
Abstract
A hot press was used to manufacture particleboards (H boards). A radio-frequency hot press (for RH boards) and an air-injection radio-frequency hot press (for ARH board) were also used, and the effects of air injection on preventing blowout and board properties were analyzed. The thicknesses and densities of manufactured boards were 10 and 30 mm, and 0.6, 0.7, and 0.8 g/cm3, respectively. The investigation ascertained the effects of air injection in preventing blowout when a radio-frequency hot press is used. The increasing order of temperature was ARH board > RH board > H board during the final pressing stage. For the 30-mm-thick boards, the temperature of H board increased to 100 °C and remained constant at 100 °C even when the pressing time was extended. The temperature of the RH board increased to 100 °C more quickly than in the case of the H board and remained constant at 110–118 °C. The temperature of the ARH board increased linearly to 130–142 °C. For both the 10- and 30-mm-thick boards, the internal bond strength of the RH board was almost the same as that of the ARH board at densities of 0.6 and 0.7 g/cm3. In contrast, the internal bond strength of the RH board was lower than that of the ARH board at a density of 0.8 g/cm3. For the 10-mm-thick boards, the thickness swelling in the RH board was almost the same as that in the ARH board irrespective of the density. However, for the 30-mm-thick boards, the thickness swelling in the RH board was higher than that in the ARH board. The low plasticization of particles due to air injection presumably results in a high degree of thickness swelling.
Similar content being viewed by others

Introduction
A hot press with an installed radio-frequency heating device (radio-frequency hot press) was developed to reduce the pressing time required for thick boards (Fig. 1). This is because radio-frequency heating quickly increases the temperature inside a thick board [1–3]. However, since the radio-frequency hot press also quickly generates high water vapor pressure inside the board owing to the rapid rise in temperature, it is likely to be more prone to inadvertent blowout than an ordinary hot press [4].

Hot presses used for manufacturing boards: a hot press; b radio-frequency hot press; c air-injection radio-frequency hot press
As previously reported, an air-injection hot press was developed to discharge vapor trapped inside the board for preventing blowout (Fig. 1) [5–9]. This air-injection hot press with holes punched through its upper and lower heating plates injects high-pressure air through the lower plate holes into the board, and then discharges air through the upper plate (Fig. 1). Thus, injecting high-pressure air prevents blowout. To prevent blowout using a radio-frequency hot press, a radio-frequency hot press equipped with an air-injection device (air-injection radio-frequency hot press, Fig. 1) was developed in another study [10].
Given the working principle of the air-injection hot press, injected air is unlikely to pass through highly dense or thick boards. Therefore, the effect of highly dense and thick boards on the air-injection radio-frequency hot press must be clarified. In this study, boards with densities of 0.6, 0.7, and 0.8 g/cm3 and thicknesses of 10 and 30 mm were manufactured, and the effects of both density and thickness on the air-injection radio-frequency press were then analyzed.
Experimental
Manufacture of boards
Particles produced from wood waste were used for manufacturing the core layers of the particleboard (Japan Novopan Industrial Co., Ltd.). The moisture content of these particles was approximately 10 %. Urea–formaldehyde resin was used as the binder (solid content of 65 %, viscosity of 0.21 Pa s; TB-86 from Oshika Co. Ltd.). A 10 % aqueous ammonium chloride solution was used as the hardener. The amount of the ammonium chloride solution accounted for 10 % of the urea–formaldehyde resin by weight. The amount of the urea–formaldehyde resin on the basis of the solid content accounted for 10 % of the oven-dried weight of the particles. The binder was sprayed on the particles, and the moisture content of the particles was approximately 15 %.
Boards with densities of 0.6, 0.7, and 0.8 g/cm3 and thicknesses of 10 and 30 mm were manufactured. Each board measured 250 × 250 mm in size. The boards were manufactured using an ordinary hot press (Fig. 1a), a radio-frequency hot press (Fig. 1b), and an air-injection radio-frequency hot press (Fig. 1c). The hot press temperature was set at 180 °C. The pressing time was set at 3 min (for 10-mm-thick boards) and 10 min (for 30-mm-thick boards). The boards manufactured using the hot press, radio-frequency hot press, and an air-injection radio-frequency hot press are called H board, RH board, and ARH board, respectively. Two boards of each type were manufactured under specified manufacturing conditions. Tables 1 and 2 list the abbreviations of the manufactured boards and give the detailed manufacturing conditions.
