
Abstract
Collaborative robots are among the key enabling technologies of the fourth industrial revolution and have the potential to change the way people and machines physically interact. Such collaborative robotics applications can be successful in small- and medium-sized enterprises (SMEs) only if they are properly implemented, taking into account safety and ergonomics of the shared workplace. This chapter first reviews safety standards, methods for risk assessment, and the concept of ergonomics of workplaces. The chapter discusses why collaborative robotics can be seen as important potential for SMEs and what the challenges are that SMEs are facing when implementing collaborative workspaces in the company. In conclusion, the chapter gives recommendations for future topics of research to overcome the barrier to introducing smart automation in SMEs.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
This chapter introduces and discusses the main potential and challenges of manufacturing automation in small-and medium-sized enterprises (SMEs) through safety and ergonomics in human–robot collaboration (HRC). Industrial collaborative robotics is a core technology of Industry 4.0 and aims to enhance the operators’ work conditions and the efficiency of production systems. It also involves different important challenges from an occupational health and safety (OHS) point of view. The methodology chosen for this study is a combination of a literature review and state of the art regarding safety and ergonomics for industrial collaborative robotics and a critical discussion of potentials and challenges identified in the previous analysis.
The structure of this chapter is the following: Sect. 4.1 deals with the introductory concepts of occupational safety regarding industrial robotics. Section 4.2 introduces the main related international standards and deliverables. Section 4.3 explains the ergonomics principles and standards for a human-centered design (HCD) of collaborative workspaces. Section 4.4 discusses the critical challenges for the implementation of collaborative systems from a safety and ergonomics point of view. Finally, Sect. 4.5 concludes and summarizes the concepts illustrated in this chapter. The outcomes of this chapter are not only for the interest of researches, but also for practitioners from SMEs as they give an overview about the potential and challenges of safety and ergonomics in industrial human–robot interaction (HRI).
1.1 Introduction to Industrial Collaborative Robotics
A collaborative robot (also known as a cobot or lightweight robot) is a particular kind of industrial robot which is able to physically and safely interact with humans in a shared and fenceless workspace by introducing new paradigms from human–machine interaction (HMI). The International Federation of Robotics defines collaborative industrial robots as those able to perform tasks in collaboration with workers in industrial settings (IFR 2019). The concept of collaborative workspace can be summarized as the “space within the operating space where the robot system (including the workpiece) and a human can perform tasks concurrently during production operation” (ISO 2016, p. 8). In general, collaborative robotics is a main cyber-physical enabling technology of Industry 4.0, and aims to improve production performances and operators’ work conditions by matching typical machine strengths such as repeatability, accuracy, and payload with human skills such as flexibility, adaptability, and decision-making. Since modern SMEs requires smart process characterized by a scalable degree of automation, collaborative robots can particularly support them in the development of their business by introducing human-centered, lean, adaptable, and reconfigurable manufacturing systems.
When introducing collaborative robotics, a crucial part will be safety. In fact, the main difference between collaborative and traditional industrial robots is that cobots are designed to allow physical HRI in hybrid and fenceless workcells without the necessity of isolating the robot workspace. Traditional industrial robots were introduced to improve production efficiency by replacing human operators in performing heavy, unsafe, and repetitive processes (Huber et al. 2008). Due to safety requirements, a traditional high performance manipulator needs safeguards (physical barriers or optical devices) to isolate the robot activities and therefore to safeguard operators from unexpected and unwanted contacts. Since collaborative applications allow for direct HRI and this is even required, traditional safety solutions for robot isolation are, in general, no longer possible. As a consequence, other systems have to be integrated into the collaborative arm to ensure operators’ occupational safety and ergonomics. These systems have to be selected and implemented depending on the robot performance and the level of interaction, and in general, are more demanding and complicated with respect to safety solutions for traditional industrial robotics. For these reasons, the design and integration of OHS aspects will be more challenging in collaborative applications.
There is no doubt that safety and ergonomics are essential in industrial HRI (see Sects. 4.2 and 4.3). Nevertheless, there is a lack in the literature since there are only few scientific documents regarding the application of these topics into SMEs (this is easily verifiable by searching the related keywords in a scientific database like Scopus). For this reason, the proposed identification and discussion about main potential and challenges for safety and ergonomics in industrial HRI aims to support SMEs in the proper consideration and adoption of collaborative systems.
1.2 Main Occupational Health and Safety Concepts
In the following, main concepts of OHS are explained. OHS is a multidisciplinary and integrated discipline which deals with aspects of the health and safety of a person during every kind of work. Both health and safety are connected to the concept of work-related risk in terms of work activities and work environments. The concept of risk is strictly related to the definition of hazard: a source with potential for causing harmful consequences (Jensen 2012). Considering the presence of electricity in the workplace, some examples of hazards are accidental contacts with live parts of electric devices or fire, which can originate from electrical malfunctions. Risks are the concrete realization of hazards. According to its widespread definition, a risk is “the likelihood or possibility that a person may be harmed or suffers adverse health effects if exposed to a hazard” (Health and Safety Authority 2019, p. 1). Risk is defined as a combination between the probability that harm occurs and the severity of that potential harm:
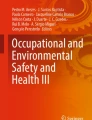
The relationship between hazard, risk, and consequence is summarized in Fig. 4.1. Considering the aforementioned example, the relative risk family is an electrical risk and could be realized in the form of electric shocks or burns.

Relationship between hazard, risk, and potential consequence
In general, occupational health has a strong focus on primary prevention of occupational disease or infirmity and aims to guarantee healthy work conditions, in terms of mental, physical, and social well-being (World Health Organization 2019). On the other hand, occupational safety is the science which deals with the safeguarding and protection of workers’ lives against injuries and accidents. This means to guarantee a condition of physical integrity during work activities and provide a state where the risk has been reduced to a level that is as low as reasonably practicable. Since it is impossible to totally eliminate risks, the remaining risk is generally considered under control and therefore acceptable. As a consequence, safety is a relative condition, which is based on the judgment of the acceptability of risk (Jensen 2012).
Both occupational health and safety deal with the protection of workers by operating on different protection levels. In fact, it is possible to consider safety as an operational measure which safeguards people from unexpected and violent events with potential for causing serious direct physical injuries to human body parts (acute process). Health is the operational measure, which defends a person from possible future occupational diseases caused by long-term exposure to inadequate work conditions (chronic process).
1.3 Occupational Health and Safety Standards
OHS requirements are usually worldwide legal requirements (and therefore mandatory), which are interpreted and adopted by industrialized countries in typically similar ways. In order to support technicians in the adoption of complex legal obligations, national, and international standards are developed by recognized and competent organizations. Standards are voluntary reference models, which contain applicable guidelines and technical specifications in the form of documents for the correct implementation of state-of-the-art systems, processes, or products. A formal definition of a standard is provided by the European Committee for Electrotechnical Standardization (CENELEC) as:
a document that sets out requirements for a specific item, material, component, system or service, or describes in detail a particular method or procedure. Standards facilitate international trade by ensuring compatibility and interoperability of components, products, and services. They bring benefits to businesses and consumers in terms of reducing costs, enhancing performance and improving safety. (CENELEC 2019, p. 1)
In practice, there are standards for diverse fields, i.e., industry, construction, services, informatics, agriculture, telecommunication, etc. Considering the European Union, it is possible to have international, European, and national standards. International standards are developed by international organizations and are used and recognized all over the world. In this context, the main organization is the International Organization for Standardization (ISO). On the other hand, European Standards (ENs) are approved by one of the three European Standardization Organizations, which are recognized as competent in the area of voluntary technical standardization as for the EU Regulations: European Committee for Standardization (CEN), European Committee for Electrotechnical Standardization (CENELEC), and European Telecommunications Standards Institute (ETSI). In addition, recognized European standards will be automatically accepted as national standards in each of the 34 countries which are part of CEN-CENELEC (CENELEC 2019). In general, the standard compliance is not mandatory from the legal point of view. The compliance of standard demonstrates that the proposed solution follows a well-structured and cutting-edge approach, which is a very important advantage especially in the OHS field.
