
Abstract
During ultra-short laser material processing at high laser pulse repetition rates unwanted X-ray radiation can be generated in a quantity that may constitute a potential risk for health. An adequate X-ray radiation protection requires a thoroughly understanding of the influence of the laser processing parameters on the generation of X-ray radiation. In the present work, the generated X-ray dose during laser machining was investigated in air for varying beam scanning conditions at a pulse duration of 925 fs, a center wavelength of 1030 nm and a laser peak intensity of 2.6 × 1014 W/cm2. The X-ray radiation dose and the corresponding spectral X-ray emission were investigated in dependence on the laser’s pulse repetition rate and on the beam scanning speed. The results show a strong dependence of the X-ray emission on these laser processing parameters.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Material processing using ultra-short laser pulses has undergone a considerable development during the past years. This development was supported by novel, high repetition rate laser technologies, as e.g. the thin disk laser technology [1]. Today, laser systems used for industrial ultra-short pulse laser processing deliver highly stable output powers in the range of several 10 W up to several 100 W, with laser pulse durations in the range or below 1 ps at pulse repetition rates of several 100 kHz [2].
The emission of unwanted X-ray radiation during laser material processing was already discussed two decades ago [3, 4]. First indications of a health risk due to a human exposure by X-ray radiation during laser material processing have been given for the investigated laser repetition rates in the range of 1 kHz. Recently, the potential health risk during ultra-short laser material processing was investigated at a higher repetition rate of 400 kHz [5]. It was shown that the measured X-ray dose rate can exceed the statutory radiation limits already at laser peak intensities above 2 × 1013 W/cm2 (at a peak fluence above 25 J/cm2) for certain processed materials. Measurements up to laser pulse energies of 100 µJ, a pulse repetition rate of 400 kHz, at a pulse duration of 925 fs and a laser wavelength of 1030 nm were presented. At the highest available laser peak intensity of 2.6 × 1014 W/cm2 (at a peak fluence of 255 J/cm2) a skin dose rate of \(\dot{H}^{\prime}\left( {0.0 7} \right)\) = 163 mSv/h was found for tungsten as target material at a distance of 420 mm to the laser processing spot. This dose rate corresponds to an X-ray dose per laser pulse of about \(H^{\prime}\left( {0.0 7} \right)\) = 0.1 nSv. The measurements were performed with a scan velocity of 1 m/s. In accordance with the dosimetric measurements a dose rate of \(\dot{H}^{\prime}\left( {0.0 7} \right)\) = 10.8 Sv/h could be found for tungsten as target material at a distance of 100 mm to the laser processing spot from simultaneously recorded X-ray spectra. Similar results were presented by Behrens et al. [6].
A detailed knowledge about the influence of the processing parameters on the X-ray dose is crucial for the estimation of an adequate radiation shielding. Furthermore, under certain laser processing conditions when the X-ray emission is suppressed, the knowledge about those dependencies may help to minimize the amount of unwanted X-ray radiation to an acceptable level. In the present article, the influence of practically most relevant laser processing parameters on the resulting X-ray doses will be discussed. At a fixed peak intensity, this includes the spatial overlap of laser spots on the target, the scanning speed and the laser pulse repetition rate.
2 Experimental
2.1 Experimental setup
The experimental setup was already described in a previous publication [5]. In brief, the experiments were performed using a TRUMPF laser system (TruMicro 5050 femto edition). The laser delivers pulses with a pulse duration of 925 fs at a laser center wavelength of 1030 nm. The maximum pulse repetition rate of the laser system was 400 kHz, the maximum single pulse energy was 100 µJ, both resulting in an average laser power of 40 W. The laser beam was focused in air onto the samples by means of an F-Theta lens (focal length of 56 mm). A Galvanometer scanner head (hurrySCAN II 14, SCANLAB GmbH) was used for writing lines within scan field sizes of 5 mm × 5 mm up to 10 mm × 10 mm. The lines were always written in a direction away from the X-ray detectors. The distance between parallel written lines (referred to as inter-line distance in the following), as well as the spatial displacement of consecutive laser pulses incident on the target surface (referred to as intra-line separation in the following) was varied. Both processing parameters are exemplary illustrated in Fig. 1.