A radio-frequency heating device (Model RH-3T, Yamamoto Vinita Co. Ltd.) was used to generate radio frequency. Its power output was set at 1 kW. The radio-frequency output was started when the board thickness reached 10 or 30 mm. A radio-frequency device has a variable condenser to measure the moisture content in a board during radio-frequency heating. The value of the variable condenser ranges from 0 to 100 %. The value during the initial pressing stage was about 30 % and increased with decreasing moisture content inside the board. When the value was 100 %, the moisture dried up completely. Beyond 100 %, more heating caused burning, thereby adversely affecting the board properties [11]. Therefore, radio-frequency heating was stopped at 100 %, with radio frequency being stopped for the final 5 s of the pressing time at less than 100 %.
The air-injection pressure was set at 0.55 MPa, with air being injected at room temperature. Air injection was started when the board thickness reached 10 or 30 mm and was then stopped for the final 15 s of the pressing time. An air-injection device was prepared with holes measuring 1 mm in diameter. The holes were arranged on the lower plate with a spacing of 25 mm between the centers of adjacent holes, resulting in 81 holes in an area measuring 200 × 200 mm through which air was injected. Holes were also punched on the caul plate (upper plate) through which high-pressure air and vapor were discharged (Fig. 1c). Because the diameter of and spacing between the holes on the caul plate were equal to those on the air-injection device, this device also contained 81 holes on the caul plate in an area of 200 × 200 mm. To discharge high-pressure air, grooves 1.5-mm deep and 3-mm wide were cut to connect the holes on one side of the caul plate. Although holes must actually be punched in the heating plates of the hot press, it is difficult to do so. Therefore, in this study, an air-injection device was developed and subsequently mounted on the heating plate. The structure of the air-injection press is described in previous studies [5–7].
The board temperature was monitored by installing a fluorescence-type optical fiber thermometer (FL-2000, Anritsu Meter Co., Ltd.) in the middle layer at the center of each board (Fig. 1). The frame mentioned later was not used for measuring temperature and manufacturing the boards for evaluating board properties.
Effects of preventing blowout
In this study, blowout is a burst phenomenon that occurs when a hot press is opened. It never occurs in small boards manufactured in the laboratory. To examine the effects of air injection, conditions that induce blowout must be created. Boards were manufactured with a metal frame enclosing the edges of the board (Fig. 2), as done in the previous studies [12, 13]. When a board was pressed with the frame, the pressed part became dense. Therefore, the frame inhibited vapor from escaping from the board, and the board blew out. Metal frames measuring 6 mm in height (10-mm thick) and 18 mm in height (30-mm thick) were used to induce blowout. The effects of air injection were ascertained when blowout induced using a frame was prevented.

A hot press and a metal frame used to induce blowout: a board pressed using a radio-frequency hot press with a metal frame; b board pressed using an air-injection radio-frequency hot press with a metal frame
The boards were manufactured using a radio-frequency hot press with a frame (Fig. 2a) and a radio-frequency hot press with a frame and an air-injection device (Fig. 2b). The effect of air injection on preventing blowout induced using a frame was then investigated. Only boards with a density of 0.8 g/cm3 were manufactured, while boards with densities of 0.7 and 0.6 g/cm3 were not. This is because if the effect of air injection on preventing the blowout of a high-density board is ascertained, air injection must be effective for low-density boards too. The pressing time was 3 min (for 10-mm-thick boards) and 10 min (for 30-mm-thick boards).
Evaluation of board properties
The moisture content of the boards was conditioned prior to testing by leaving the boards in a thermo-hygrostat at 20 °C and 65 % relative humidity until their weight stabilized. The internal bond strength and thickness swelling of the boards (after soaking in water for 24 h) were determined in compliance with JIS A 5908 [14]. Two sets of eight specimens each were then tested. When thickness swelling was measured, the weight of the board after soaking in water was also measured to calculate water absorption.