One of the main areas of interest for the OHS in industrial contexts is safety of machinery. This branch aims to adequately reduce the risks related to machines without compromising their ability to perform the planned functions during their life cycle. According to the standard definition, it is possible to define a machine as an “assembly, fitted with or intended to be fitted with a drive system consisting of linked parts or components, at least one of which moves, and which are joined together for a specific application” (ISO 2010a, p. 1).
Guidelines on how to realize machines that are safe for their intended use are given in the safety of machinery standards (Jespen 2016). To support these standards, there are also other important and recognizable technical deliverables (such as technical specifications and technical reports) introduced to further integrate the information included. Such standards are divided into the following three main categories, targeted to different levels of details in the design framework for the realization of machines (ISO 2010a, p. 1):
-
Type-A standards address methodologies and general principles for designing and building machines. They are basic safety standards and can be applied to all machines.
-
Type-B standards deal with generic safety requirements that are common for designing most of the machines.
-
Type-C standards deal with detailed safety requirements for a specific machine or group of them. They are machine safety standards providing a presumption of conformity for the essential legal requirements covered in the standard.
1.4 Introduction to Industrial Robot Safety
Considering the nature of hazards, there are different kinds of occupational risks related to industrial machines. Recognized hazard categories for industrial machines are the following (ISO 2010a):
-
Mechanical hazards
-
Electrical hazards
-
Thermal hazards
-
Noise hazards
-
Vibration hazards
-
Radiation hazards
-
Material/substance hazards
-
Work environment-caused hazards
-
Combination of hazards
Considering the definition of industrial HRI, collaborative systems allow and require sharing of tasks in a fenceless workspace where the main hazard category will be of a mechanical nature. In fact, due to the combined presence of both humans and robots in a shared workspace, it is possible to have potential non-functional physical interaction between the operator and the mobile parts of the machine, especially with the robot arm and with different types of end-effectors. Unexpected and unwanted contacts can generate different kinds of collisions and crushes if related mechanical risks are not properly identified, predicted, and managed. In particular, a mechanical hazard is a physical hazard which can occur when workers directly or indirectly come into contact with work process related objects. The effects are usually immediate and can cause injuries to human beings. The level of intensity can change according to the physical features of the involved work equipment such as speed, mass, and geometry. Typical mechanical hazard is due to the possibility of being crushed, smashed, cut, trapped, impacted, punctured or stabbed because of machine tools, parts, equipment, or machined/treated objects, production waste, and ejected solid or liquid materials. Other main basic mechanical hazards are due to high-pressure fluid ejection, as well as slipping, or tripping and falling (Koradecka 2010). Besides mechanical risks, there are other risks families (e.g., electrical risk) that must be considered according to the specific applications. The main significant mechanical hazards consequences for traditional and collaborative industrial robots are summarized in Table 4.1.
2 Fundamentals of Occupational Safety in Industrial Human–Robot Interaction
2.1 Mechanical Risk Analysis in Industrial Robotics: Traditional Versus Collaborative Robotics
Risk assessment is the procedure which combines the machine (limits) specifications with hazard identification and risk estimation (which basically defines risk probability and gravity), in order to judge whether the risk reduction targets have been reached (ISO 2010a). Risk assessment for traditional and collaborative industrial robots is different. In general, due to the standardization of components and diffusion of applications, traditional robotic cells are easier to evaluate from a mechanical risk point of view (Vicentini 2017). In this case, the common main risk features are:
-
The robotic cell is isolated (direct physical HRI is usually not allowed).
-
The mechanical risk indexes are high and characterized by a high level of gravity and a low level of frequency (high mass and velocity of robot arm involves high kinetic energy levels).
-
The safety protection systems are based on prevention, that means a zeroing of mechanical risk probability by using safeguards.
-
There is no possibility of mitigating unexpected contacts between the operators and the mobile parts of the robot due to specific robot design and control.
Therefore, mechanical risk management is more homogeneous and standardized, which means it is less dependent on specific robotic cell applications. Risk management is simplified due to the absence of workers in the robot workspace. On the other hand, in the case of collaborative robots, the situation will be very different and more complex. The main risk features are:
-
The robotic cell is collaborative (physical HRI is allowed).
-
The mechanical risk indexes are variable in terms of gravity and frequency, depending on the application and on the potential HRI form. In fact, they can vary depending on the single operator tasks during the overall application.
-
More probable and less severe mechanical risks related to unexpected human–robot contacts are allowed, which means that safety systems are based on a mixture of risk prevention and attenuation.
Therefore, the risk management is more application-specific, which means heterogeneous, complex, and barely standardized.
2.2 Main Safety Standards for Industrial Collaborative Robotics
Considering the mechanical risks that can occur during unwanted contact, there is a short list of general international deliverables regarding the safety of machinery requirements for HRI (see Fig. 4.2). In 2016, a new ISO technical report, ISO TS 15066 (ISO 2016), was published in order to help production technicians and safety experts in the development of safe shared workspaces and in the risk assessment process. This report specifies in greater detail the previous safety requirements for industrial robots included in ISO 10218 part 1 and 2 (ISO 2011a, b). Other useful documents include the EU Machinery Directive (for the European Union) (European Parliament 2006), the standards ISO 12100 (ISO 2010a) for risk assessment and ISO 13849 part 1 (ISO 2015a) and IEC EN 62061 (IEC 2015) for the functional safety requirements. In addition, a document which defines main guidelines on safety measures for the design and integration of end-effectors used for robot systems was recently published (ISO 2018). It also includes requirements and suggestions for collaborative applications.

(*Mandatory for European Union nations)
Main standards hierarchy related to industrial collaborative robotics
2.3 Technical Specification ISO TS 15066 (2016) and Collaborative Operations
The technical specification ISO TS 15066 (ISO 2016) was released in 2016 and explains in more detail the requirements regarding collaborative robots, which were preliminarily introduced in standards ISO 10218-1 (ISO 2011b) and 10218-2 (ISO 2011a) in 2011. At the moment, this specification represents one of the most detailed document which specifies safety requirements for collaborative industrial robot workcells, especially in terms of mechanical risk. According to specific applications and types of interaction, collaborative robots should be integrated with different kinds of safety devices. The main goal of safe collaboration is to minimize the mechanical risk which could arise from unexpected contacts in terms of gravity and/or probability. ISO TS 15066 (ISO 2016) introduces four methods for safe HRC:
a. Safety-rated monitored stop: the robot motion is stopped when an operator is entering the collaborative workspace. The robot enters a controlled standstill mode while the operator is present in the limited workspace. The robotic task can automatically resume when the operator leaves the zone. If there is not an operator in the collaborative workspace, the robot can operate non-collaboratively.
b. Hand guiding: the operator can fully control the robot motion by direct physical interaction. In this case, the robotic task is manually guided by the operator at a certain safe velocity by moving the arm through a direct input device at or near the end-effector. Before the operator is allowed to enter the collaborative workspace to conduct the hand-guiding operations, the robot has to achieve a safety-rated monitored stop condition.
c. Speed and separation monitoring: the control system of the robot is actively monitoring the relative speed and distance between robot and operator. When the operator is working in the collaborative space, the robot has to dynamically maintain a safe combination of speed and distance in order to stop any hazardous motion before a potential unexpected contact. When the separation distance is below the set protective distance, the robot system stops. This method is designed to prevent unexpected contact between operator and collaborative robot by reducing the probability into safety limits.
d. Power and force limiting: the biomechanical risk of unexpected human–robot contacts is sufficiently reduced either through inherently safe means in the robot or through a safety-related control system. In this case, physical unforeseen collisions are allowed, if the pressure (or force) limits for the interaction do not exceed values that are determined during the risk assessment.