WLIM topography (80 µm × 80 µm) of a processed tungsten target at the left, and a photo of the tungsten sample at the right. Shown are the scan fields (10 mm × 10 mm each). In the WLIM image, the processing parameters, referred to as inter-line distance and intra-line separation are illustrated
If not stated otherwise, the linear polarization of the laser beam was aligned parallel to the scan direction. In some experiments the direction of the linear polarization was rotated by a zero-order half-wave plate. The angle of incidence of the laser beam onto the sample plane was 0°. The Gaussian focal beam diameter (1/e2) was determined by the D2-method [7] and set to 2w0 = 10 ± 1 µm, resulting in a peak intensity of 2.6 × 1014 W/cm2. This peak intensity corresponds to a maximum laser fluence of 255 J/cm2 under the consideration of the temporally Gaussian pulse shape.
Technical graded and planar samples of pure tungsten (99.95 %W) were investigated. The samples were mounted on a 5-axis mechanical stage. Debris emitted during the laser ablation was continuously removed by an exhaust system. To quantify the laser generated changes of the surface topography, white light interference microscopy (WLIM, Zygo, NexView) was performed.
2.2 X-ray measurements
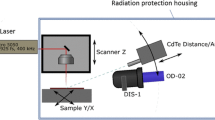
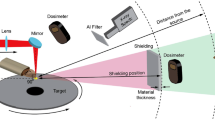
X-ray doses of the directional dose equivalent \(H^{\prime}\left( {0.0 7} \right)\) were measured with the ionization chamber dosimeter OD-02 (STEP GmbH) at a fixed detection angle of 29° and a constant distance of 420 mm from the laser processing spot. At this angle the highest dose rates were found for the used geometrical setup [5]. The reliability of the OD-02 dosimeter was ensured experimentally by comparing the acquired X-ray doses with the simultaneously accumulated X-ray doses recorded by passive electronic Direct Ion Storage (DIS) memory cells (DIS-1, Mirion Technologies GmbH). The detectors used for dose measurements were calibrated by the manufacturer.
During the X-ray dose measurement the directional dose equivalent \(H^{\prime}\left( {0.0 7} \right)\) was accumulated over a scan field consisting of a certain set of parallel lines. From the accumulated dose an averaged dose per pulse was calculated for each field scan. This procedure was repeated several times in the same scan field, leading to an exposure of the individual lines by a certain number of successive “over-scans”. From the entire set of “over-scans” the development of the X-ray dose during a process sequence was evaluated.
X-ray spectra were recorded using a CdTe spectrometer (X-123 CdTe Spectrometer, 3 × 3 × 1 mm3, 100 µm Be window, Amptek Inc.). The CdTe spectrometer was operated at different distances to the ablation spot. The radiation was attenuated by aluminum foils of different thickness, which were placed in front of the X-ray detector. The thickness of the aluminum foils was determined by means of 55Fe and 109Cd radiation standards (Physikalisch-Technische Bundesanstalt, PTB, Germany). The energy calibration of the spectrometer was done by the known characteristic emission line energies of the investigated target materials and by the radiation standards mentioned. The recorded spectra were evaluated according to the method presented in [5, 8]. The X-ray spectra consist of two contributions: the characteristic lines and a “Bremsstrahlung” continuum. The “Bremsstrahlung” continuum was approximated with a Maxwellian distribution of the form [9]:
where kB is the Boltzmann constant, E denotes the X-ray photon energy and Te is the electron temperature, by convention expressed in keV.
3 Results and discussion
3.1 X-ray emission in dependence on the surface topography
The X-ray photon flux, which can be generated by means of laser matter interactions, strongly depends on the number of the absorbed laser photons, either by the workpiece during the electron plasma generation and by the subsequent plasma electron heating during the process of X-ray generation [10]. In both stages, the probability for the absorption of a laser photon strongly depends on the angle of incidence of the laser pulse onto the target surface. Therefore, the laser processing parameters influencing the surface topography are of great importance for the process of X-ray generation. The early generation of an electron plasma is especially important, if the single laser pulse energies are low, e.g. several 10 to 100 µJ. Then, a significant fraction of the laser pulse energy will already be consumed in the process of plasma generation, even before plasma electron heating can occur.
To investigate the influence of the surface topography on the process of X-ray generation during the machining process, the target surface was modified differently by changing the spatial overlap of the sequentially performed line scans (inter-line distance) and by changing the spatial overlap of consecutive pulses within a line scan (intra-line separation). Both scenarios were investigated and will be discussed separately in the following.
3.1.1 X-ray emission in dependence on the inter-line distance
In the measurements presented in this section the distance between parallel written lines was varied, while the spatial displacement of consecutive laser pulses incident on the target surface was kept constant. Inter-line distances of 5, 10, and 20 µm were investigated. Due to different spatial overlaps between sequentially written lines with a fixed intra-line separation (please note that the Gaussian focal beam diameter was 10 µm), the target was prepared differently. For inter-line distances smaller than or equal to the focal laser spot diameter the target was rather uniformly ablated, while for line-separations larger than the focal spot diameter well separated grooves were formed on the target surface after the field “over-scans” were repeated several times. Examples for the different topographies processed on a tungsten surface with a line separation of 20 µm (grooves) and 10 µm (uniformly ablated areas), respectively, are provided in Fig. 2.