Results and discussion
Effect of air injection on preventing blowout
When using a frame without air injection, no board could be manufactured by using a radio-frequency hot press owing to blowout. However, air injection prevented blowout. The effect of air injection on preventing blowout was thus demonstrated.
Temperature change inside the board
Figure 3a–c shows the temperature changes in 10-mm-thick boards during hot pressing. The temperature changes in the H board at each density were almost the same. Likewise, the temperature changes in the RH and ARH boards at each density were also similar. The increasing order of temperature at 3 min was ARH board > RH board > H board. This suggests that both hot-press heating and radio-frequency heating increased the temperature, with air injection being accelerated to increase the temperature.

Temperature changes during the pressing of 10-mm-thick boards. See Table 1 for the abbreviations
The H board could not be manufactured at all densities owing to the lack of curing at the center of the board (Table 1). Conversely, the RH and ARH boards could be manufactured at all densities even at 3 min. The temperature of the H board with a density of 0.7 g/cm3 was 116 °C at 3 min, which is the lowest temperature (Fig. 3). It is likely that the H board contained a significant amount of vapor, thereby not allowing the temperature to increase and inhibiting the curing of the urea-formaldehyde resin [15, 16]. Conversely, the vapor in the RH board was heated by radio-frequency heating, resulting in the vapor being discharged and the temperature being raised quickly to a high value. Thus, the RH board could be manufactured in 3 min. In addition, the vapor in the ARH board was also heated by radio-frequency heating and was discharged by air injection, resulting in the temperature being raised to a high value. The release of vapor and increase in temperature are likely to cure the urea-formaldehyde resin, thereby also enabling the manufacture of the ARH board in 3 min. Therefore, a radio-frequency hot press and an air-injection radio-frequency hot press were clearly effective in reducing the pressing time.
Figure 4a–c shows the temperature changes in 30-mm-thick boards during hot pressing. As in the case of the 10-mm-thick boards shown in Fig. 3, the temperature changes in the H board at each density are almost the same; moreover, the temperature changes in the RH and ARH boards at each density are also similar. However, the temperature of the H board did not increase to be more than 100 °C even when the pressing time was extended [17]. The temperature of the RH board was higher than that of the H board and increased to 110–118 °C. In contrast, the temperature of the ARH board increased linearly and was higher than the temperatures of both H and RH boards in the final pressing stage. The temperature of the ARH board increased to 130–142 °C after 10 min. The temperature of the boards reportedly manufactured using only a hot press (i.e., H board) did not increase to be more than 100 °C with an increase in the pressing time when the board thickness was increased to 30 mm [18]. Moreover, the temperature of the RH board did not increase significantly. However, the temperature of the ARH board increased significantly owing to air injection.

Temperature changes during the pressing of 30-mm-thick boards. See Table 1 for the abbreviations
As shown in Table 2, some moisture remained in the 30-mm-thick RH board at all densities after pressing, but no moisture remained in the 30-mm-thick ARH board. In particular, the moisture in the ARH board at densities of 0.6 and 0.7 g/cm3 was completely discharged after 4 min 30 s and 6 min 30 s, respectively. In the 10-mm-thick boards, the effect of air injection on discharging moisture quickly was not as obvious as in the case of the 30-mm-thick boards.
During the initial pressing stage of the 10-mm-thick boards, no difference in the temperature changes among the H, RH, and ARH boards at all densities was observed, and the temperature of all boards linearly increased to 100 °C until 1 min. In contrast, during initial pressing of the 30-mm-thick boards, large differences were observed in the temperature changes of the H, RH, and ARH boards at all densities. The temperature of the H board required 5 or 6 min to increase to 100 °C. In contrast, that of the RH board only required 2 min to reach 100 °C. Thus, it is shown that radio-frequency heating is more effective for 30-mm-thick boards (thick boards) than for 10-mm-thick boards (thin boards).
During the middle pressing stage of the 30-mm-thick boards, however, the temperature of the RH board was higher than that of the ARH board. Therefore, one board was manufactured without air injection during the initial pressing stage and subsequently one was manufactured with air injection during the middle pressing stage. This is likely to effectively increase the internal board temperature as discussed subsequently.