The safety-rated monitored stop modality does not represent a real implementation of HRC since the robot just stops its operation if a safety system detects the presence of an object into the limited workspace. The hand-guiding modality represents a marginal form of collaboration since the robot is simply moved by the operator across the workspace manually without obstructing the human intention. This approach is particularly useful for intuitive programming or for guided operation, i.e., the assembly of heavy components by using high-payload robots. Of course, speed and separation monitoring and power and force limiting modalities are more innovative and interesting from a collaborative point of view. The former needs the integration of quite complex and certified vision systems and control algorithms in order to dynamically adapt the robot motion to the operator’s behavior. Nevertheless, the level of interaction could be more than satisfactory according to safety device performances, since the robot can continue its works even if there is an operator in the shared workspace. The latter will be particularly useful in case of close-proximity activities between operators and robots, a mandatory condition for a real physical collaboration.
It is important to underline that it could be possible to implement the first three collaborative modalities without the necessity of using an industrial robot which is specifically designed for collaborative applications. The possibility of having that collaborative application depends on the hardware and software features of the safety devices and control systems that will be integrated and regulated in order to properly support the robot during its applications. The “power and force limiting” is the only collaborative operation which requires robot systems specifically designed for this particular type of operation (ISO 2016).
2.4 Nature of Human–Robot Contacts
The analysis of human–robot contacts is particularly relevant for the implementation of a “speed and separation” collaborative modality. In general, a contact between a human body part and the robot arm is complex to model, even if there are good approximations. In general, it is assumed that the contact is a partially inelastic collision. The dynamic involves a first rapid part where the two moving objects collide in a more or less intensive way, proceeded by a slight and short physical detachment. After that, depending on the contact conditions, the two objects can proceed together along the same direction or separate. According to the different dynamic conditions of the collision, the kinetic energy exchange can vary. A generic human–robot contact can be classified as shown in Fig. 4.4. The two main contact situations are “transient” type (impulsive) or “quasi-static” type. The main difference refers to the (force or) pressure distribution during the time (Vicentini 2017), which means a different intensity in terms of impact. Another important factor is the presence/absence of constraints in the shared workspace, which means physical objects that can block the human body part during the contact (e.g., a situation where the operator’s hand is constrained between the robot gripper and a work table). The common human–robot contact variables and conditions are characterized in Fig. 4.3.

(Source Adapted from Vicentini 2017)
Common human–robot contact variables and condition
Parameter t* (Fig. 4.3) represents the time limit between the first phase and the second phase of the contact. The first phase is the impact part of the contact, which is a semi-instantaneous phenomenon characterized by the peak of energy transfer between the human body part and the robot arm and it is mainly related to their relative velocity. The second phase is the retention part of the contact, and represents the energy exchange progression after the impact. This part is mainly related to the mechanical characteristics of the contact parts (mass and stiffness) and to the presence or absence of physical constraints. The parameter Pmax represents the upper limit of pressure for transient and quasi-static situations. This limit divides the unacceptable region for pressure (or force) from the acceptable region for pressure (or force) in the first and second contact phase. In general, an unacceptable value of pressure means that the contact is unsafe because the human pain that is theoretically associated with the involved body part is not admissible from a biomechanical point of view. The uncertainty zone represents the region in which the limit values of pressure (or force) are not exactly defined. It is necessary to consider this uncertainty during the risk assessment procedure. In the following Fig. 4.4, the four cases of human–robot contact are explained.

(Source Adapted from Vicentini 2017)
Human–robot contact classification
According to ISO TS 15066 (ISO 2016), there are different risk reduction measures for the management of quasi-static or transient contacts. It is possible to classify these measures into passive or active types. The main design measures are summarized in Table 4.2.
3 Human-Centric Design and Ergonomics
The fourth industrial revolution has not only introduced new manufacturing paradigms, but is also changing the role played by humans. Humans play a key role that cannot easily be replaced by advanced technologies. Conversely, the introduction of new technologies complicates manufacturing systems and increases the need for highly skilled, well-trained workers (Tan et al. 2019). Therefore, the fourth industrial revolution renews an anthropocentric approach to conceiving new technologies, changing the question from how to replace humans to how to better complement and assist humans. A human-centric approach to design manufacturing systems is introduced. ISO 9241-210 (ISO 2010b) describes HCD as “an approach to systems design and development that aims to make interactive systems more usable by focusing on the use of the system and applying human factors/ergonomics and usability knowledge and techniques.” Therefore, such an approach aims to improve human well-being, together with user satisfaction, sustainability, and accessibility, while preventing the potential side effects to human health, safety, and performance due to the use. ISO 9241 part 210 provides guidelines on how to redesign processes to identify and plan effective and timely HCD activities, defining six key principles:
-
a.
Design based on clear comprehension of users, tasks, and environments
-
b.
User involvement throughout design and development
-
c.
User-centerd evaluation to drive/refine design
-
d.
Iterative process
-
e.
Based on the whole user experience
-
f.
Adoption of multidisciplinary skills and perspectives.
The HCD approach can be incorporated into every kind of design approach (e.g., object-oriented, waterfall and rapid application development). One of the crucial aspects for correct application of the HCD is the respect of the ergonomic principles. ISO 26800 (ISO 2011c) defines ergonomics as being like a “scientific discipline concerned with the understanding of interactions among human and other elements of a system, and the profession that applies theory, principles, data and methods to design in order to optimize human well-being and overall system performance.” Such a discipline studies how to best design a workplace and the related equipment or products, in general, in order to optimize them for human use. A design based on ergonomic principles takes into account several human characteristics, e.g., weight, height, age, hearing, and sight. Ergonomics is therefore often referred to as human factors engineering.
The International Ergonomics Association has identified three domains of specialization within this discipline in accordance with peculiar characteristics and attributes of human interactions. The three main fields of research, briefly described in the following, are physical, cognitive, and organizational ergonomics.
a. Physical ergonomics deals with human physical activities and therefore, it investigates human characteristics related to anatomy, anthropometry, physiology, and biomechanics. The most relevant topics addressed in this field are related to working postures, handling of materials, repetition of movements, musculoskeletal disorders caused by work, and layout, safety and health of workplaces. The principles of physical ergonomics are widely used and useful not only for the design of workplaces and industrial products but also for the design of consumer products.
b. Cognitive ergonomics focuses on the mental interactions between humans and any elements of a system. It considers several human cognitive abilities and mental processes, among others, motor response, reasoning, perception, and memory. Cognitive ergonomics should be taken into account mainly in the design of automated, high-tech, or complex systems. Indeed, as an example, a non-user-friendly interface of an automated industrial equipment, not only may decrease production and quality, but also may result in a life-threatening accident. The main topics tackled by such a discipline include work stress, mental workload, human reliability, decision-making, skilled performance, human–computer interaction.
c. Organizational ergonomics addresses the optimization of socio-technical systems in terms of efficiency maximization of their structures, policies, and processes. It aims to achieve a totally harmonized work system able to ensure both the job satisfaction and the commitment of the employees. To this end, organizational ergonomics deals with teamwork, participatory design, community ergonomics, cooperative work, new work paradigms, virtual organizations, telework, and quality management, communication, crew resource management, work design, and design of working times.