WLIM topographies of a tungsten target processed at 400 kHz pulse repetition rate with an inter-line distance of 10 µm (top) and 20 µm (bottom), a focal spot diameter of 10 µm, a scan velocity of 1 m/s at a laser peak intensity of 2.6 × 1014 W/cm2
In Fig. 3, the associated X-ray dose of each single scan obtained from the successively performed field scans (referred to as “number of scan”) at a peak intensity of 2.6 × 1014 W/cm2 and a fixed intra-line separation of 2.5 µm are displayed for an inter-line distance of 10 µm and 20 µm, respectively. For both inter-line distances pronounced peaks can be observed with their maxima reached after ~ 3 scans (at a depth of about 13 µm) and after ~15 scans (with a total depth of 62 µm after 20 scans). Interestingly, the amplitude and the width of the peaks are remarkably different for both inter-line distances. It must be noted, that the sequences of field scans were started at the same distance of the focusing lens to the non-irradiated target surface. For this initial distance, the focal plane was about 40–50 µm behind the target surface, i.e. located in the bulk of the material. Consequently, the highest efficiency for X-ray generation was reached for both inter-line distances at different ablation depths.

X-ray doses H′(0.07) per pulse for tungsten processed with inter-line distances of 20 µm and 10 µm with a focal spot diameter of 10 µm. The measurements were performed with the OD-02 at a distance of 420 mm to the processing spot, a pulse repetition rate of 400 kHz, a scan velocity of 1 m/s and a laser peak intensity of 2.6 × 1014 W/cm2
If comparing the development of the X-ray dose over the scan number for both line separations in Fig. 3, it is obvious that the overall process of X-ray generation is strongly influenced by the surface topography. Furthermore, it can be seen, that the generated X-ray dose is potentially higher for the steeper surface topography as obtained at an inter-line distance of 20 µm, at least for the selected scanning parameters. For the inter-line distance of 10 µm, the course of X-ray doses versus the number of scans follows the caustic of the incident laser beam.
A possible explanation for the higher X-ray doses obtained for the inter-line distance of 20 µm may be an enhanced absorption of the laser pulse energy by the stronger inclined target surface, accompanied by a less energy consuming plasma generation or a much more efficient heating of the laser plasma electrons by the incident laser pulse. To further prove this assumption, X-ray dose measurements were performed in dependence on the linear polarization state of the incident laser light. In Fig. 4, the measured X-ray doses for different directions of linear polarization of the incident laser beam relative to the beam scanning direction are shown for an inter-line distance of 20 µm. In this graph, the maximum measured X-ray doses at each polarization angle were selected from the entire set of scans. A pronounced dependence of the X-ray dose on the linear polarization angle was observed.

