis of the lower resolution tomographs were used to map the hoop strains in the pressured tube. The hoop strain, \({\epsilon }_{\theta \theta }\), is determined by two displacement-dependent terms [70], where \({u}_{r}\) is the radial (axial) displacement (radius \(r\)) and \({u}_{\theta }\) is the circumferential displacement (equation (1)). The radial displacements, averaged over the wall thickness of the tube due to the relatively sparse grid of measurements, are presented in Fig. 9 for representative horizontal and vertical sections. The vertical section (Fig. 9(b)) shows that barreling occurred, with a displacement difference at the mid-height, with respect to the ends, of approximately 40 μm (~ 0.9% of the radius at the tube wall mid-section). For loads of 2000 N and above, the radial expansion was not uniform around the circumference – the peak displacements show increasing ovalisation with applied load (Fig. 9(c)). At 1000 N load, the radial displacement showed a uniform dilation of ~ 0.5 μm (Fig. 9(d)).

The effect of applied load on the radial displacements within example sections that are marked in (a); (b) vertical section (Z-r); (c) horizontal section (r-\(\theta\)); (d) data for the horizontal section at 1000 N only with expanded displacement scale
Maps of the radial and circumferential displacements (averaged through the wall thickness) are shown in Fig. 10 as a function of applied load. The radial displacement map at 1000 N has a sinusoidal variation with small magnitude that is judged to be due to the residual uncorrected rotation. At 2000 N and above, the displacements are non-uniform due to barreling and ovalisation. Figure 10c shows an example map for the hoop strains for loading at 3400 N; the total hoop strain is obtained from the contributions of the radial and circumferential displacements (equation (1)). Significant tensile hoop strains developed over the full height of the tube, and the peak tensile strains at \(\theta\)~60° and \(\theta\) ~240° are approximately diametrically opposed. There are minima in the hoop strains around \(\theta\)~160° and \(\theta\) ~340°.

Maps of (a) displacement in the radial axis and (b) displacements in the circumferential direction, as a function of the applied load. The displacements are averaged through the wall thickness and are relative to the pre-loaded state; (c) Example map of the hoop strains at 3400 N load; the total strain (C) is the sum of the strains from the (A) radial and (B) circumferential terms
Discussion
The precise registration of the DVC-measured displacement fields allowed accurate measurement of the radial and circumferential displacements during a pressurization test for the first time. The observation that the internally pressurized tube deforms radially with a slight barreling (Fig. 9(b)) is not unexpected, as the ends of the tube are not fully loaded by the insert [56]. Nonetheless, its effect on the axial (Z) variation of the hoop strains in the observed region is not significant (Fig. 10(c)). The progressive ovalisation with increasing load (Fig. 9(c)) is more significant and leads to local and diametrically opposed peaks and troughs of the hoop strain around the circumference of the tube.
The hoop strains, after being averaged over the observed circumference, are presented in (Fig. 11(a)) as a function of the average hoop stress, \(\stackrel{-}{{\sigma }_{h}}\), which was calculated by treating the tube as an thick-walled cylinder using the Lamé equation, with radial integration of the hoop stress, \({\sigma }_{h}\),
where \(r\) is the radius, \({r}_{i}\) is the interior radius, \({r}_{i}\) is the outer radius and \(P\) is the internal pressure that is calculated from the applied axial load and internal cross-sectional area. At the failure load, the average hoop stress was 350 ± 10 MPa, with an (extrapolated) average hoop strain of ~ 0.15%. There is a non-linear relation between the average hoop stress and average hoop strain, above an estimate proportional limit stress (PLS) of ~ 150 MPa. These measurements of the PLS, the average strains at discrete stresses and the ultimate failure strain under internal pressurization are quite comparable to literature data for similarly manufactured composites that underwent monotonic internal pressurization to failure [33, 34]. This demonstrates that measurement of the radial and circumferential displacements deformation by DVC of tomographs provides a reliable assessment of the deformation, which is achieved over the entire circumference. A more sophisticated analysis could consider the elastic anisotropy of the layered structure (e.g. [71]), and might be used to then explore the effects of braid angle [46], but this would require higher spatial resolution observations of the deformation gradient through the wall thickness.