The next Sects. 4.3.1 and 4.3.2, will focus on physical ergonomics, by reviewing the main risk factors and the methods to assess them (Sect. 4.3.1) as well as the main related standards (Sect. 4.3.2). An overview on the state of art of ergonomics for designing hybrid (human–robot) workspaces will be provided in Sect. 4.3.3.
3.1 Risk Factors and Musculoskeletal Disorders
The risk factors related to physical ergonomics are those related to a job or a task that can lead to biomechanical stress on workers, resulting in musculoskeletal disorders (MSD). An MSD is a health problem of the locomotor apparatus that can affect tendons, muscles, joints, ligaments, nerves, blood vessels, and so on. Among the most common MSDs are carpal tunnel syndrome, tendinitis, trigger finger, muscle strains, and low back injuries. MSD can be aggravated or even induced by work and circumstances of its performance. Additionally, an MSD from a light, transitory disorder can become an irreversible, disabling injury. Therefore, it is very important to identify the risk factors that can cause or contribute to an MSD. Among the most likely risk factors for MSD, the following ones have been identified through reviews of scientific evidence and laboratory studies (da Costa and Vieria 2010):
-
Forceful exertions
-
Load
-
Awkward postures
-
Static postures
-
Duration
-
Frequency
-
Repetition
-
Cold temperatures
-
Contact stress
-
Vibration
Typically, the hazard is created by a combination of several risk factors related to physical ergonomics, even if the exposure to just one of them can be enough to contribute to or cause an MSD. Therefore, the potential risk factors related to physical ergonomics should be analyzed also in sight of their combined effect.
The assessment and prevention of the risks are among the main issues in physical ergonomics. Several methods, often complementary, have been developed in the literature for performing ergonomics risk assessment of different regions of the human body considering specific risk factors. The most common assessment methods include the following.
a. Ovako Working Posture Analysis System (OWAS) (Scott and Lambe 1996) assesses the risk of the working posture. It describes the full-body posture by identifying the most common working postures for back, arms, and legs, and the weight of the load handled. Each posture is attributed a four-digit code, which is then compared with reference values. The 252 postures contemplated by the method are classified into four action categories indicating needs for ergonomic changes.
b. Manual handling Assessment Chart (MAC) (Monnington et al. 2003) assesses the risks related to handling, lifting, and carrying activities. The high-risk manual handling activities in the workplace are identified by means of the known related risk factors associated with such activities already categorized for risk level. The risk level of manual handling tasks is denoted by both numerical and a color-coding score.
c. Job Strain Index (JSI) (Kuta et al. 2015) provides a quick and systematic assessment of the hand, wrist, forearm and elbow postural risks to a worker. It estimates the risks of injury to the aforementioned parts starting from the assessments of the following task variables: force, repetition, speed, posture, and duration. The product of the scores given to each task variable is the Strain Index score, which is compared with a gradient that identifies level of task risk.
d. Rapid Entire Body Assessment (REBA) (Stanton et al. 2004) evaluates the full-body postural risk and MSD associated with job task. Overall, six hundred postural examples have been coded taking into account static and dynamic postural loading factors as well as the coupling between the human and the load. The data on body postures, forceful exertions, type of movement or action, repetition, and coupling are collected into a single page worksheet. After that, a single score is generated denoting the level of MSD risk.
e. Occupational Repetitive Actions (OCRA) (Colombini 2002) assesses the risk of upper limb repetitive actions. Such an assessment includes time-based exposure variables such as recovery and frequency. It is more comprehensive than most other methods; indeed, it is included as a reference method for risk assessment in ISO 11228-3 (ISO 2007a) and EN 1005-5 (CEN 2007). Moreover, the final risk score that predicts the risk of developing MSD is based on epidemiological research.
f. Composite Ergonomics Risk Assessment (CERA) (Szabó and Németh 2018) is an easy-to-use paper-and-pencil method, which gives a simple evaluation after a separate determination of the different ergonomic risks. The method is based on the observations of real activities through images. According to EN 1005, this method allows risks related to posture, manual handling, effort, repetitive movements, subjective discomfort, workplace history and improvement ideas to be assessed appropriately.
g. Ergonomic Assessment WorkSheet (EAWS) (Schaub et al. 2012) assesses every biomechanical risk to which workers can be exposed during work. It provides detailed results in the following four sections: body postures, action forces, manual materials handling, and upper limbs. This method has been developed by an international team of experts on ergonomics and it is constantly improved.
h. Rapid Upper Limb Assessment (RULA) (McAtamney and Corlett 1993) assesses the biomechanical and postural load on the neck, trunk, and upper extremities associated with tasks. The required body posture, force, and repetition are evaluated using a one page worksheet. After the evaluation, the level of MSD risk is represented by means of a single score.
Risk assessment is the preliminary step to guaranteeing safe working conditions. After the assessment has been performed and evaluated, if necessary, the workplace must be redesigned and reorganized according to ergonomic principles. Job activities, tasks, and work environment should be designed to limit the exposure to ergonomic risk factors by taking preventative measures. Such preventive measures as well as the ergonomic principles are defined in the main standards ruling ergonomics in the next section.
3.2 Main Standards on Physical Ergonomics
Physical ergonomics deals with the physical interactions between humans and the other elements of a system. However, human beings have very different attributes (i.e., gender, age, height, weight, etc.). Good equipment design should satisfy healthy work conditions for all the operators, according to basic ergonomic principles, regardless of their attributes. To this end, ISO 7250-1 (ISO 2017a) provides a description of anthropometric measurements, which can be used as a basis for the creation of databases for the anthropometry. The basic list of the specified measurements can be used as a guide for ergonomists for defining population groups, whose specifications are, in turn, used for designing the places where people work and live. Anthropometric data are included also in EN 547-3 + A1 (CEN 2008a). In particular, these data come from an anthropometric survey which includes at least three million European men and women. All ranges of human abilities and characteristics are taken into account by EN 614-1 + A1 (CEN 2009). Based on these, it defines the ergonomic principles to guarantee the health, safety, and well-being of humans as well as the overall system performance.