X-ray doses H′(0.07) per pulse for tungsten processed with an inter-line distance of 20 µm in dependence on the angle of the linear laser polarization relative to the scanning direction. The measurements were performed with the OD-02 at a distance of 420 mm to the processing spot, a laser pulse repetition rate of 400 kHz, a scan velocity of 1 m/s and a laser peak intensity of 2.6 × 1014 W/cm2
The effect can be explained in different ways. On one hand, the process of electron plasma generation depends on the fraction of the laser pulse energy that can be absorbed by the “cold” target surface. According to the Fresnel equations, the reflectance and the absorption of light depends on the polarization state during the initial stage of electron plasma production. On the other hand, the generation of X-rays is connected to the coupling of the electric field of the laser to plasma electron oscillations and leads to resonant excitation of electron waves (resonance absorption) during the plasma heating stage. The coupling is most efficient if the plane of the incident electric laser field is perpendicular to the plasma electron density gradient, i.e. if the incident laser beam is p-polarized [10]. Hence, the specific coupling mechanism can be regarded as a kind of “soft” selection rule for the generation of X-rays in laser material processing. Based on the data presented in Fig. 4, it is not possible to distinguish between both scenarios. In any case, no linear relation between the X-ray emission and the amount of material removal was observed. Supposedly, topographical changes along with the laser beam polarization can significantly contribute to enhanced Fresnel and plasma absorption of the incident laser radiation, and thus dominate the X-ray generation process.
3.1.2 X-ray emission in dependence on the intra-line separation
The X-ray emission during material processing with varying overlap between consecutive laser pulses was investigated under the same experimental conditions as it was done in Sect. 3.1.1. During the X-ray dose measurements the directional dose equivalent \(H^{\prime}\left( {0.0 7} \right)\) was accumulated over an entire scan field consisting of a certain set of parallel lines. In addition to the inter-line distances the intra-line separations (the spatial overlap between consecutive laser pulses at the target) were varied. Again, inter-line distances of 10 µm and 20 µm were investigated, while the intra-line separations were varied between ~ 0.3 and 10 µm. The scanning speed was adjusted to the repetition rate to realize the desired (fixed) intra-line separations. The pulse repetition rate was kept constant during measurements up to an intra-line separation of 2.5 µm. The scans were repeated several times in the same scan field, leading to an exposure of the individual lines by a certain number of successive scans. From the entire set of scans the highest X-ray dose was selected. From that value an averaged dose per pulse was calculated. In Fig. 5 the measured X-ray doses H′(0.07) per pulse in dependence on intra-line separation are depicted for inter-line distances of 10 µm and 20 µm. Remarkably, the measured X-ray dose in dependence on the intra-line separation shows pronounced maxima and minima. The position of these extrema is almost identical for both inter-line distances, even if the amplitude of the X-ray doses differs significantly by up to a factor of two.

X-ray doses H′(0.07) per pulse for tungsten processed with different inter-line distances of 10 µm and 20 µm as a function of the intra-line separation, at a laser repetition rate of 400 kHz, a focal spot diameter of 10 µm and a laser peak intensity of 2.6 × 1014 W/cm2
Similar results were found for different laser pulse repetition rates. The X-ray doses H′(0.07) per pulse in dependence on the intra-line separation are displayed in Fig. 6 for an inter-line distance of 10 µm and for pulse repetition rates of 50, 100, 200, and 400 kHz, respectively.

X-ray doses H′(0.07) per pulse for tungsten processed at an inter-line distance of 10 µm as a function of the intra-line separation, at four different laser pulse repetition rates of 50, 100, 200, and 400 kHz, with a focal spot diameter of 10 µm and a laser peak intensity of 2.6 × 1014 W/cm2. The lines guide the eye
The shape of the curves of the X-ray doses as function of the intra-line separations are similar for all investigated repetition rates, even if the amplitude of the curves and the relative height of the maxima depend on the repetition rate. For subsequent pulses, the laser machining with varying intra-line separations leads to different slopes of the surface topography in both, the scanning direction and perpendicular to it (walls of the groove). It is speculated here that the two maxima at low inter-line separations are caused by the polarization-enhanced Fresnel or plasma absorption parallel and perpendicular to scan direction, while the broad maximum at large intra-line separations originates from multiple reflections at the ablated side walls of the grooves.
3.2 X-ray emission in dependence on the repetition rate
At high laser pulse repetition rates in the hundreds of kHz range heat accumulation at the target must be considered [11, 12]. A thermal impact may support the plasma generation and explain the increase of X-ray doses with rising repetition rate in Fig. 6. Another aspect, which influences the electron plasma generation at high repetition rates and which should be kept in mind is plume shielding, which accounts for a shielding of the laser pulse by the cold ablation plasma plume generated by the previous pulse. This ablation plume can reduce the laser pulse energy, which is available for the conversion of laser photons to X-ray photons. Both contributions are expected to occur particularly at high repetition rates and will be discussed in the following.
3.2.1 X-ray dose dependence on repetition rate
The X-ray emission during material processing was investigated in dependence on the laser pulse repetition rate at inter-line distances of 5, 10, and 20 µm. In Fig. 7, the X-ray doses H′(0.07) per pulse for consecutively performed field scans at different repetition rates and a constant intra-line separation of 2.5 µm are shown. It can be seen, that the lower the repetition rate, the higher is the number of field scans until the maximum X-ray dose is reached. This observation would be in line with the requirement of an optimized surface topography that leads to effective generation of X-rays. The latter is reached for a lower number of scans at higher pulse repetition rates.