Subcritical axial cracks, which initiate in the monolithic surface SiC (Fig. 6), have been detected in previous surface observations of braided SiC-SiC composite tube [33]. They arrest due to deflection by the weak interface of the fibers [5,6,7,8], and may eventually propagate through the fibre bundles with increasing strain [42, 46, 72]. They are important for the hermetic properties of the material as they provide a potential pathway for transport of fluids (e.g. oxidizing species from impure coolant) into (and potentially through) the cladding [73]. The maxima and minima of the hoop strain (Fig. 10(c)) around the circumference are coincident with the maxima and minima in number density of subcritical axial cracks (Fig. 8(b) and (c)); these were detected due to their local effects on the reconstructed X-ray tomograph (Fig. 3(b)). The average number densities of subcritical cracks differ on the inner and outer surfaces (Fig. 8(a)), but by considering the radial variation of hoop stress that can be calculated at the respective surfaces using (equation (2)), a common dependence can be observed between the subcritical axial crack density and tensile hoop stress at the inner and outer surfaces (Fig. 11(b)).
Equation (2) assumes linear elasticity, and strictly a non-linear dependence between tensile stress and tensile strain [72] is needed to derive the actual strains and stresses at the inner and outer surfaces. However, the experimental data are sufficient to deduce that the tensile hoop strain controls the number of subcritical cracks that are aligned in the orthogonal axial direction. A higher resolution analysis that mapped the local strains across the wall thickness (e.g. as in [47]), rather than assessing the average hoop strain, could find a more accurate relation between the hoop strain and crack density. An inverse analysis of experimentally measured deformations and applied loading (e.g., [74, 75]) might also provide a means to derive the non-linear relations between stress, strain and damage, which could be used to predict the performance of fuel clad under more complex loading such as thermal gradients combined with internal pressurization and flexure.

(a) Average hoop strain and hoop stress compared with literature data for similar SiC/SiC composites tested by internal pressurisation from Bernachy-Barbe et al. [33] (oil pressure) and Shapovalov et al. [34] (elastomer insert and oil pressure (open-end) burst test); (b) relation between the average axial crack number density and the hoop stress calculated at the inner and outer surfaces, using (equation (2))
The inner surface of the tube was ground smooth to achieve a circular cross-section at the central bore. The outer surface was not ground. The CVI process is applied to a fiber preform, which is woven onto a mandrel that is removed before full densification [61, 76]; the manufactured tube may not be perfectly circular and a systematic (small) variation in the tube wall thickness may occur around the tube circumference. Post-processing of the tomograph to measure the wall thickness (See Supplementary Information) confirms an approximately sinusoidal variation (amplitude 5.0% of the mean thickness) with maxima at around \(\theta\) ~140° and \(\theta\) ~340°, which are close to the locations of minimum circumferential strain (Fig. 10(c)). This would bias the hoop stresses at these diametrically opposed locations. Subcritical axial cracks nucleation, aided by local stress concentrations in the microstructure, would be slightly more probable in the regions of reduced wall thickness, and this is judged to be the cause of the oval deformation under pressurization. Grinding of both the inner and outer surfaces to achieve a constant tube wall thickness should give a more uniform distribution of the hoop strains and axial subcritical cracking.
It is noted that although the location of the burst failure of the tube (critical crack, Fig. 7) is coincident with an axial matrix crack, there is no relation to the hoop strain or crack density distributions – indeed the average hoop strain was only around 0.005 at this location compared with the peak values of 0.02. This emphasizes the importance of understanding how subcritical cracks transition to criticality. The critical fracture propagated from an axial crack in the surface SiC that became unstable due to factors that include its length, the local stress and the local resistance to propagation. Further understanding that could lead to a stochastic model for fracture, would require in situ observations of the interaction of cracks that initiate in the surface layers with other significant defects such as inter-tow pores, and numerical simulations of fracture in the complex composite microstructure. The analysis method presented here could be used to study this failure process, but this would require pressurisation with an incompressible fluid to achieve stable propagation.