According to standards, an ergonomic design is to consider at least the 5th–95th percentiles. However, for safety aspects, the 1st to 99th percentiles shall be used. The anthropometric data defined in the previous standards are used by EN 547-1 + A1 (CEN 2008b) and EN 547-1 + A2 (CEN 2008c) to specify the dimensions of openings for full-body access applied to machinery. These standards also show how to define suitable allowances for the anthropometric data in order to account for factors neglected during their measurements, such as clothing, body movements, equipment, machinery operating conditions, or environmental ones. Body space requirements for equipment for performing normal operations in both sitting and standing positions are defined in ISO 14738 (ISO 2008a), always on the basis of the anthropometric measurements. EN 1005 parts 2–5 deal with manual handling of materials (CEN 2008d), recommended force limits (CEN 2008e), postures and movements during work (CEN 2008f), and load repetition of the upper limbs in machinery operation (CEN 2007). ISO 11226 (ISO 2000) focuses on the evaluation procedure of static working postures. The same standard also defines recommended limits for static working postures on the basis of external force exertion, body angles, and time aspects. Manual lifting and carrying are addressed in ISO 11228-1 (ISO 2003), where guidance for their assessment is provided and the recommended limits defined considering the intensity, the frequency and the duration of the task. Manual pushing and pulling tasks are tackled by ISO 11228-2 (ISO 2007b) which provides a procedure for assessing the risks related to such tasks as well as the full-body suggested limits. Finally, ergonomic recommendations for manual handling of low loads at high frequency in repetitive work tasks are given in ISO 11228-3 (ISO 2007a). These standards on ergonomics provide procedures and design considerations which can be applied in a wide range of situations and ensure the safety and health of both consumers and workers as well as improved work efficiency.
3.3 Ergonomics in Human–Robot Collaboration
The underlying idea of collaborative robotics is to have advanced technologies able to help and support humans. An example of this interaction is when cobots lift components for a worker. Although cobots can improve the physical ergonomics of the workplace and hence reduce the worker exposure to MSD, they could also cause workers mental stress and psychological discomfort, if cognitive ergonomics principles are not considered. Indeed, cobots should behave in accordance with the operator’s expectations (Mayer and Schlick 2012); their presence has not to be a source of stress for humans or even perceived as a hazard. Human acceptability of the cobots can be improved e.g., by implementing anthropomorphic trajectories for the robot (Kuz et al. 2014; Rojas et al. 2019). Although we are still far from an industrial implementation of hybrid workspaces based on physical and cognitive ergonomic principles that are compliant with standards, some academic results are available. In Faber et al. (2015), a hybrid workspace with improved ergonomics features and flexibility has been designed. It is based on the robot operating system (ROS) and a cognitively automated assembly planner. An anthropocentric design for the workspace was presented in D’Addona et al. (2018), where the process tasks have been classified according to their cognitive complexity. In Michalos et al. (2018) it is presented as a multi-criteria approach and an algorithm to task assignment able to plan the human–robot hybrid cell layout and tasks at the same time. In Müller et al. (2016), a skill-based task assignment approach is proposed. It is based on an assembly task description model and assigns the tasks between human and robot by comparing their skills according to the requirements.
Virtual reality can be an aid in the design of an ergonomic workplace, which allows the simulation of assembly tasks for HCD (Peruzzini et al. 2019). In fact, it is possible to improve human posture and stress by assessing different setups in digital manufacturing tools and adding digital human models and other virtual resource models (Caputo et al. 2018). Although such an approach is able to simulate assembly tasks in workplaces, taking into account ergonomic aspects such as posture, workload, and stress, it neglects higher anthropocentric aspects like human satisfaction (Romero et al. 2015) and emotion. Although progress has been made in the design of an ergonomic workstation, a strategy to design a hybrid workstation which is completely human-centered and which satisfies all the physical and cognitive ergonomic principles is not yet possible.
4 Discussion About Potential and Challenges in Safety and Ergonomics in Human–Robot Collaboration
The following section identifies the potential and challenges in safety and ergonomics in HRC by introducing the main organizational and technological future research areas. Figure 4.5 summarizes the overall classification.

Potential and challenges in safety and ergonomics (S&E) in HRC: research areas
There are two main research areas of interest for safety and ergonomics in HRC: technological and organizational. The former is related to the development of techniques for the improvement of the safety of HRI, while optimizing robot performances. The latter is related to management tools for better design and evaluation of safety and ergonomics solutions in collaborative systems.
4.1 Main Technological Research Areas of Interest
After a preliminary systematic literature review (SLR) about safety in modern industrial HRC, it is possible to classify nine dominating research areas of interest (see Fig. 4.5). The SLR workflow is summarized in Fig. 4.6. The review was performed using Scopus as a database by applying different filters to identify only English language and recent documents (period 2015–2018) related to safety and ergonomics in industrial HRC. In order to obtain highly relevant results, only journals, reviews, and articles in press documents related to engineering and computer science were selected. The starting number of identified papers was 93. After a detailed content check, the number of relevant papers was reduced to 42. The selected papers were successively subdivided into two main categories: contact avoidance and contact detection and mitigation. As shown in Fig. 4.7, the contact detection and mitigation category is less discussed (with a percentage of 35.7% of the total number of identified papers) in comparison with the contact avoidance category (which represents 64.3% of the total number of identified papers). Table 4.3 shows the data classification about the percentage of papers which contain a specific topic (note that a generic paper can be addressed to more than one topic).

SLR workflow
According to the data illustrated in Fig. 4.8, it is clear that some research topics and interests are more structured than others. In addition, not all the leading technological research areas of interest are parts of both categories. The reason is that these topics are strictly related to specific technologies which depend on the methodology used to ensure safety during different levels of interaction between humans and robots. For example, artificial intelligence, assistance system and sensor system for object tracking are only present in the contact avoidance category. On the other hand, robot system design and sensor system for contact management are, of course, present only in the contact detection and mitigation category. For both the categories, motion planning and control, sensor system and safety management are mature topics and found in more than 30% of the works (in exception of safety management for contact detection and mitigation wich is equal to 20%). On the contrary, simulation and modelling, artificial intelligence, assistance systems, and case studies and applications are emerging research topics with unknown future developments and a percentage lower than 12%. The reason for such limited diffusion could be related to the novelty of certain kinds of research topics (especially for artificial intelligence) or to a less efficient use with respect to other types of equivalent technologies (i.e., for assistance systems) (Fig. 4.8).

Comparison between contact avoidance and contact detection and mitigation categories

Comparison of leading technological research areas of interest according to a preliminary SLR
4.2 Main Organizational Research Areas of Interest
In this section, the main organizational research areas of interest are proposed in order to comment on and discuss future developments and the main possibilities and innovations for safety and ergonomics in industrial collaborative robotics. The following list was developed according to different research results achieved by the authors in the Smart Mini-Factory (SMF) laboratory of the Free University of Bolzano-Bozen (Gualtieri et al. 2018).
a. Creation of a clear overview of safety standards for industrial collaborative robotics: in order to correctly implement a collaborative system, the OHS requirements must be fulfilled and hence the standards (and other deliverables) on safety of machinery applied. However, the use of standards and other deliverables for the development of safe HRCs is usually difficult (Gualtieri et al. 2018), due to the unavoidable evolution of technologies increasing the complexity of requirements and the importance of risk-related topics. Additionally, such indications are often very coupled, i.e., the information content is often distributed and linked across different technical documents. This condition makes their consultation and their proper implementation complex, time-consuming, and demanding in terms of technical skills. Table 4.4 shows the mutual relationships between main OHS standards and other deliverables related to industrial HRC.