Internal bond strength
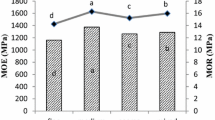
Figure 5a shows the internal bond strength versus the board density for the 10-mm-thick boards. As described above, the H board could not be manufactured; therefore, the internal bond strengths of the RH and ARH boards are shown. The internal bond strength of the RH board increased with an increase in density. However, the internal bond strength of the ARH board was almost constant with an increase in density. At densities of 0.6 and 0.7 g/cm3, the internal bond strength of the RH board was almost the same as that of the ARH board; however, at 0.8 g/cm3, the internal bond strength of the RH board was higher than that of the ARH board. The causes for this observation are unknown and must be investigated. Figure 5b shows the internal bond strength versus the board density for the 30-mm-thick boards. The tendency of the 30-mm-thick boards was almost the same as that of the 10-mm-thick boards.

Internal bond strength versus board density: a 10-mm-thick boards; b 30-mm-thick boards. Error bars denote standard deviations. See Table 1 for the abbreviations
As previously discussed, the temperature of the 30-mm-thick ARH board was lower than that of the 30-mm-thick RH board during the middle pressing stage. If the temperature of the ARH board had been higher, the internal bond strength would also have been higher. Thus, it was suggested that air-injection timing is important during hot pressing.
Thickness swelling
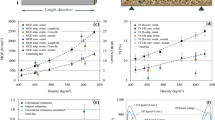
Figure 6a shows thickness swelling versus board density for the 10-mm-thick boards. At a density of 0.6 g/cm3, the thickness swelling in the RH board was lower than that in the ARH board; further, at 0.7 and 0.8 g/cm3, little difference was observed between the thickness swelling in the RH and ARH boards. Figure 6b shows thickness swelling versus the board density for the 30-mm-thick boards. Unlike the 10-mm-thick boards, the thickness swelling in the ARH board was higher than that in the RH board at all densities.

Thickness swelling versus board density: a 10-mm-thick boards; b 30-mm-thick boards. Error bars denote standard deviations. See Table 1 for the abbreviations
Figure 7a, b shows the water absorption by the 10- and 30-mm-thick boards, respectively. At a thickness of 10 mm, there was no significant difference between the water absorption by RH and ARH boards. However, at a thickness of 30 mm, the water absorption in the ARH board was higher than that in the RH board.

Water absorption versus board density: a 10-mm-thick boards; b 30-mm-thick boards. Error bars denote standard deviations. See Table 1 for the abbreviations
As shown in Fig. 4 (for 30-mm-thick boards), the RH board was heated sufficiently during the middle pressing stage; therefore, the particles probably plasticized, resulting in sufficient contact between them [19]. However, the temperature of the ARH board was lower during the middle pressing stage; therefore, the particles did not plasticize, resulting in insufficient contact between them. Sufficient contact prevents water from penetrating the board, while insufficient contact is likely to allow water to penetrate the board. As shown in Fig. 7b, the water absorption by the RH board was low; in contrast, that by the ARH board was high. Thus, the thickness swelling in the ARH board was also high. As shown in Fig. 3 (for 10-mm-thick boards), however, the temperature changes in the RH board were almost the same as those in the ARH board during initial pressing stage. The particles of both boards must have the same degree of plasticization, and thus, they showed the same water absorption (Fig. 7a). As a result, there was little difference between the RH and ARH boards (Fig. 6a).
Conclusions
An air-injection radio-frequency hot press could prevent blowout. For the 10- and 30-mm-thick boards, there was no difference between the internal bond strength of the RH and ARH boards at densities of 0.6 and 0.7 g/cm3; however, the internal bond strength of the RH board was higher than that of the ARH board at a density of 0.8 g/cm3. For the 30-mm-thick boards, the thickness swelling in all ARH boards was higher than that in the RH board. The temperature of the ARH board was low, indicating that the particles did not plasticize. Further investigation is required to reduce thickness swelling. One of the methods for reducing thickness swelling is to investigate the optimum timing of air injection. For example, when air is not injected during the initial pressing stage, the board temperature is increased. Air is subsequently injected during the middle pressing stage, thus reducing thickness swelling.