Conclusion
A novel methodology to measure the deformation of an internally pressurised ceramic composite tube has been demonstrated in a digital volume correlation analysis of a burst test of a SiC/SiC ceramic composite tube that was observed in situ by high resolution (synchrotron) X-ray tomography. A precise rotation correction of the displacement field obtained the relative radial and circumferential displacements of the tube wall, from which the hoop strain and its spatial variations were determined as a function of the applied hoop stress. Ovalisation and barreling of the tube was observed, with local variations of hoop strain around the circumference. The quantity of subcritical matrix cracking increased with the tensile hoop strain, but the critical crack that caused rupture was not at the location of maximum tensile strain.
References
Rovner LH, Hopkins GR (1976) Ceramic materials for fusion. Nucl Technol 29:274–302. https://doi.org/10.13182/NT76-A31593
Snead LL, Nozawa T, Katoh Y et al (2007) Handbook of SiC properties for fuel performance modeling. J Nucl Mater 371:329–377. https://doi.org/10.1016/j.jnucmat.2007.05.016
Jones RH, Henager CH Jr (2005) Subcritical crack growth processes in SiC/SiC ceramic matrix composites. J Eur Ceram Soc 25:1717–1722. https://doi.org/10.1016/j.jeurceramsoc.2004.12.015
Jones RH, Steiner D, Heinisch HL et al (1997) Radiation resistant ceramic matrix composites. J Nucl Mater 245:87–107. https://doi.org/10.1016/S0022-3115(97)00022-6
Naslain RR (1998) The design of the fibre-matrix interfacial zone in ceramic matrix composites. Compos Part A: Appl Sci Manufac 29:1145–1155. https://doi.org/10.1016/S1359-835X(97)00128-0
Rebillat F, Lamon J, Naslain R et al (1998) Properties of multilayered interphases in SiC/SiC chemical-vapor-infiltrated composites with “weak” and “strong” interfaces. J Am Ceram Soc 81:2315–2326. https://doi.org/10.1111/j.1151-2916.1998.tb02627.x
Carrère N, Martin E, Lamon J (2000) Influence of the interphase and associated interfaces on the deflection of matrix cracks in ceramic matrix composites. Compos Part A: Appl Sci Manufac 31:1179–1190. https://doi.org/10.1016/S1359-835X(00)00095-6
Shimoda K, Park J-S, Hinoki T, Kohyama A (2008) Influence of pyrolytic carbon interface thickness on microstructure and mechanical properties of SiC/SiC composites by NITE process. Compos Sci Technol 68:98–105. https://doi.org/10.1016/j.compscitech.2007.05.037
Katoh Y, Snead LL, Henager CH et al (2007) Current status and critical issues for development of SiC composites for fusion applications. J Nucl Mater 367–370:659–671. https://doi.org/10.1016/j.jnucmat.2007.03.032
Carre F, Yvon P, Anzieu P et al (2010) Update of the French R&D strategy on gas-cooled reactors. Nucl Eng Des 240:2401–2408. https://doi.org/10.1016/j.nucengdes.2010.02.042
Iveković A, Novak S, Dražić G et al (2013) Current status and prospects of SiCf/SiC for fusion structural applications. J Eur Ceram Soc 33:1577–1589. https://doi.org/10.1016/j.jeurceramsoc.2013.02.013
Snead LL, Schwarz OJ (1995) Advanced SiC composites for fusion applications. J Nucl Mater 219:3–14. https://doi.org/10.1016/0022-3115(94)00663-6
Ishikawa T, Kajii S, Matsunaga K et al (1998) A tough, thermally conductive silicon carbide composite with high strength up to 1600°C in air. Science 282:1295–1297. https://doi.org/10.1126/science.282.5392.1295
Naslain R (2004) Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: an overview. Compos Sci Technol 64:155–170. https://doi.org/10.1016/S0266-3538(03)00230-6