A clear overview of the main industrial standards and other deliverables for collaborative robotics is needed. A structured framework and a well-defined set of technical guidelines or reports based on related standards will support the designers and safety technicians in an easy and rapid fulfillment of safety requirements and as a consequence, improve the adoption of safe and efficient solutions for HRC.
b. Development of new methodologies for risk assessment: the possibility of direct physical interaction between humans and industrial robots represents a new paradigm in the field of OHS. Of course, the introduction of collaborative systems allows new possibilities from a manufacturing point of view but also new challenges in terms of operator safety and ergonomics. For this reason, new and robust risk assessment methods should be developed by including the possibility of interaction between humans and robots. There are various methodologies for the assessment of occupational risks. At the moment, one of the more complete methods for machinery risk assessment is the hybrid method (ISO 2012). This method identifies three different risk conditions by colors: red meaning safety measures are required, yellow meaning safety measures are recommended, green meaning no safety measures are required. These risk conditions are calculated by using a risk matrix through five qualitative variables: Severity (Se), Frequency (Fr), Probability (Pr), Avoidance (Av), and Class (CI, which is the sum of the previous indices). These indices were estimated according to the guidelines found in (ISO 2012) and (ISO 2016). Considering only mechanical risks, in the case of collaborative robotics, the main potential harms are mild or moderate in intensity. In general, the Probability and Frequency indices are the more relevant values. The Avoidance index can be medium since there is a real possibility of avoiding unintentional contacts due to the limited robot speed range, which is required for collaborative applications. The final goal of the risk assessment will be risk reduction through the adoption of protective measures implemented by the designer and the user in order to reach an acceptable value of residual risk. The risk reduction could be evaluated through the different values of risk class before (CI) and after (CI*) the introduction of safety solutions. Due to the complexity of the safety requirements related to collaborative applications, the use of an extended method like to one described here is suggested for proper risks assessment.
c. Integration of cognitive ergonomics considerations: the sharing of workspaces and the physical interaction between humans and industrial robots could affect the cognitive ergonomics of the collaborative work (see Sect. 4.3.1). In this context, it will be mandatory to minimize the mental stress and psychological discomfort conditions which could be established during hybrid operations. Even if safety measures are well designed and implemented, the mere presence of the robot should not to be perceived as a hazard or as a source of stress for humans. Designers should consider these kinds of cognitive ergonomics problems in order to develop anthropocentric and human-friendly collaborative workstations also from a psychological point of view.
d. Integration of safety and ergonomics of collaborative workspaces in the early-stage product design by Design for Collaborative Assembly (DFCA): the application of concurrent engineering (CE) methods for the integration of safety and ergonomics in the early-stage design of shared spaces will be crucial for the optimization of collaborative systems. CE is a “comprehensive, systematic approach to the integrated, concurrent design and development of complex products, and their related processes” (i.e., manufacturing, logistics, disposal, etc.) (Verhagen 2015). The aim is to improve productivity and to reduce production costs by decreasing product development and time-to-market. This methodology requires the consideration of all the early-stage features of the product life cycle, starting from conception and concluding with disposal (Verhagen 2015). Due to the nature of risks, which are potentially related to industrial HRI, concurrent design of a collaborative system necessarily involves the early consideration of OHS requirements for integrated products and process development. In order to develop safe and efficient solutions, the general design of an industrial machine (and related process) should consider the integration and the optimization of safety systems with functional systems in the early design stages. Nevertheless, it is a common procedure to design and develop the machine without considering the safety requirements and then to add them after the fact. This condition makes the design results unavoidably more inefficient and time-consuming, especially for collaborative systems.
From the engineering design point of view, product design is another fundamental part of CE. In order to satisfy customer requirements, engineering design allows the creation and transformation of ideas and concepts into functional products and processes. At the moment, large parts of optimized products, which are involved in manual operations, are designed for manual manufacturing and assembly. This means they present technical features and production processes notably designed for manual picking, handling, assembly, and/or manufacturing. Obviously, these components do not have suitable features for robotic or automated processing (Boothroyd et al. 2001; Boothroyd 2005). Considering that the industrial collaborative robot market is continually growing (Djuric et al. 2016), it is reasonable to suppose that collaborative operations will be an interesting challenge in the near future. For this reason, it will be particularly useful to create new product design approaches, which consider requirements for human–robot physical interaction during collaborative tasks. Therefore, a new research field for product design could be to enrich commonly known “Design For X” (DFX) techniques by adding a new “Design For Collaborative Assembly” (DFCA) method. Some possibilities should include the design of product features according to the minimization of mechanical risk which could arise during physical HRI.
5 Conclusions
Collaborative robotics is a key enabling technology of the fourth industrial revolution. The possibility of having side-by-side and fenceless HRI allows the combination of both operators’ and robots’ strengths and advantages, but it also involves the necessity to solve challenges in regard to OHS requirements. This chapter aims to provide an introduction about safety and ergonomics in industrial HRI by discussing the main potential and challenges in SME manufacturing automation. In particular, a brief introduction about main principles and definitions of OHS is presented. The core concepts and the classification of international OHS standards and deliverables regarding the safety of the machinery context are explained, also providing a summary about main industrial robotics technical documents. Particular attention is paid to mechanical risk, since HRI allows and requires a sharing of tasks and a more or less direct physical collaboration in a fenceless workspace. The four recognized methodologies for safe HRC according to ISO TS 15066: 2016 are introduced, and the nature of human–robot non-functional contacts is discussed. In addition, a general overview about main ergonomics standards in relation to human-centered workplace design is presented in order to have a clear vision about the integration of safety requirements with physical ergonomics considerations. Finally, a detailed discussion about leading potentials and challenges in safety and ergonomics in industrial HRC is discussed. This section introduces main future research areas of interest by dividing the results into technological and organizational types. The data obtained from a preliminary SLR and from the research results achieved by the authors in the SMF laboratory supported the discussion about the identified potential and challenges. Of course, the defined issues are demanding for SMEs both from a technological and organizational point of view, but also concretely achievable if companies are properly supported by investment and research.
References
Boothroyd, G. 2005. Assembly Automation and Product Design. CRC Press. http://dx.doi.org/10.1201/9781420027358.
Boothroyd, G., P. Dewhurst, and W.A. Knight. 2001. Product Design for Manufacture and Assembly, Revised and Expanded. Boca Raton: CRC Press.
Caputo, F., A. Greco, E. D’Amato, I. Notaro, and S. Spada. 2018. On the Use of Virtual Reality for a Human-Centered Workplace Design. Procedia Structural Integrity 8: 297–308. http://dx.doi.org/10.1016/j.prostr.2017.12.031.
CENELEC. 2019. What Is an European Standard? https://www.cencenelec.eu/standards/DefEN/. Accessed on Mar 2019.
Colombini, D. 2002. Risk Assessment and Management of Repetitive Movements and Exertions of Upper Limbs: Job Analysis, Ocra Risk Indicies, Prevention Strategies and Design Principles 2. Amsterdam: Elsevier.
da Costa, B.R., and E.R. Vieira. 2010. Risk Factors for Work‐Related Musculoskeletal Disorders: A Systematic Review of Recent Longitudinal Studies. American Journal of Industrial Medicine 53 (3): 285–323. http://dx.doi.org/10.1002/ajim.20750.
D’Addona, D.M., F. Bracco, A. Bettoni, N. Nishino, E. Carpanzano, and A.A. Bruzzone. 2018. Adaptive Automation and Human Factors in Manufacturing: An Experimental Assessment for a Cognitive Approach. CIRP Annals 67 (1): 455–458. https://doi.org/10.1016/j.cirp.2018.04.123.
Directive, E.M. 2006. 42/EC of the European Parliament and the Council of 17 May 2006 on machinery, and amending Directive 95/16/EC (recast). Official Journal of the European Union L 157: 24–86.
Djuric, A.M., R.J. Urbanic, and J.L. Rickli. 2016. A Framework for Collaborative Robot (CoBot) Integration in Advanced Manufacturing Systems. SAE International Journal of Materials and Manufacturing 9 (2): 457–464. https://doi.org/10.4271/2016-01-0337.