Averaged X-ray dose H′(0.07) per pulse for tungsten vs. the number of the corresponding scans, processed at different laser repetition rates with an inter-line distance of 20 µm, a focal spot diameter of 10 µm, with a fixed intra-line separation of 2.5 µm at a laser peak intensity of 2.6 × 1014 W/cm2. The lines guide the eye
Figure 8 shows corresponding measurements performed for three inter-line distances at a fixed intra-line separation of 2.5 µm. Here, the highest dose H′(0.07) per pulse was selected from each sequence of field scans. At an inter-line distance of 20 µm (separated grooves), the maximum dose per field scan is almost independent on the pulse repetition rate. In contrast, the values obtained for inter-line distances smaller or equal than the focal spot diameter increase significantly with the repetition rate. This rise of the X-ray dose with the repetition rate is indicative of a pre-heating of the target material which in turn facilitates the early stage of electron plasma formation for the following pulses. The situation is completely different for separated grooves (inter-line distance 20 µm), where the tilted surface contributes to more efficient laser beam absorption and the enhanced surface area supports the subsequent cooling between consecutive laser pulses (see inset of Fig. 8, right). Note that cooling effects between the writing of individual lines are not expected to play a role here, since the time to complete a full line scanning exceeds the millisecond range. From the constant dose level, it is concluded that neither plasma plume shielding nor an interaction with the electron plasma generated by the previous pulse occur. The same behavior of constant dose level per pulse was confirmed for three additional intra-line separations (Fig. 9).

Maximum X-ray doses H′(0.07) per pulse for tungsten, processed at different laser repetition rates with inter-line distances of 5, 10, and 20 µm, at a focal spot diameter of 10 µm, an intra-line separation of 2.5 µm at a laser peak intensity of 2.6 × 1014 W/cm2. The lines guide the eye. The insets on the right illustrate the different surface areas available for cooling

Maximum X-ray doses H′(0.07) per pulse for tungsten, processed at different laser pulse repetition rates for different intra-line separations with an inter-line distance of 20 µm, a focal spot diameter of 10 µm, at a laser peak intensity of 2.6 × 1014 W/cm2. The lines guide the eye. The insets (circles) visualize the corresponding pulse-to-pulse spot overlap
3.2.2 Spectral X-ray emission dependence on repetition rate
As the X-ray dose is affected by the spectral distribution of the X-ray radiation, emission spectra were simultaneously recorded to the above presented X-ray dose measurements. In Fig. 10 the X-ray spectra are provided for a constant intra-line separation of 2.5 µm and a constant inter-line distance of 10 µm. In Fig. 11 the associated electron temperatures for inter-line distances of 20 µm and 10 µm are depicted, which were obtained from least-squares-fits according to Eq. (1).