Kim W-J, Kim D, Park JY (2013) Fabrication and material issues for the application of SiC composites to LWR fuel cladding. Nuclear Eng Technol 45:565–572. https://doi.org/10.5516/NET.07.2012.084
Katoh Y, Ozawa K, Shih C et al (2014) Continuous SiC fiber, CVI SiC matrix composites for nuclear applications: Properties and irradiation effects. J Nucl Mater 448:448–476. https://doi.org/10.1016/j.jnucmat.2013.06.040
Sauder C, Michaux A, Loupias G et al (2013) Assessment of SiC/SiC cladding for LWRs. LWR Fuel Performance Meeting, Top Fuel 2013. Am Nuclear Soc 951–956
Deck CP, Jacobsen GM, Sheeder J et al (2015) Characterization of SiC–SiC composites for accident tolerant fuel cladding. J Nucl Mater 466:667–681. https://doi.org/10.1016/j.jnucmat.2015.08.020
Pino ES, Abe AY, Giovedi C, Brazil SP (2015)4–9 Oct 2015; 19. ENFIR: meeting on nuclear reactor physics and thermal hydraulics
Arregui-Mena JD, Koyanagi T, Cakmak E et al (2022) Qualitative and quantitative analysis of neutron irradiation effects in SiC/SiC composites using X-ray computed tomography. Compos Part B: Eng 238. https://doi.org/10.1016/j.compositesb.2022.109896
Kim H-G, Yang J-H, Kim W-J, Koo Y-H (2016) Development Status of Accident-tolerant Fuel for Light Water Reactors in Korea. Nuclear Eng Technol 48:1–15. https://doi.org/10.1016/j.net.2015.11.011
Stone JG, Schleicher R, Deck CP et al (2015) Stress analysis and probabilistic assessment of multi-layer SiC-based accident tolerant nuclear fuel cladding. J Nucl Mater 466:682–697. https://doi.org/10.1016/j.jnucmat.2015.08.001
Lissart N, Lamon J (1997) Damage and failure in ceramic matrix minicomposites: Experimental study and model. Acta Mater 45:1025–1044. https://doi.org/10.1016/S1359-6454(96)00224-8
Bertrand S, Forio P, Pailler R, Lamon J (1999) Hi-Nicalon/SiC minicomposites with (pyrocarbon/SiC)n nanoscale multilayered interphases. J Am Ceram Soc 82:2465–2473. https://doi.org/10.1111/j.1151-2916.1999.tb02105.x
Martínez-Fernández J, Morscher GN (2000) Room and elevated temperature tensile properties of single tow Hi-Nicalon, carbon interphase, CVI SiC matrix minicomposites. J Eur Ceram Soc 20:2627–2636. https://doi.org/10.1016/S0955-2219(00)00138-2
Lamon J (2001) A micromechanics-based approach to the mechanical behavior of brittle-matrix composites. Compos Sci Technol 61:2259–2272. https://doi.org/10.1016/S0266-3538(01)00120-8
Chateau C, Gélébart L, Bornert M et al (2011) In situ X-ray microtomography characterization of damage in SiCf/SiC minicomposites. Compos Sci Technol 71:916–924. https://doi.org/10.1016/j.compscitech.2011.02.008
Chateau C, Gélébart L, Bornert M et al (2014) Modeling of damage in unidirectional ceramic matrix composites and multi-scale experimental validation on third generation SiC/SiC minicomposites. J Mech Phys Solids 63:298–319. https://doi.org/10.1016/j.jmps.2013.09.001
Bale HA, Haboub A, MacDowell AA et al (2013) Real-time quantitative imaging of failure events in materials under load at temperatures above 1,600 °C. Nat Mater 12:40–46. https://doi.org/10.1038/nmat3497
Nozawa T, Kim S, Ozawa K, Tanigawa H (2014) Stress envelope of silicon carbide composites at elevated temperatures. Fusion Eng Des. https://doi.org/10.1016/j.fusengdes.2013.12.032
Yang W, Araki H, Kohyama A et al (2007) The effect of SiC nanowires on the flexural properties of CVI-SiC/SiC composites. J Nuclear Mater 367–370 A:708–712. https://doi.org/10.1016/j.jnucmat.2007.03.092
Hasegawa A, Kohyama A, Jones RH et al (2000) Critical issues and current status of SiC/SiC composites for fusion. J Nucl Mater 283:128–137. https://doi.org/10.1016/S0022-3115(00)00374-3