European Committee for Standardization. 2007. Safety of Machinery—Human Physical Performance—Part 5: Risk Assessment for Repetitive Handling at High Frequency (CEN Standard No. 1005-5). http://store.uni.com/catalogo/index.php/en-1005-5-2007.html.
European Committee for Standardization. 2008a. Safety of Machinery—Human Body Measurements—Part 3: Anthropometric Data (CEN Standard No. 547-3 + A1). http://store.uni.com/catalogo/index.php/en-547-3-1996-a1-2008.html.
European Committee for Standardization. 2008b. Safety of Machinery—Human Body Measurements—Part 1: Principles for Determining the Dimensions Required for Openings for Whole Body Access into Machinery (CEN Standard No. 547-1 + A1). http://store.uni.com/catalogo/index.php/en-547-1-1996-a1-2008.html.
European Committee for Standardization. 2008c. Safety of Machinery—Human Body Measurements—Part 2: Principles for Determining the Dimensions Required for Access Openings (CEN Standard No. 547-2 + A1). http://store.uni.com/catalogo/index.php/en-547-2-1996-a1-2008.html.
European Committee for Standardization. 2008d. Safety of Machinery—Human Physical Performance—Part 2: Manual Handling of Machinery and Component Parts of Machinery (CEN Standard No. 1005-2:2003 + A1). http://store.uni.com/catalogo/index.php/en-1005-2-2003-a1-2008.html.
European Committee for Standardization. 2008e. Safety of Machinery—Human Physical Performance—Part 3: Recommended Force Limits for Machinery Operation (CEN Standard No. 1005-3 + A1). http://store.uni.com/catalogo/index.php/en-1005-3-2002-a1-2008.html.
European Committee for Standardization. 2008f. Safety of Machinery—Human Physical Performance—Part 4: Evaluation of Working Postures and Movements in Relation to Machinery (CEN Standard No. 1005-4 + A1). http://store.uni.com/catalogo/index.php/en-1005-4-2005-a1-2008.html?josso_back_to=http://store.uni.com/josso-security-check.php&josso_cmd=login_optional&josso_partnerapp_host=store.uni.com.
European Committee for Standardization. 2009. Safety of Machinery—Ergonomic Design Principles—Part 1: Terminology and General (CEN Standard No. 614-1 + A1: 2009). http://store.uni.com/catalogo/index.php/en-614-1-2006-a1-2009.html.
Faber, M., J. Bützler, and C.M. Schlick. 2015. Human-Robot Cooperation in Future Production Systems: Analysis of Requirements for Designing an Ergonomic Work System. Procedia Manufacturing 3: 510–517. https://doi.org/10.1016/j.promfg.2015.07.215.
Gualtieri, L., E. Rauch, R. Rojas, R. Vidoni, and D.T. Matt. 2018. Application of Axiomatic Design for the Design of a Safe Collaborative Human-Robot Assembly Workplace. MATEC Web of Conferences, 223, 1003. EDP Sciences. http://dx.doi.org/10.1051/matecconf/201822301003.
Gualtieri, L., R. Rojas, G. Carabin, I. Palomba, E. Rauch, R. Vidoni, and D.T. Matt. 2018. Advanced Automation for SMEs in the I4.0 Revolution: Engineering Education and Employees Training in the Smart Mini Factory Laboratory. In IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), 1111–1115.
Health and Safety Authority. 2019. Hazard and Risk. https://www.hsa.ie/eng/Topics/Hazards/. Accessed on Mar 2019.
Huber, M., M. Rickert, A. Knoll, T. Brandt, and S. Glasauer. 2008. Human-Robot Interaction in Handing-Over Tasks. In RO-MAN 2008—The 17th IEEE International Symposium on Robot and Human Interactive Communication, 107–112. http://dx.doi.org/10.1109/ROMAN.2008.4600651.
International Electrotechnical Commission. 2015. Safety of Machinery—Functional Safety of Safety-Related Electrical, Electronic and Programmable Electronic Control Systems (IEC Standard No. 62061:2005 + AMD1:2012 + AMD2:2015 CSV). https://webstore.iec.ch/publication/22797.
International Electrotechnical Commission. 2018. Safety of Machinery—Application of Protective Equipment to Detect the Presence of Persons (IEC Standard No. 62046). https://webstore.iec.ch/publication/27263.
International Federation of Robotics. 2019. IFR Publishes Collaborative Industrial Robot Definition and Estimates Supply. https://ifr.org/post/international-federation-of-robotics-publishes-collaborative-industrial-rob. Accessed on Mar 2019.
International Organization for Standardization. 2000. Ergonomics—Evaluation of Static Working Postures (ISO Standard No. 11226). https://www.iso.org/standard/25573.html.
International Organization for Standardization. 2003. Ergonomics—Manual Handling—Part 1: Lifting and Carrying (ISO Standard No. 11228-1). https://www.iso.org/standard/26520.html.
International Organization for Standardization. 2007a. Ergonomics—Manual Handling of Low Loads at High Frequency (ISO Standard No. 11228-3). https://www.iso.org/standard/26522.html.
International Organization for Standardization. 2007b. Ergonomics—Manual Handling—Part 2: Pushing and Pulling (ISO Standard No. 11228-2). https://www.iso.org/standard/26521.html.
International Organization for Standardization. 2008a. Safety of Machinery—Anthropometric Requirements for the Design of Workstations at Machinery (ISO Standard No. 14738, Including Cor 1:2003 and Cor 2:2005). https://www.iso.org/standard/27556.html.
International Organization for Standardization. 2008b. Safety of Machinery—Safety Distances to Prevent Hazard Zones Being Reached by Upper and Lower Limbs (ISO Standard No. 13857). https://www.iso.org/standard/39255.html.
International Organization for Standardization. 2010a. Safety of Machinery-General Principles for Design-Risk Assessment and Risk Reduction (ISO Standard No. 12100). https://www.iso.org/standard/51528.html.
International Organization for Standardization. 2010b. Ergonomics of Human-System Interaction—Part 210: Human-Centred Design for Interactive Systems (ISO Standard No. 9241-210). https://www.iso.org/standard/52075.html.
International Organization for Standardization. 2010c. Safety of Machinery—Positioning of Safeguards with Respect to the Approach Speeds of Parts of the Human Body (ISO Standard No. 13855). https://www.iso.org/standard/42845.html.
International Organization for Standardization. 2011a. Robots and Robotic Devices—Safety Requirements for Industrial Robots—Part 2: Robot Systems and Integration (ISO Standard No. 10218-2). https://www.iso.org/standard/41571.html.
International Organization for Standardization. 2011b. Robots and Robotic Devices—Safety Requirements for Industrial Robots—Part 1: Robots (ISO Standard No. 10218-1). https://www.iso.org/standard/51330.html.
International Organization for Standardization. 2011c. Ergonomics—General Approach, Principles and Concepts (ISO Standard No. 26800). https://www.iso.org/standard/42885.html.
International Organization for Standardization. 2012. Safety of Machinery—Risk Assessment—Part 2: Practical Guidance and Examples of Methods (ISO/TR Standard No. 14121-2). https://www.iso.org/standard/57180.html.
International Organization for Standardization. 2015a. Safety of Machinery—Safety-Related Parts of Control Systems—Part 1: General Principles for Design (ISO Standard No. 13849-1). https://www.iso.org/standard/69883.html.