References
Raddin HA (1967) High-frequency pressing and medium density board. In: Proceeding of first symposium on particleboard, Pullman, USA, pp 391–401
Pungs VL, Lamberts K (1962) On the economy of hardening thick and light particle board by radio frequency heating. HOLZ als Roh- und Werstoff 20:49–51
Hopkins BR (1970) High-frequency curing of fiberboard. In: Proceedings of fourth Washington State University symposium. Pullman, USA, pp 253–279
Huang YF, Mori M (1976) Density distribution of particleboard throughout thickness (II): comparison of the properties of particleboards made by external and internal heating method (in Japanese). The Reports of the Kyushu University Forests No 26, pp 157–164
Korai H, Ling N, Osada T, Yasuda O, Sumida A (2011) Development of an air-injection press for preventing blowout of particleboard I: effects of an air-injection press on board properties. J Wood Sci 57:401–407
Korai H, Ling N (2011) Development of an air-injection press for preventing blowout of particleboard II: improvement of board properties using small diameter holes for air-injection. J Wood Sci 57:507–511
Korai H, Saotome H, Iida T, Hamano T, Kawarada K (2012) Development of an air-injection press for preventing blowout of particleboard III: effects of pressing temperature on board performance. J Wood Sci 58:216–221
Korai H, Ling N, Saotome H, Iida T, Hamano T, Kawarada K (2012) Development of an air-injection press for preventing blowout of particleboard IV: effects of air-injection conditions on board performance and formaldehyde emission. J Wood Sci 58:417–422
Korai H, Saotome H (2013) Development of an air-injection press for preventing blowout of particleboard V: effects of board density and thickness on property of board manufactured from high-moisture particles. J Wood Sci 59:35–41
Korai H, Osada T, Sumida A (2012) Development of a radio-frequency air-injection hot press I (in Japanese). In: The 30th annual meeting of wood technological association of Japan, Tokyo, Japan, pp 9–10
Huang YF, Mori M (1976) Pressing of particleboard with radio-frequency. I. Effects of initial moisture distribution in particle-mat on density distribution throughout the board thickness (in Japanese). Mokuzai Gakkaishi 22:15–21
Saotome H, Korai H, Iida T, Hamano T, Kawarada K, Ohmi M (2012) Performance of particleboard manufactured using air-injection press I: effects of air-injection press on preventing blowout of board manufactured from low-moisture particles. J Wood Sci 58:423–428
Saotome H, Korai H (2013) Performance of particleboard manufactured using air-injection press II: effects of board density and thickness on the performance of board manufactured from low-moisture particles. J Wood Sci 59:195–202
Japanese Industrial Standards (2003) JIS standard specification for particleboard, JIS A-5908. Japanese Standards Association, Tokyo
Tamura Y (1985) Recent development on wood bonding (in Japanese). Mokuzai Gakkaishi 31:521–527
Umemura K, Kawai S, Ueno R, Mizuno Y, Sasaki H (1996) Curing behavior of wood adhesives under high-pressure steam II. Mokuzai Gakkaishi 42:65–73
Moslemi AA (1974) Particleboard. Volume 2: Technology. Southern Illinois University Press, Carbondale and Edwardsville, p 97
Hata T, Subiyanto B, Kawai S, Sasaki H (1989) Production of particleboard with steam-injection. Wood Sci Technol 23:361–369
Kawai S, Suda H, Nakaji M, Sasaki H (1986) Production technology for low-density particleboard II. Effects of particle moisture content and resin content on board properties. Mokuzai Gakkaishi 32:876–882
Acknowledgments
This study was supported by a grant under the “Research and development projects for application in promoting new policies of agriculture, forestry, and fisheries” from the Ministry of Agriculture, Forestry, and Fisheries. The authors wish to express their gratitude to Mr. Hashimoto of Bayer Material Science for providing the binders and to Mr. Kazuo Hattori of Japan Novopan Industrial Co., Ltd. for providing wood particles for particleboards; these materials were helpful in conducting the experiments in this study.
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Korai, H., Osada, T. & Sumida, A. Properties of particleboard manufactured using an air-injection radio-frequency hot press. J Wood Sci 60, 59–65 (2014). https://doi.org/10.1007/s10086-013-1351-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-013-1351-5