Bernachy-Barbe F, Gélébart L, Bornert M et al (2015) Anisotropic damage behavior of SiC/SiC composite tubes: Multiaxial testing and damage characterization. Compos Part A: Appl Sci Manufac 76:281–288. https://doi.org/10.1016/j.compositesa.2015.04.022
Shapovalov K, Jacobsen GM, Alva L et al (2018) Strength of SiCf-SiCm composite tube under uniaxial and multiaxial loading. J Nucl Mater 500:280–294. https://doi.org/10.1016/j.jnucmat.2018.01.001
Nozawa T, Ozawa K, Choi Y-B et al (2012) Determination and prediction of axial/off-axial mechanical properties of SiC/SiC composites. Fusion Eng Des 87:803–807. https://doi.org/10.1016/j.fusengdes.2012.02.026
Droillard C, Lamon J (1996) Fracture toughness of 2-D woven SiC/SiC CVI-composites with multilayered interphases. J Am Ceram Soc 79:849–858. https://doi.org/10.1111/j.1151-2916.1996.tb08516.x
Zhu S, Mizuno M, Kagawa Y, Mutoh Y (1999) Monotonic tension, fatigue and creep behavior of SiC-fiber-reinforced SiC-matrix composites: A review. Compos Sci Technol 59:833–851. https://doi.org/10.1016/S0266-3538(99)00014-7
Rohmer E, Martin E, Lorrette C (2014) Mechanical properties of SiC/SiC braided tubes for fuel cladding. J Nucl Mater 453:16–21. https://doi.org/10.1016/j.jnucmat.2014.06.035
Kinney JH, Breunig TM, Starr TL et al (1993) X-ray tomographic study of chemical vapor infiltration processing of ceramic composites. Science 260:789–792. https://doi.org/10.1126/science.260.5109.789
Morales-Rodríguez A, Reynaud P, Fantozzi G et al (2009) Porosity analysis of long-fiber-reinforced ceramic matrix composites using X-ray tomography. Scripta Mater 60:388–390. https://doi.org/10.1016/j.scriptamat.2008.11.018
Saucedo-Mora L, Mostafavi M, Khoshkhou D et al (2016) Observation and simulation of indentation damage in a SiC–SiCfibre ceramic matrix composite. Finite Elem Anal Des 110:11–19. https://doi.org/10.1016/j.finel.2015.11.003
Saucedo-Mora L, Lowe T, Zhao S et al (2016) In situ observation of mechanical damage within a SiC-SiC ceramic matrix composite. J Nucl Mater 481:13–23. https://doi.org/10.1016/j.jnucmat.2016.09.007
Zhao S, Saucedo-Mora L, Marrow TJ (2017) 3D characterization and modelling of damage development in a nuclear grade SiC/SiC ceramic composite. In: ICF 2017–14th International Conference on Fracture 904–905
Mazars V, Caty O, Couégnat G et al (2017) Damage investigation and modeling of 3D woven ceramic matrix composites from X-ray tomography in-situ tensile tests. Acta Mater 140:130–139. https://doi.org/10.1016/j.actamat.2017.08.034
Chen Y, Gélébart L, Chateau C et al (2020) 3D Detection and Quantitative Characterization of Cracks in a Ceramic Matrix Composite Tube Using X-Ray Computed Tomography. Exp Mech 60:409–424. https://doi.org/10.1007/s11340-019-00557-5
Chen Y, Gélébart L, Chateau C et al (2020) Crack initiation and propagation in braided SiC/SiC composite tubes: Effect of braiding angle. J Eur Ceram Soc 40:4403–4418. https://doi.org/10.1016/j.jeurceramsoc.2020.04.060
Croom BP, Xu P, Lahoda EJ et al (2017) Quantifying the three-dimensional damage and stress redistribution mechanisms of braided SiC/SiC composites by in situ volumetric digital image correlation. Scripta Mater 130:238–241. https://doi.org/10.1016/j.scriptamat.2016.12.021
Nozawa T, Katoh Y, Kohyama A (2005) Evaluation of tensile properties of SiC/SiC composites with miniaturized specimens. Mater Trans 46:543–551. https://doi.org/10.2320/matertrans.46.543
ASTM International (2018) ASTM C1275, Standard Test Method for Monotonic Tensile Behavior of Continuous Fiber-Reinforced Advanced Ceramics with Solid Rectangular Cross-Section Test Specimens at Ambient Temperature. West Conshohocken, PA