International Organization for Standardization. 2015b. Safety of Machinery—Guards-General Requirements for the Design and Construction of Fixed and Movable Guards (ISO Standard No. 14120). https://www.iso.org/standard/59545.html.
International Organization for Standardization. 2016. Robots and Robotic Devices—Collaborative Robots (ISO/TS Standard No. 15066). https://www.iso.org/standard/62996.html.
International Organization for Standardization. 2017a. Basic Human Body Measurements for Technological Design—Part 1: Body Measurement Definitions and Landmarks (ISO Standard No. 7250-1). https://www.iso.org/standard/65246.html.
International Organization for Standardization. 2017b. Safety of Machinery—Minimum Gaps to Avoid Crushing of Parts of the Human Body (ISO Standard No. 13854). https://www.iso.org/standard/66459.html.
International Organization for Standardization. 2017c. Safety of Machinery—Prevention of Unexpected Start-Up (ISO Standard No. 14118). https://www.iso.org/standard/66460.html.
International Organization for Standardization. 2018. Robotics—Safety Design for Industrial Robot Systems—Part 1: End-Effectors (ISO/TR No. 20218). https://www.iso.org/standard/69488.html
Jensen, R.C. 2012. Risk-Reduction Methods for Occupational Safety and Health. Wiley. http://dx.doi.org/10.1002/9781118229439.
Jespen, T. 2016. Risk Assessments and Safe Machinery: Ensuring Compliance with the EU Directives. Springer. http://dx.doi.org/10.1002/9781118229439.
Koradecka, D. 2010. Handbook of Occupational Safety and Health. Boca Raton: CRC Press.
Kuta, Ł., J. Ciez, and I. Golab. 2015. Assessment of Workload on Musculoskeletal System of Milkers in Mechanical Milking Through the Use of Job Strain Index Method. Scientific Papers: Management, Economic Engineering in Agriculture & Rural Development 15 (1). http://dx.doi.org/10.1201/EBK1439806845.
Kuz, S., M. Faber, J. Bützler, M.P. Mayer, and C.M. Schlick. 2014. Anthropomorphic Design of Human-Robot Interaction in Assembly Cells. In Advances in the Ergonomics in Manufacturing: Managing the Enterprise of the Future, 265–272. Boca Raton: CRC Press.
Mayer, M.P., and C.M. Schlick. 2012. Improving Operator’s Conformity with Expectations in a Cognitively Automated Assembly Cell Using Human Heuristics. In Advances in Ergonomics in Manufacturing, 302–311. http://dx.doi.org/10.1201/b12322-36.
McAtamney, L., and E.N. Corlett. 1993. RULA: A Survey Method for the Investigation of Work-Related Upper Limb Disorders. Applied Ergonomics 24 (2): 91–99. https://doi.org/10.1016/0003-6870(93)90080-S.
Michalos, G., J. Spiliotopoulos, S. Makris, and G. Chryssolouris. 2018. A Method for Planning Human Robot Shared Tasks. CIRP Journal of Manufacturing Science and Technology 22: 76–90. http://dx.doi.org/10.1016/j.cirpj.2018.05.003.
Monnington, S.C., C.J. Quarrie, A.D. Pinder, and L.A. Morris. 2003. Development of Manual Handling Assessment Charts (MAC) for Health and Safety Inspectors. In Contemporary Ergonomics, 3–8. London: Taylor & Francis.
Müller, R., M. Vette, and O. Mailahn. 2016. Process-Oriented Task Assignment for Assembly Processes with Human-Robot Interaction. Procedia CIRP 44: 210–215.
Peruzzini, M., M. Pellicciari, and M. Gadaleta. 2019. A Comparative Study on Computer-Integrated Set-Ups to Design Human-Centred Manufacturing Systems. Robotics and Computer-Integrated Manufacturing 55: 265–278. https://doi.org/10.1016/j.rcim.2018.03.009.
Rojas, R.A., M.A.R. Garcia, E. Wehrle, and R. Vidoni. 2019. A Variational Approach to Minimum-Jerk Trajectories for Psychological Safety in Collaborative Assembly Stations. IEEE Robotics and Automation Letters 4 (2): 823–829. https://doi.org/10.1109/LRA.2019.2893018.
Romero, D., O. Noran, J. Stahre, P. Bernus, and Å. Fast-Berglund. 2015. Towards a Human-Centred Reference Architecture for Next Generation Balanced Automation Systems: Human-Automation Symbiosis. In IFIP International Conference on Advances in Production Management Systems, 556–566. Springer, Cham. http://dx.doi.org/10.1007/978-3-319-22759-7_64.
Schaub, K.G., J. Mühlstedt, B. Illmann, S. Bauer, L. Fritzsche, T. Wagner, A.C. Bullinger-Hoffmann, and R. Bruder. 2012. Ergonomic Assessment of Automotive Assembly Tasks with Digital Human Modelling and the ‘Ergonomics Assessment Worksheet’ (EAWS). International Journal of Human Factors Modelling and Simulation 3 (3–4): 398–426. https://doi.org/10.1504/IJHFMS.2012.051581.
Scott, G.B., and N.R. Lambe. 1996. Working Practices in a Perchery System, Using the OVAKO Working Posture Analysing System (OWAS). Applied Ergonomics 27 (4): 281–284. https://doi.org/10.1016/0003-6870(96)00009-9.
Stanton, N.A., A. Hedge, K. Brookhuis, E. Salas, and H.W. Hendrick (eds.). 2004. Handbook of Human Factors and Ergonomics Methods. CRC Press. http://dx.doi.org/10.1201/9780203489925.
Szabó, G., and E. Németh. 2018. Development an Office Ergonomic Risk Checklist: Composite Office Ergonomic Risk Assessment (CERA Office). In Congress of the International Ergonomics Association, 590–597. Cham: Springer. http://dx.doi.org/10.1007/978-3-319-96089-0_64.
Tan, Q., Y. Tong, S. Wu, and D. Li. 2019. Anthropocentric Approach for Smart Assembly: Integration and Collaboration. Journal of Robotics. https://doi.org/10.1155/2019/3146782.
Universal Robot. 2018. UR3/CB3 Version 3.6.0 Original Instructions.
Verhagen, W.J. (ed.). 2015. Concurrent Engineering in the 21st Century: Foundations, Developments and Challenges. Cham: Springer.
Vicentini, F. 2017. La robotica collaborativa - Sicurezza e flessibilità delle nuove forme di collaborazione uomo-robot. Milan: Tecniche Nuove.
World Health Organization. 2019. Constitution. https://www.who.int/about/who-we-are/constitution. Accessed on Mar 2019.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2020 The Author(s)
About this chapter

Cite this chapter
Gualtieri, L., Palomba, I., Wehrle, E.J., Vidoni, R. (2020). The Opportunities and Challenges of SME Manufacturing Automation: Safety and Ergonomics in Human–Robot Collaboration. In: Matt, D., Modrák, V., Zsifkovits, H. (eds) Industry 4.0 for SMEs. Palgrave Macmillan, Cham. https://doi.org/10.1007/978-3-030-25425-4_4
Download citation
DOI: https://doi.org/10.1007/978-3-030-25425-4_4
Published:
Publisher Name: Palgrave Macmillan, Cham
Print ISBN: 978-3-030-25424-7
Online ISBN: 978-3-030-25425-4
eBook Packages: Business and ManagementBusiness and Management (R0)