X-ray spectra measured for tungsten processed at five different laser pulse repetition rates with an inter-line distance of 10 µm, a focal spot diameter of 10 µm, and an intra-line separation of 2.5 µm at a laser peak intensity of 2.6 × 1014 W/cm2. The dashed gray curves are calculated using Eq. (1)

Electron temperatures evaluated from the X-ray spectra presented in Fig. 10. The lines guide the eye
The data in Figs. 10 and 11 clearly show that if the intra-line separation is kept constant the measured spectral distribution of the emitted X-ray radiation is almost independent on the pulse repetition rate. Furthermore, it can be seen from Fig. 11, that for groove processing (inter-line distance 20 µm) the electron temperatures are higher than for uniform-area processing (inter-line distance 10 µm). In other words, the process of plasma heating is more efficient in the case of the grooved surface.
4 Conclusions
The X-ray emission during ultra-short pulse laser micro machining (925 fs, 1030 nm, max. 400 kHz, 2.6 × 1014 W/cm2) in a beam scanning scheme was investigated for two different processing strategies in air. X-ray radiation doses and emission spectra were studied in dependence on the intra-line separation meaning the spatial displacement of consecutive laser pulses incident on the tungsten target. Via varying the inter-line distance of parallel written lines, the production of grooves or uniformly ablated areas were realized. The latter approach exhibits by a factor of two lower X-ray doses compared to the groove processing. Simultaneously, lowered electron temperatures were observed. Interestingly, the uniform-area processing shows a distinct dependence of the X-ray dose on the laser pulse repetition rate, while that effect is not found for the groove machining up to 400 kHz. Furthermore, the direction of the laser beam polarization with respect to the scanning direction affects the X-ray doses. Hence, the choice of the laser beam processing parameters affects the generation of unwanted X-ray doses during ultra-short pulse laser machining that should be considered for safety aspects.
References
A. Giesen, H. Hügel, A. Voss, K. Wittig, U. Brauch, H. Opower, Scalable concept for diode-pumped high-power solid-state lasers. Appl. Phys. B 58, 365–372 (1994)
O.H. Heckl, J. Kleinbauer, D. Bauer, S. Weiler, T. Metzger, D.H. Sutter, Ultrafast Thin-Disk Lasers, in Ultra-short Pulse Laser Technology. Springer Series in Optical Sciences, vol. 195, ed. by S. Nolte, F. Schrempel, F. Dausinger (Springer, New York, 2016), pp. 93–115
J. Thogersen, A. Borowiec, H.K. Haugen, F.E. McNeill, I.M. Stronach, X-ray emission from femtosecond laser micromachining. Appl. Phys. A 73, 361–363 (2001)
J. Bunte, S. Barcikowski, T. Püster, T. Burmester, M. Brose, T. Ludwig, Secondary hazards: particle and X-ray emission. Top. Appl. Phys. 96, 309–320 (2004)
H. Legall, C. Schwanke, S. Pentzien, G. Dittmar, J. Bonse, J. Krüger, X-ray emission as a potential hazard during ultra-short pulse laser material processing. Appl. Phys. A 124, 407 (2018)
R. Behrens, B. Pullner, M. Reginatto, X-ray emission from material processing lasers. Radiat. Prot. Dosim. 126, 1–13 (2018)
J.M. Liu, Simple technique for measurements of pulsed Gaussian beam spot sizes. Opt. Lett. 7, 196–198 (1982)
H. Legall, C. Schwanke, J. Bonse, J. Krüger, X-ray emission during ultra-short pulse laser processing, in Proc. SPIE 10908, Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications XIX (2019), p. 1090802
D. Salzmann, Atomic Physics in Hot Plasmas (Oxford University Press, New York, 1998)
W. Kruer, The Physics of Laser Plasma Interactions (CRC Press, Boca Raton, 2018)
F. Bauer, A. Michalowski, T. Kiedrowski, S. Nolte, Heat accumulation in ultra-short pulsed scanning laser ablation of metals. Opt. Express 23, 1035–1043 (2015)
R. Weber, T. Graf, P. Berger, V. Onuseit, M. Wiedenmann, C. Freitag, A. Feuer, Heat accumulation during pulsed laser materials processing. Opt. Express 22, 11312–11324 (2014)
Acknowledgements
The authors gratefully acknowledge financial support by the German Federal Ministry for Education and Research (BMBF) in the funding program Photonics Research Germany under contract number 13N14249. We would like to thank M. Weise (BAM 6.7 Surface Modification and Measurement Technology) and S. Pentzien (BAM 6.4 Nanomaterial Technologies) for technical assistance.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Legall, H., Schwanke, C., Bonse, J. et al. The influence of processing parameters on X-ray emission during ultra-short pulse laser machining. Appl. Phys. A 125, 570 (2019). https://doi.org/10.1007/s00339-019-2827-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-019-2827-y