ASTM International (2021) ASTM C1773 Standard Test Method for Monotonic Axial Tensile Behavior of Continuous Fiber-Reinforced Advanced Ceramic Tubular Test Specimens at Ambient Temperature. West Conshohocken, PA
Ferber MK, Tennery VJ, Waters SB, Ogle J (1986) Fracture strength characterization of tubular ceramic materials using a simple c-ring geometry. J Mater Sci 21:2628–2632. https://doi.org/10.1007/BF00551464
ASTM International (2022) ASTM C1323, Standard Test Method for Ultimate Strength of Advanced Ceramics with Diametrally Compressed C-Ring Specimens at Ambient Temperature. West Conshohocken, PA
Jacobsen GM, Stone JD, Khalifa HE et al (2014) Investigation of the C-ring test for measuring hoop tensile strength of nuclear grade ceramic composites. J Nucl Mater 452:125–132. https://doi.org/10.1016/j.jnucmat.2014.05.002
Shapovalov K, Jacobsen GM, Shih C, Deck CP (2019) C-ring testing of nuclear grade silicon carbide composites at temperatures up to 1900°C. J Nucl Mater 522:184–191. https://doi.org/10.1016/j.jnucmat.2019.04.047
Shelleman DL, Jadaan OM, Conway JC Jr, Mecholsky JJ Jr (1991) Prediction of the strength of ceramic tubular components. Part II. Experimental verification. J Test Eval 19:192–200. https://doi.org/10.1520/jte12556j
ASTM International (2022) ASTM C1819, Standard Test Method for Hoop Tensile Strength of Continuous Fiber-Reinforced Advanced Ceramic Composite Tubular Test Specimens at Ambient Temperature Using Elastomeric Inserts. West Conshohocken, PA
Kim D, Lee H-G, Park JY, Kim W-J (2015) Fabrication and measurement of hoop strength of SiC triplex tube for nuclear fuel cladding applications. J Nucl Mater 458:29–36. https://doi.org/10.1016/j.jnucmat.2014.11.117
Lee H-G, Kim W-J (2018) Hoop strength evaluation of triplex SiC composite tube using by oil compression pressures. In: Transactions of the Korean Nuclear Society Spring Meeting. Jeju, Korea
Zhang D, Hayhurst DR (2010) Stress–strain and fracture behaviour of 0°/90° and plain weave ceramic matrix composites from tow multi-axial properties. Int J Solids Struct 47:2958–2969. https://doi.org/10.1016/j.ijsolstr.2010.06.023
Cabet C, Michaux A, Fazio C et al (2013) The new EC FP7 MatISSE project: materials’ innovations for a safe and sustainable nuclear in Europe. In: SMINS-3, Structural Materials for Innovative Nuclear Systems (SMINS-3) - Workshop Proceedings, Idaho National Laboratory, Idaho Falls, United States, 7–10 October 2013
Braun J, Sauder C, Lamon J, Balbaud-Célérier F (2019) Influence of an original manufacturing process on the properties and microstructure of SiC/SiC tubular composites. Compos Part A: Appl Sci Manufac 123:170–179. https://doi.org/10.1016/j.compositesa.2019.04.031
Saucedo-Mora L, Marrow TJ (2016) Multi-scale damage modelling in a ceramic matrix composite using a finite-element microstructure meshfree methodology. Philosophical Trans Royal Soc Lond A: Math Phys Eng Sci 374. https://doi.org/10.1098/rsta.2015.0276
Drakopoulos M, Connolley T, Reinhard C et al (2015) I12: the Joint Engineering, Environment and Processing (JEEP) beamline at Diamond Light Source. J Synchrotron Radiat 22:828–838. https://doi.org/10.1107/S1600577515003513
Schneider CA, Rasband WS, Eliceiri KW (2012) NIH Image to ImageJ: 25 years of image analysis. Nat Methods 9:671. https://doi.org/10.1038/nmeth.2089
Glover GH, Pelc NJ (1980) Nonlinear partial volume artifacts in x-ray computed tomography. Med Phys 7:238–248. https://doi.org/10.1118/1.594678
Popilock R, Sandrasagaren K, Harris L, Kaser KA (2008) CT Artifact Recognition for the Nuclear Technologist. J Nucl Med Technol 36. https://doi.org/10.2967/jnmt.107.047431. 79 LP – 81
Bull DJ, Sinclair I, Spearing SM (2013) Partial volume correction for approximating crack opening displacements in CFRP material obtained from micro-focus X-ray CT scans. Compos Sci Technol 81:9–16. https://doi.org/10.1016/j.compscitech.2013.03.017
Mostafavi M, Collins DM, Cai B et al (2015) Yield behavior beneath hardness indentations in ductile metals, measured by three-dimensional computed X-ray tomography and digital volume correlation. Acta Mater 82:468–482. https://doi.org/10.1016/j.actamat.2014.08.046
Shoemake K (1994) Euler Angle Conversion. In: Heckbert PSBT-GG (ed) Graphics Gems. Elsevier 222–229
Hamidzadeh HR, Jazar RN (2010) Vibrations of thick cylindrical structures. Springer US
Tsukrov I, Drach B (2010) Elastic deformation of composite cylinders with cylindrically orthotropic layers. Int J Solids Struct 47:25–33. https://doi.org/10.1016/j.ijsolstr.2009.09.005
Chen Y, Gélébart L, Marano A, Marrow J (2021) FFT phase-field model combined with cohesive composite voxels for fracture of composite materials with interfaces. Comput Mech. https://doi.org/10.1007/s00466-021-02041-1
Cinbiz MN, Koyanagi T, Singh G et al (2019) Failure behavior of SiC/SiC composite tubes under strain rates similar to the pellet-cladding mechanical interaction phase of reactivity-initiated accidents. J Nucl Mater 514:66–73. https://doi.org/10.1016/j.jnucmat.2018.11.023
Mostafavi M, Bradley R, Armstrong DEJ, Marrow TJ (2016) Quantifying yield behaviour in metals by X-ray nanotomography. Sci Rep 6:34346. https://doi.org/10.1038/srep34346
Liu G, Wang L, Yi Y et al (2019) Inverse identification of graphite damage properties under complex stress states. Mater Design 183:108135. https://doi.org/10.1016/j.matdes.2019.108135
Sauder C, Laurette C (2012) Patent 9145338 Method for producing a composite including a ceramic matrix
Acknowledgements
This work was done while Shixiang Zhao, Luis Saucedo-Mora and Yang Chen were located at Oxford University in the Department of Materials. This work was carried out with the support of Diamond Light Source, instrument I12 (proposal EE12585). The materials were kindly provided by CEA through the MatISSe Collaborative Project “Materials’ Innovations for Safe and Sustainable Nuclear” (European Commission Seventh Framework Programme Grant 604862, FP7-Fission-2013). The use of X-ray tomography and data analysis facilities funded by EPSRC project EP/M02833X/1 “University of Oxford: experimental equipment upgrade” is acknowledged. Luis Saucedo-Mora and Thomas James Marrow acknowledge the support of EPSRC project ‘‘QUBE: Quasi-Brittle fracture: a 3D Experimentally-validated approach’’ (EP/J019992/1).
Author information
Authors and Affiliations
Contributions
The study was conceived and designed by Shixiang Zhao and Thomas James Marrow. Material preparation was by Shixang Zhao. The synchrotron tomography data collection was done by Shixang Zhao and Thomas Connolley. The data analysis was performed by Shixang Zhao, Luis Saucedo-Mora and Yang Chen. The first draft of the manuscript was written by Thomas James Marrow. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhao, S., Chen, Y., Saucedo-Mora, L. et al. Hoop Strain Measurement During a SiC/SiC Ceramic Composite Tube Burst Test by Digital Volume Correlation of X-Ray Computed Tomographs. Exp Mech 63, 275–287 (2023). https://doi.org/10.1007/s11340-022-00916-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-022-00916-9